
Ответственное сварное соединение: требуется расчет
Основные типы сварных соединений
Выбор допускаемых напряжений при расчете статической прочности сварных соединений
Расчет сварных соединений при переменных во времени нагрузках
Концентрация напряжений в сварных швах
О сварных соединениях
По сравнению с другими типами неразъемных соединений сварные соединения в настоящее время являются наиболее распространенными — это объясняется тем, что они наиболее прочные, технологичные и экономичные. Применение сварных конструкций, например, взамен литейных позволяет снизить их массу более чем на 30%.
Тем не менее сварные соединения обладают целым рядом существенных недостатков:
- нагрев места шва при сварке изменяет механические свойства основного металла в сторону их ухудшения;
- неоднородный нагрев приводит к возникновению остаточных напряжений и, как следствие, к остаточным деформациям;
- в сварном шве имеет место существенная анизотропия свойств металла;
- в области сварного шва возникают местные напряжения, существенно влияющие на его прочность, особенно в условиях переменного нагружения;
- высокая концентрация напряжений и другие неблагоприятные факторы делают сварные соединения недолговечными при переменной внешней нагрузке, особенно в условиях ударного нагружения;
- контроль качества сварного шва довольно сложен и не всегда экономически оправдан.
Основные типы сварных соединений
По виду взаимного расположения свариваемых деталей сварные соединения бывают стыковыми, нахлесточными, тавровыми, угловыми и точечными. В данной статье речь пойдет о расчете шовных сварных соединений.
Традиционные методы расчета и проектирования сварного соединения при постоянной внешней нагрузке зависят от типа соединения, способа сварки и вида шва и реализованы в модуле расчета и проектирования соединений АРМ Joint системы APM WinMachine. Кроме общих предположений, характерных для расчета прочности вообще, при построении моделей сварных соединений для выполнения приближенных инженерных расчетов делаются некоторые дополнительные допущения, свойственные именно этому типу соединений:
- свариваемые детали считаются недеформируемыми, а сварные швы — напротив, податливыми;
- не учитываются концентрации напряжений, наличие которых характерно для мест резкого изменения формы, а расчет выполняется только по номинальным напряжениям;
- материал шва считается однородным и изотропным;
- деформации считаются малыми и пропорциональными напряжениям;
- сечения, которые до начала деформирования были плоскими, сохраняют форму.
Более подробно расчет соединений в системе APM Joint уже рассматривался на страницах журнала «САПР и графика».
Определение распределения напряжения по сварному шву основывается на принципе суперпозиции, или независимого действия сил. Погрешности, возникающие в рамках используемых моделей, следует учитывать путем введения коэффициентов запаса прочности. Существенная доля погрешности вносится предположением об абсолютной жесткости соединяемых деталей и податливости сварных швов. Особенно это сказывается на проектировании сварных швов при сварке тонких деталей. От отдельных допущений можно отказаться, если в качестве инструмента для выполнения расчета использовать МКЭ.
Система автоматизированного проектирования APM WinMachine включает все необходимые программные средства для анализа прочности сварного соединения методом конечных элементов: графический 3D-редактор APM Studio и систему конечно-элементного анализа APM Structure3D.
Модель сварного соединения
Подготовка модели осуществляется в графическом 3D-редакторе APM Studio. Создание твердотельных деталей и сборок возможно как непосредственно в APM Studio, так и путем импорта из сторонних графических редакторов через формат STEP. Сварной шов моделируется как отдельная твердотельная деталь в составе сборки. Такой подход позволяет учитывать подготовку кромок для анализа их влияния на напряженно-деформированное состояние соединения. Примеры сборок сварных узлов основных типов представлены на рис. 1-3.
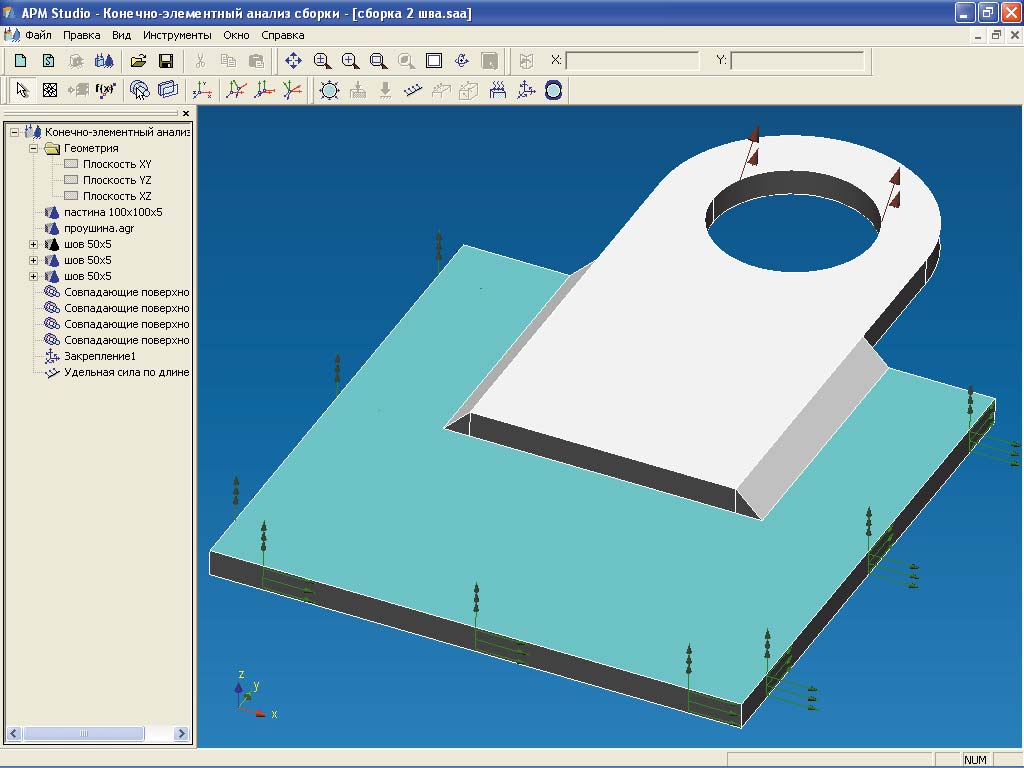
Рис. 1. Модель сборки сварного узла нахлесточного соединения проушины с плоской пластиной
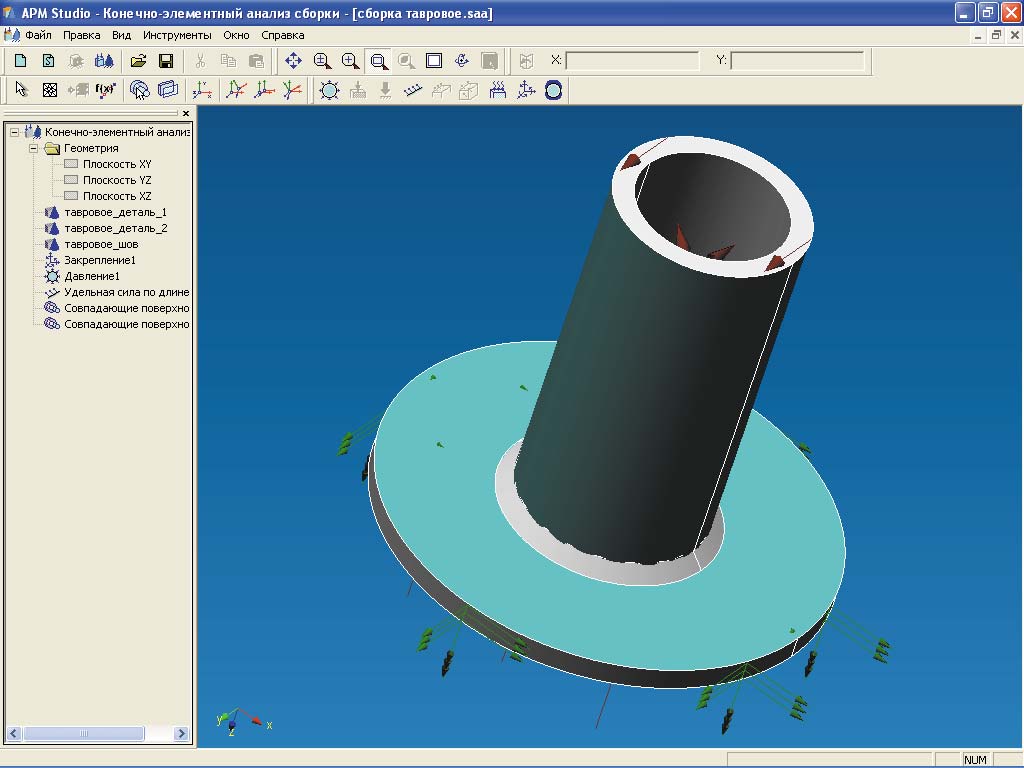
Рис. 2. Модель сборки таврового соединения трубы с плоской поверхностью
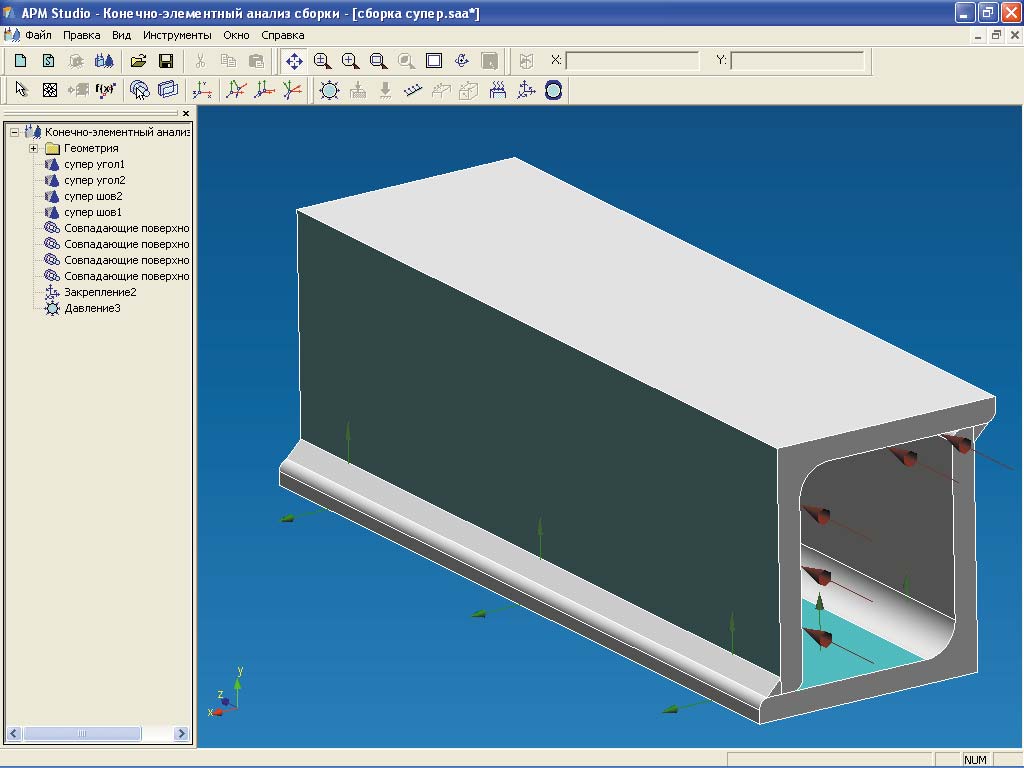
Рис. 3. Модель сварного узла, выполненного угловым швом
Для конечно-элементного анализа сборки прежде всего необходимо задать все совпадающие грани. Впоследствии при расчете будет учтены совместные перемещения совпадающих граней сварного шва и соответствующих сопрягающих поверхностей. Подготовка сборочной модели к расчету включает также задание закрепления и нагрузок. Режим конечно-элементного анализа APM Studio позволяет непосредственно в редакторе задавать как закрепления, так и нагрузки. Для задания основных видов нагрузки: равномерно распределенная нагрузка по поверхности (давление), равномерно распределенная нагрузка по ребру, переменная нагрузка по грани — в APM Studio имеются необходимые инструменты. Исходные значения нагрузок могут быть получены на основании прочностного расчета в целом стержневой или пластинчатой модели конструкции в системе APM Structure3D.
После подготовки сборочной модели к расчету необходимо осуществить генерацию конечно-элементной сетки. В генератор конечно-элементной сетки встроен автоматический «улучшатель», следящий за тем, чтобы в качестве конечных элементов преимущественно применялись равносторонние тетраэдры, которые считаются наиболее оптимальными в плане минимизации погрешности расчета напряженно-деформированного состояния. Выбирать шаг разбиения (сторона тетраэдра) необходимо так, чтобы он был меньше катета сварного шва примерно в 3-5 раз. Такое разбиение позволяет учесть концентраторы напряжений в сварном шве. Следует отметить, что максимальная размерность решаемой в APM Structure3D задачи определяется главным образом аппаратными возможностями компьютера и составляет примерно 1350 тыс. узлов, что вполне достаточно для моделирования практически всех возможных узловых соединений. После генерации конечно-элементной сетки модель может быть передана в систему конечно-элементного анализа APM Structure3D.
APM Structure3D позволяет проводить анализ сопрягаемых деталей как с учетом взаимного проникновения деталей (контактная задача), так и без учета таковых. Для расчета сварного соединения решение контактной задачи не требуется, поскольку сварная конструкция воспринимает нагрузку как единое целое.
Рассмотрим, как вышеописанные допущения традиционных методов расчета могут быть сняты при использовании МКЭ:
- учитывается податливость как сварных швов, так и свариваемых деталей, что позволяет производить совместный расчет тонкостенных сварных деталей;
- на основании карты напряжений можно определить зоны концентрации напряжений в местах резкого изменения формы, а также численные значения максимальных напряжений в этих зонах. Сложное несимметричное нагружение существенно влияет на концентраторы напряжений. Внесением изменений в форму сопрягаемых деталей и сварного шва можно снизить концентрации напряжений и получить конструкцию, близкую к равнопрочной;
- возможно задание различных физико-механических свойств для разных участков сварного шва (учет неоднородности);
- деформационный расчет позволяет учитывать как перемещение элементов конструкции, так и изменение формы под действием нагружения.
Выбор допускаемых напряжений при расчете статической прочности сварных соединений
Расчет статической прочности сварных соединений мало чем отличается от расчета прочности деталей вообще. К его особенностям следует отнести то, что величины допускаемых напряжений при расчете сварных соединений традиционными методами занижены по сравнению с аналогичными значениями, принятыми при расчете монолитных деталей. Использование МКЭ позволяет получить более точное решение и применять более высокие допускаемые напряжения для прочностного расчета с учетом лишь технологических дефектов. Такой подход обеспечивает снижение металлоемкости и стоимости конструкции. Традиционно допускаемые напряжения для угловых швов рассчитываются исходя из гипотезы наибольших касательных напряжений и составляют примерно половину от нормальных. Поскольку в системе APM Structure3D предусмотрен просмотр компонентов напряжений, то такие возможности визуализатора в данном контексте весьма важны.
Расчет сварных соединений при переменных во времени нагрузках
Переменный характер нагружения сварного шва и наличие большого количества всевозможных дефектов, неизбежно возникающих при сварке, снижают долговечность этого соединения. В основе расчета прочности при переменном характере внешнего нагружения лежат методы расчета статической прочности. Причем такие расчеты ведутся как по номинальным напряжениям, так и с учетом местных концентраций, возникающих на границах сварных зон. В большинстве случаев единственным методом расчета местных напряжений остается МКЭ. Аналитическими методами найти величины воспринимаемых напряжений можно только для простейших сварных соединений.
Концентрация напряжений в сварных швах
Главными причинами концентрации являются резкая перемена геометрической формы и неравномерные температурные деформации, которые вызывают появление остаточных напряжений. Как уже было отмечено, сварные швы являются серьезным источником местных напряжений, поскольку для них характерна неоднородность материала шва, его свойств, наличие дефектов и напряжений, обусловленных температурными деформациями, и т.д. Статическая прочность шва мало зависит от наличия местной концентрации, но последняя оказывает значительное влияние при переменном режиме нагружения, так как в месте расположения концентратора может появиться усталостная трещина, что приведет к разрушению.
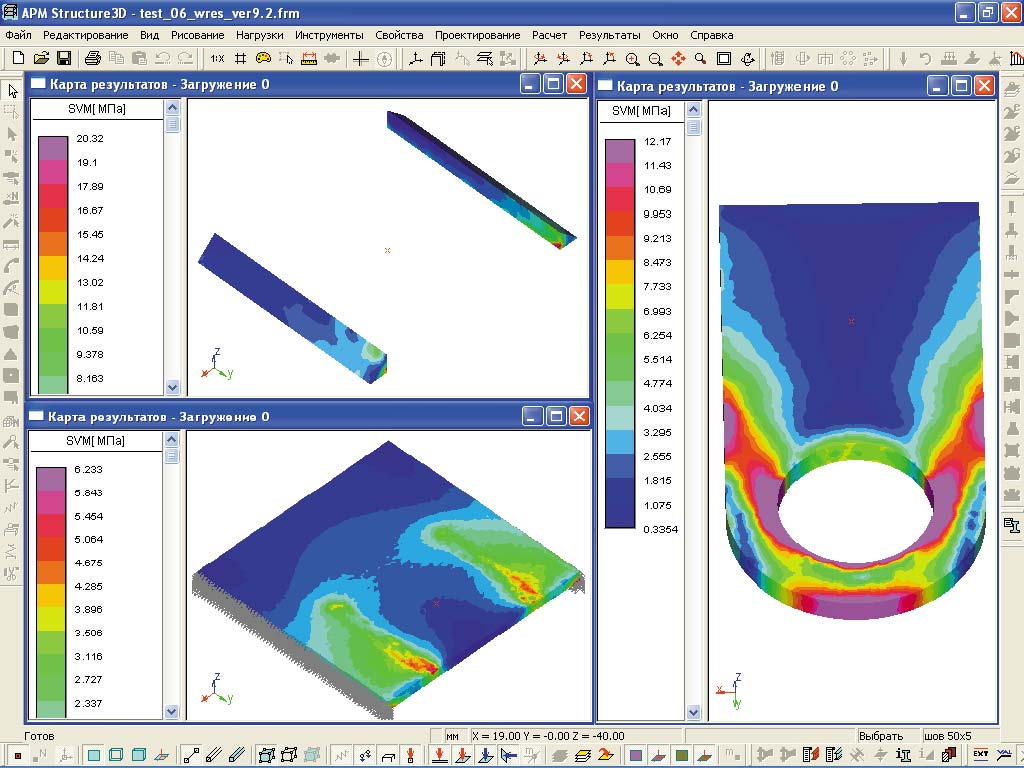
Рис. 4. Карта эквивалентных напряжений (для модели с рис. 1)
Рассмотрим несколько конкретных примеров концентрации для различных типов сварных соединений. На рис. 4 приведена карта эквивалентных напряжений, действующих в нахлесточном соединении проушины с пластиной. На рисунке виден сложный характер эквивалентных напряжений в соединяемых деталях и сварном шве. Такая картина позволяет сделать вывод относительно прочности сварного шва как при постоянном внешнем нагружении, так и при условии переменного характера изменения внешней нагрузки.
Сложным представляется распределение напряжений в тавровом соединении трубы с плоской поверхностью, изображенной на рис. 5.
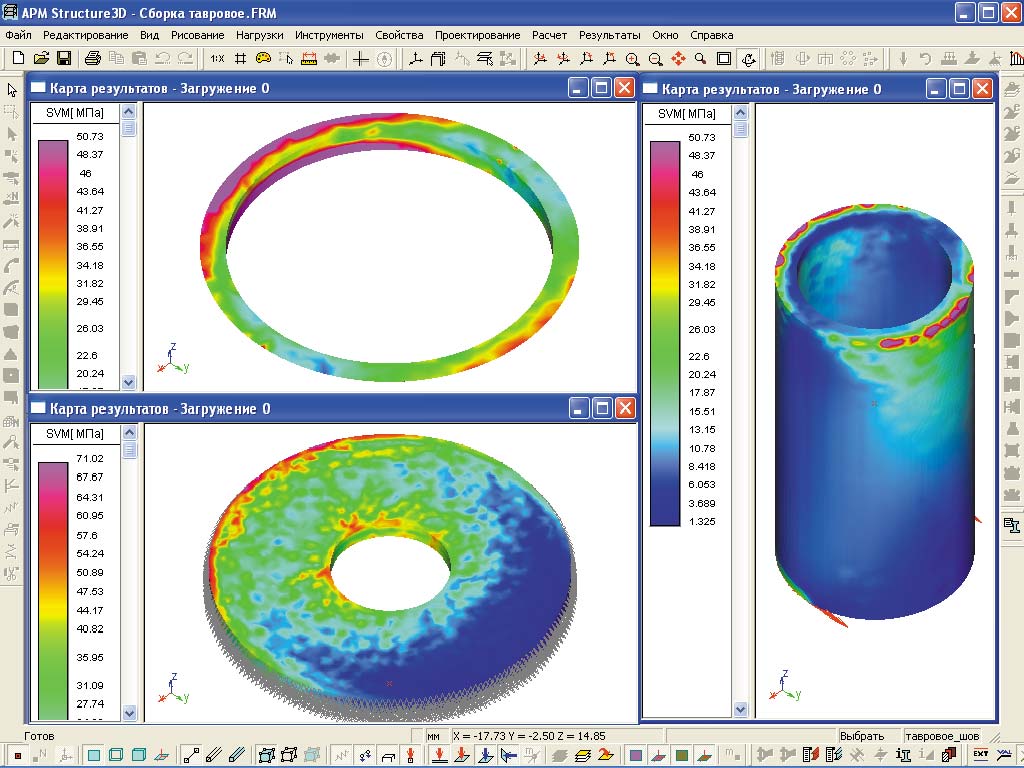
Рис. 5. Карта эквивалентных напряжений (для модели с рис. 2)
Зачастую в металлоконструкциях используются сложные сварные профили (рис. 6), при применении которых необходимо учитывать наличие концентраторов напряжений в сварных швах. Анализ напряженно-деформированного состояния методом конечных элементов дает возможность получать карты напряжений, позволяющие определить теоретическое значение коэффициента концентрации, чтобы затем использовать его в расчетах усталостной прочности.
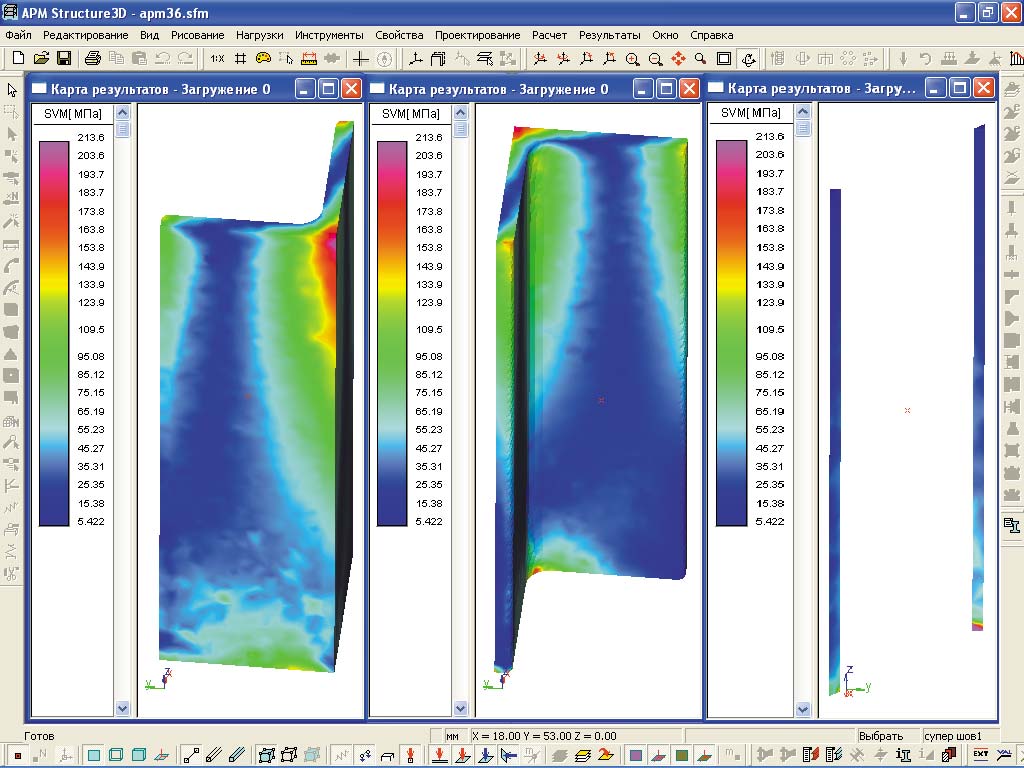
Рис. 6. Карта эквивалентных напряжений, действующих в угловом соединении модели с рис. 3
Выводы
МКЭ используется при выполнении проверочного расчета, для проведения которого необходимо знать геометрию соединения и хотя бы приблизительные линейные размеры. С этой целью в качестве первого приближения для выполнения расчета можно использовать традиционные методы расчета, реализованные в системе АРМ Joint, а в дальнейшем перейти к МКЭ. Такой подход позволяет существенно снизить время реализации комплексного расчета сварного соединения.
Применение на втором этапе для прочностного анализа метода конечных элементов позволяет повысить надежность ответственных соединений, снизить металлоемкость и повысить технологичность сварной конструкции.
