
Опыт использования EdgeCAM, программы для станков с ЧПУ, на ООО НПО «Рубикон-Инновация»
Практический пример использования EdgeCAM
НПО «Рубикон-Инновация» работает в области разработки и изготовления электронной техники более 20 лет. На предприятии накоплен колоссальный опыт по разработке бортовой и специальной вычислительной техники, распределенным системам сбора и обработки данных, по системам управления производственным оборудованием.
В настоящее время разработчики имеют весьма солидный опыт проектирования приборов на современной элементной базе как зарубежного, так и отечественного производства и используют для этого такие CAD/CAM-системы, как PSpise, DesignLab, WorkOffice, специализированные пакеты Actel, Xilinx, Altera.
Предприятие обладает производственными подразделениями, которые ориентированы на изготовление опытных образцов, малых и средних серий приборов. Продукцией предприятия являются специализированные управляющие вычислительные комплексы, применяемые в следующих секторах:
- бортовые управляющие машины и системы для применения на космических аппаратах:
- компоненты бортовой вычислительной системы, такие как вычислительные машины, системы телеметрии, устройства сопряжения с объектами,
- силовые коммутаторы для цепей питания бортовой аппаратуры,
- системы управления полезной нагрузкой (оптическими приборами),
- радиотехнические устройства;
- бортовые управляющие машины для авиации;
- системы числового программного управления производственным оборудованием.
Условия эксплуатации приборов для космического борта имеют ряд специфических особенностей, которые учитываются при разработке и конструировании:
- минимизация массогабаритных показателей и энергопотребления;
- необходимость обеспечения безотказной работы в течение длительного срока (до 15 лет) активного существования космического аппарата;
- воздействие факторов низкоинтенсивного радиационного облучения и электростатического разряда;
- обеспечения теплового режима приборов в условии невесомости и вакуума;
- обеспечение необходимой стойкости к механическим воздействиям на этапе выведения.
По заказам различных организаций в НПО «Рубикон-Инновация» было сконструировано и изготовлено более 20 типов приборов. Приборы, разработанные и изготовленные на НПО «Рубикон-Инновация», успешно эксплуатируются на спутниках серий «Ямал», МКС «Альфа», на самолетах Бе-200, Ил-96-300 и других объектах.
Выбор САМ-системы
До недавнего времени на нашем предприятии детали оформлялись в виде чертежей, на основе которых технологи вручную составляли управляющие программы для ЧПУ. В последнее время количество изготавливаемых изделий стало увеличиваться, а сложность входящих в их состав деталей — повышаться. Как следствие, разработка технологических программ и подготовка производства стали занимать значительное время. В результате было принято решение о проведении мероприятий по автоматизации производства, в том числе и технологических работ. Поскольку на нашем предприятии разрабатывается и СЧПУ «ФЕНИКС», была проведена модернизация имеющегося оборудования путем замены старых ЧПУ новыми.
В связи с большим разнообразием парка станков, одним из главных критериев выбора CAM-системы стало наличие постпроцессора (или возможность создать его самостоятельно) под имеющиеся станки. Второй критерий — удобство работы и наличие интуитивно понятного интерфейса, а третий — наличие визуализации, позволяющей оценить обработку еще до того, как она будет выполнена на станке.
Выбор производился из следующих CAM-систем: ГеММа-3D, EdgeCAM, T-Flex ЧПУ, ADEM, CAMWorks и Mastercam.
После всестороннего изучения этих систем было принято решение остановиться на EdgeCAM, поскольку наряду с соответствием ранее указанным критериям программа обладает следующими достоинствами:
- стабильная работа на персональных компьютерах среднего класса;
- поддержка широкого списка графических форматов;
- возможность напрямую работать с моделями, выполненными в основных CAD-системах;
- возможность организовывать сквозную систему от чертежа (модели) до изготовления детали;
- высокий уровень технической поддержки.
В результате было заключено партнерское соглашение между «Русской Промышленной Компанией» и НПО «Рубикон-Инновация» об использовании на последнем программного продукта EdgeCAM.
Освоение программы началось с получения демо-версии. Успешному внедрению системы на предприятии способствовали регулярные посещения семинаров и тест-драйвов по EdgeCAM, организованных «Русской Промышленной Компанией», на которых освещались новые или усовершенствованные возможности ПО, а также давались консультации по вопросам внедрения. Общение с квалифицированными специалистами «Русской Промышленной Компании» по EdgeCAM облегчило процесс обучения персонала. В настоящее время на нашем предприятии уже имеется несколько сертифицированных специалистов по EdgeCAM.
На момент получения демо-версии программное обеспечение было установлено на персональный компьютер со следующей конфигурацией: процессор — AMD 2500+, ОЗУ — 250 Мбайт, видеокарта — Radeon 9200. На данной конфигурации EdgeCAM показал достаточно стабильную работу. С получением новой версии объем памяти был увеличен до 512 Мбайт. В настоящий момент параметры ПК следующие: процессор — AMD Athlon64 2800+, ОЗУ — 1 Гбайт, видеокарта — Radeon 9600. Такая конфигурация, по отзывам инженеров-технологов, обеспечивает комфортную работу с последней версией EdgeCAM.
В процессе тестовой эксплуатации программы одновременно с изучением возможностей EdgeCAM была проведена работа по написанию постпроцессора для ЧПУ 2С42-65 (станок МС-250). В качестве основы был взят постпроцессор для FANUC и адаптирован под 2С42-65. Эта операция была реализована достаточно быстро, а основное время заняло решение таких трудностей, как малый объем доступной памяти в ЧПУ, специфика описания коррекции пути фрезы при обходе углов и сложившиеся стереотипы кодирования технологических программ. В результате все проблемы были успешно решены.
Постпроцессор был написан под СЧПУ «ФЕНИКС» очень быстро, поскольку для этого уже имелся достаточный опыт. Так как система «ФЕНИКС» улучшается, модифицируется и получает все новые возможности, то благодаря удобству и простоте настройки постпроцессора все эти изменения в кратчайший срок находят свое отражение в постпроцессоре. В свою очередь, это позволяет выполнять разработку и производство очень сложных технологических деталей за короткое время.
Практический пример использования EdgeCAM
На данный момент на нашем предприятии используется версия EdgeCAM 11.5. За время ее эксплуатации на нашем предприятии было изготовлено большое количество деталей различной сложности и габаритов: от маленьких (несколько миллиметров) до крупногабаритных (в некоторых случаях детали были больше стола станка).
В качестве примера приведем деталь, изготовленную на нашем предприятии в рамках совместной работы с одним из наших партнеров, — корпус телефонной трубки (рис. 1).
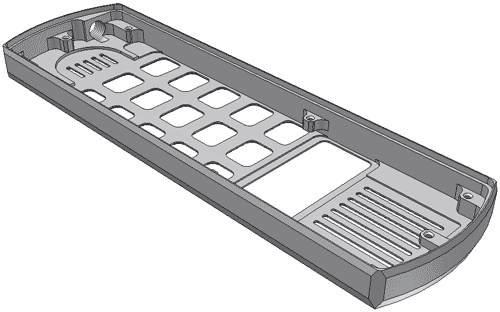
Рис. 1. Модель детали, выполненная в CAD-системе
Поиск элементов обработки при подготовке технологической программы производился автоматически с применением операции Feature Finder (![]() ) (рис. 2).
) (рис. 2).

Рис. 2. Результат автоматического поиска элементов
Для построения дополнительных контуров и границ обработки были использованы функции проецирования геометрии Geometry From Loops и Geometry From Edges (![]() ) (рис. 3).
) (рис. 3).
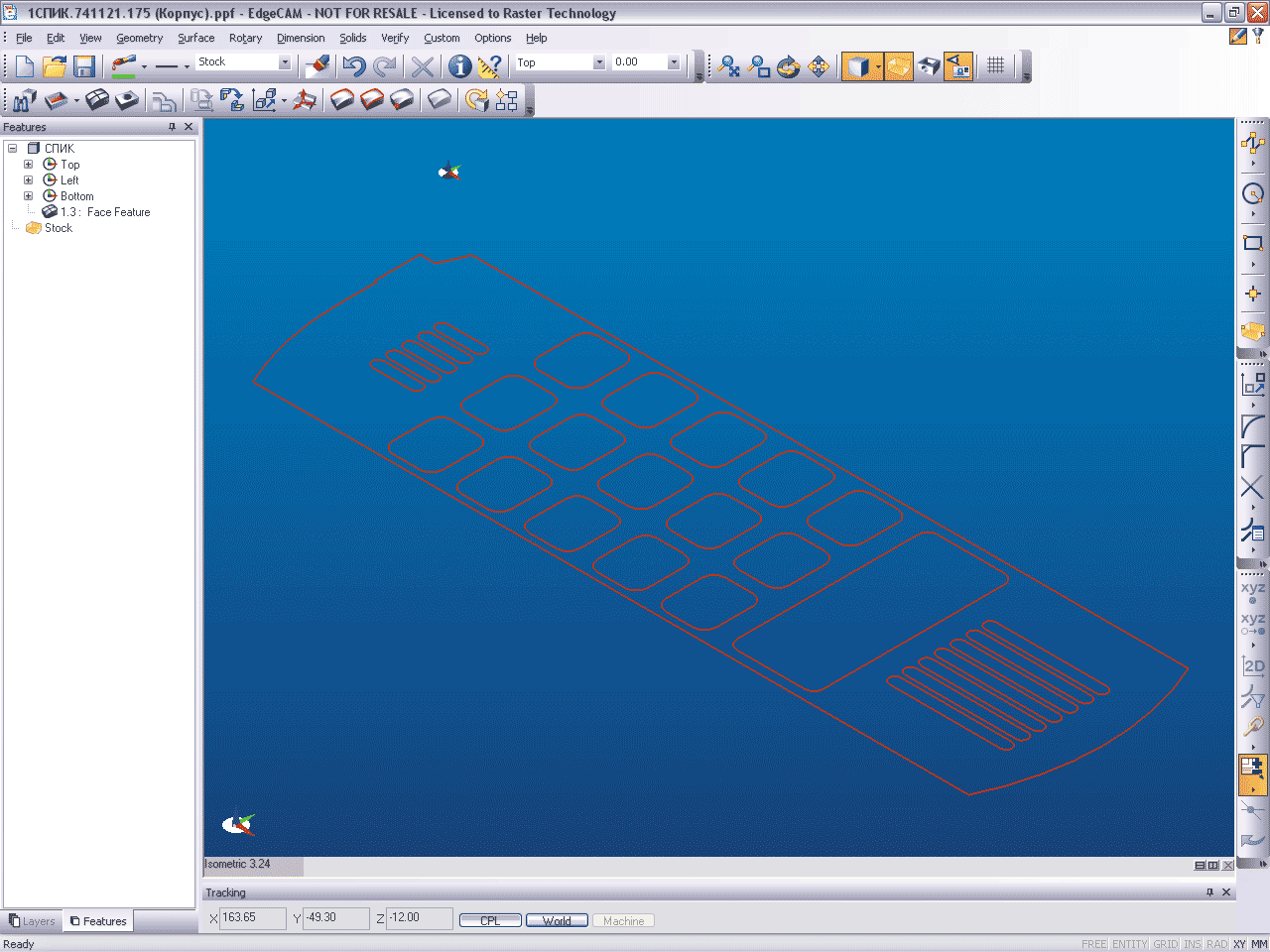
Рис. 3. Дополнительные контуры
Создание заготовки производилось с использованием диалогового окна Stock (![]() ) (рис. 4).
) (рис. 4).
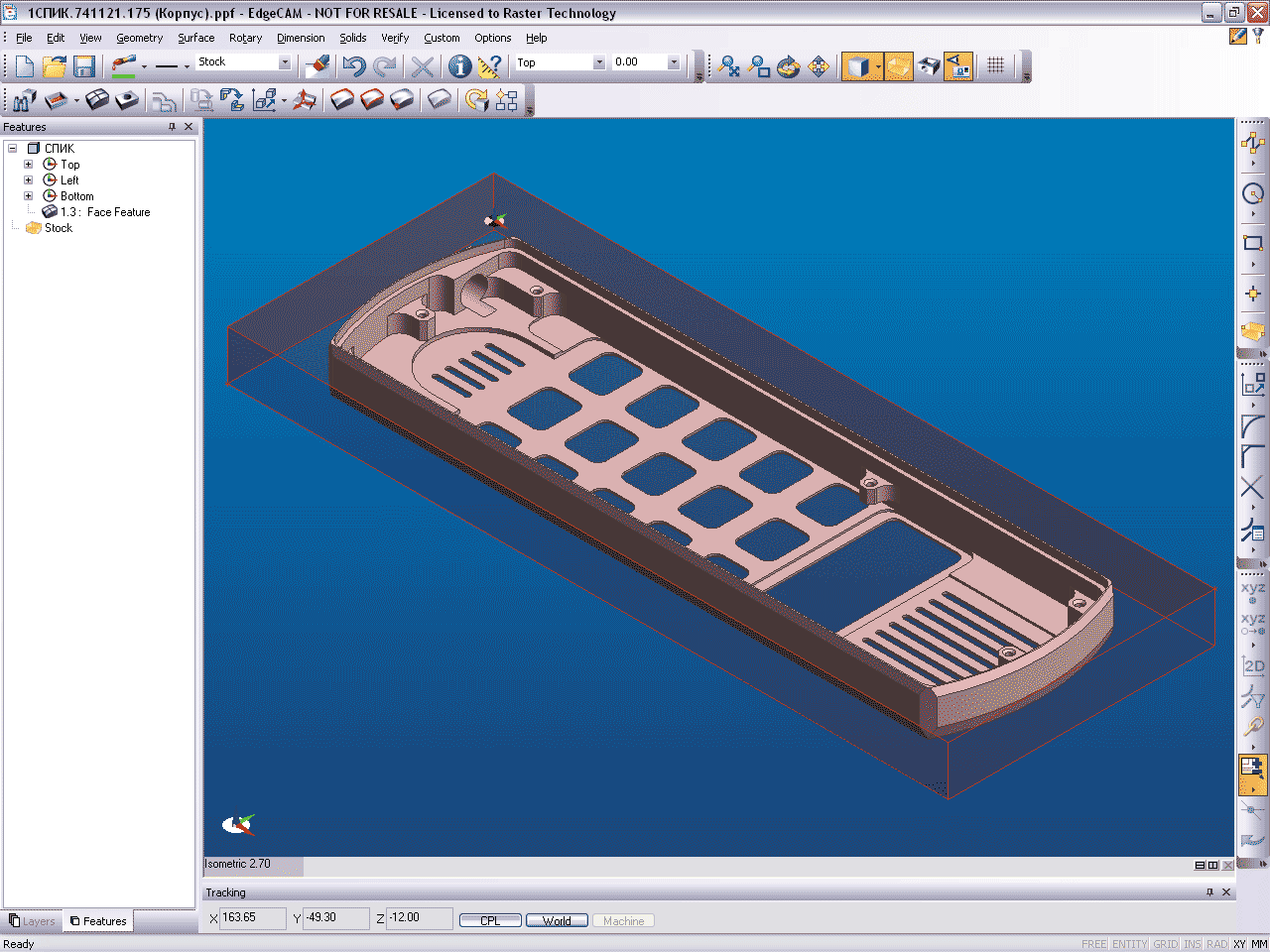
Рис. 4. Результат создания заготовки
Поскольку при построении модели не учитывалось положение базы детали, то начало системы отсчета было задано с помощью функции Datum Shift (![]() ) (рис. 5).
) (рис. 5).
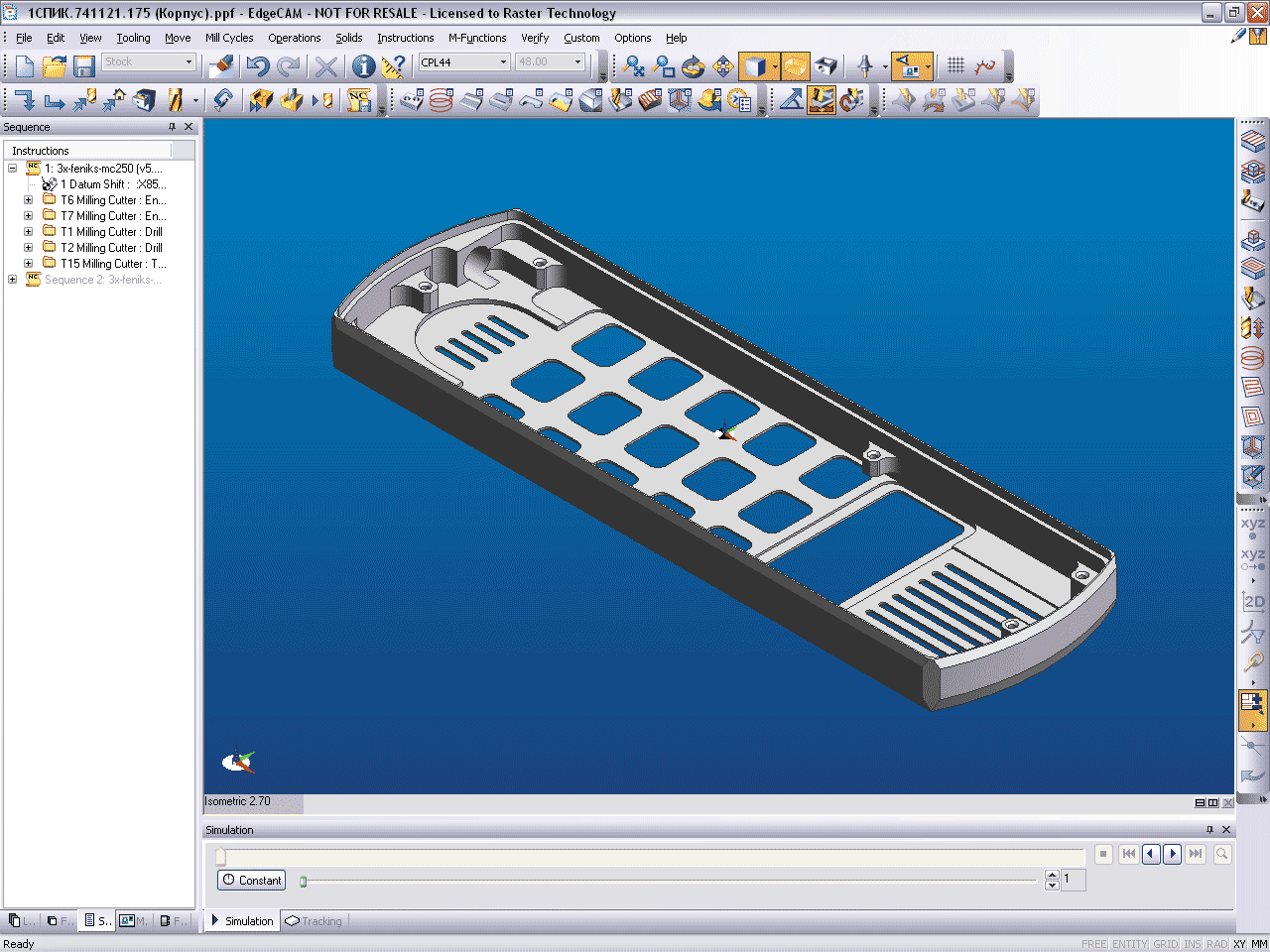
Рис. 5. Новое положение базы
Для обработки заготовки в размер использовался цикл Face Milling (![]() ) (рис. 6).
) (рис. 6).
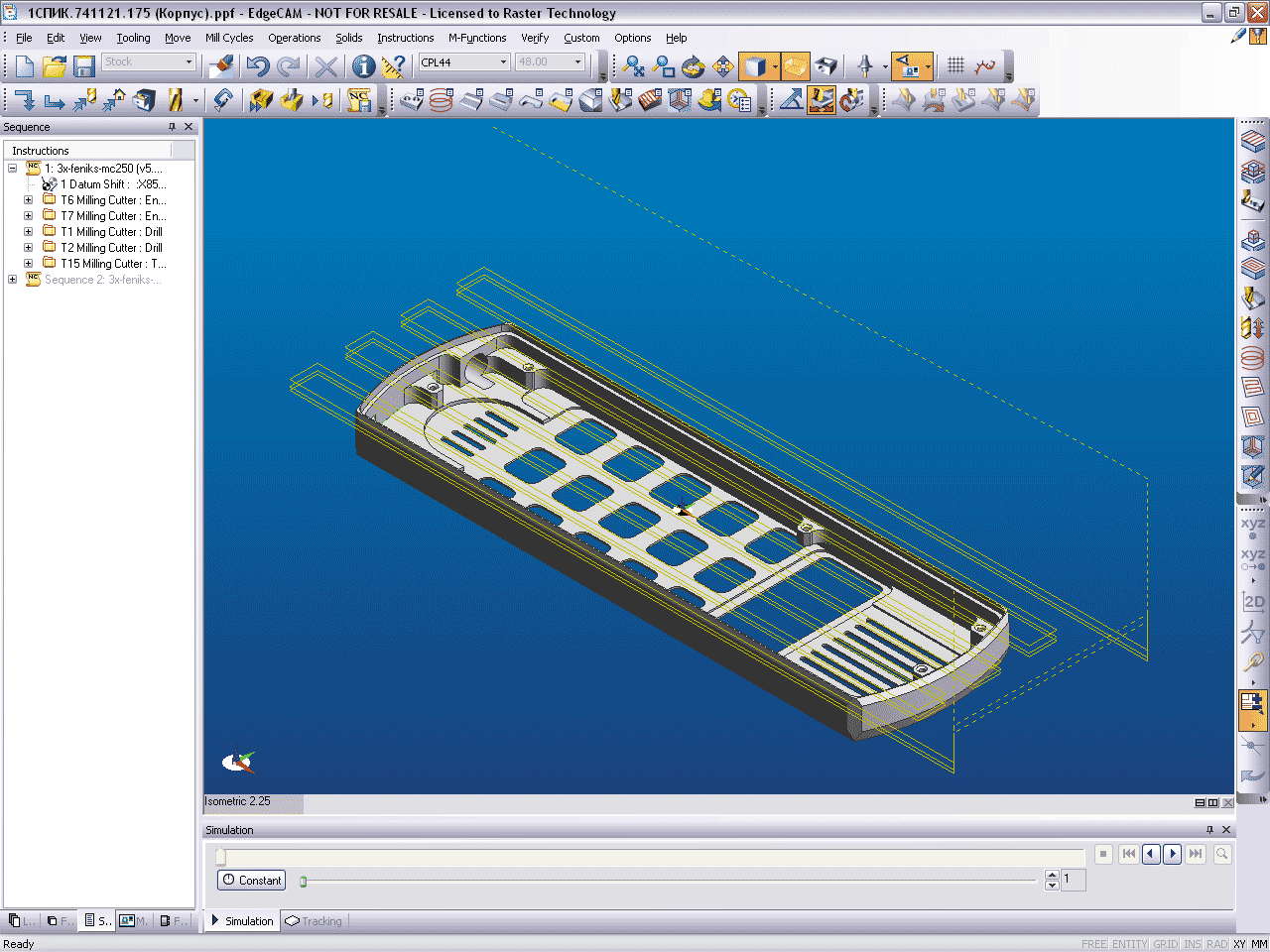
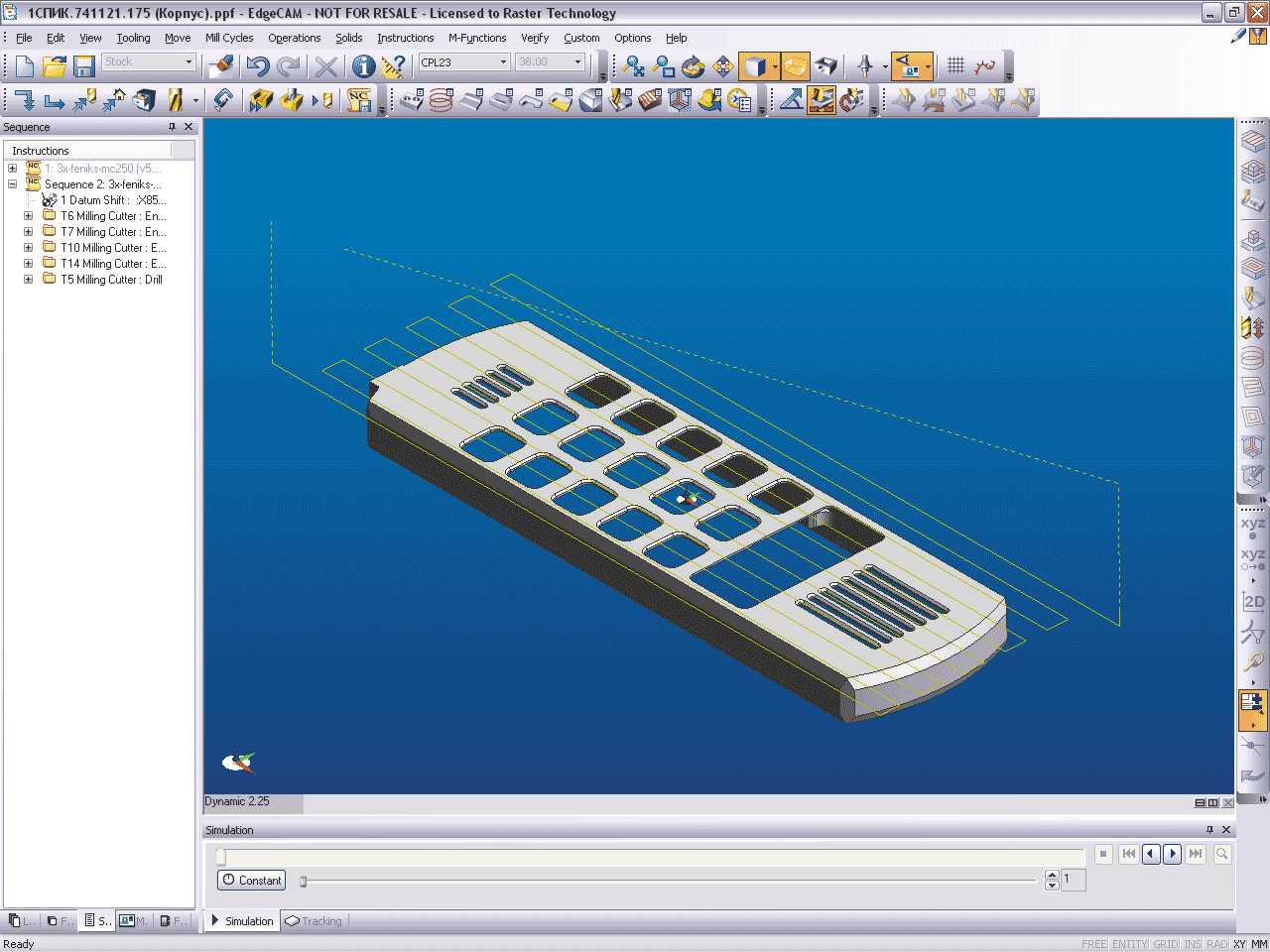
Рис. 6. Цикл Face Milling
Предварительная обработка габаритов и элементов детали производилась с помощью цикла Roughing (![]() ) (рис. 7).
) (рис. 7).
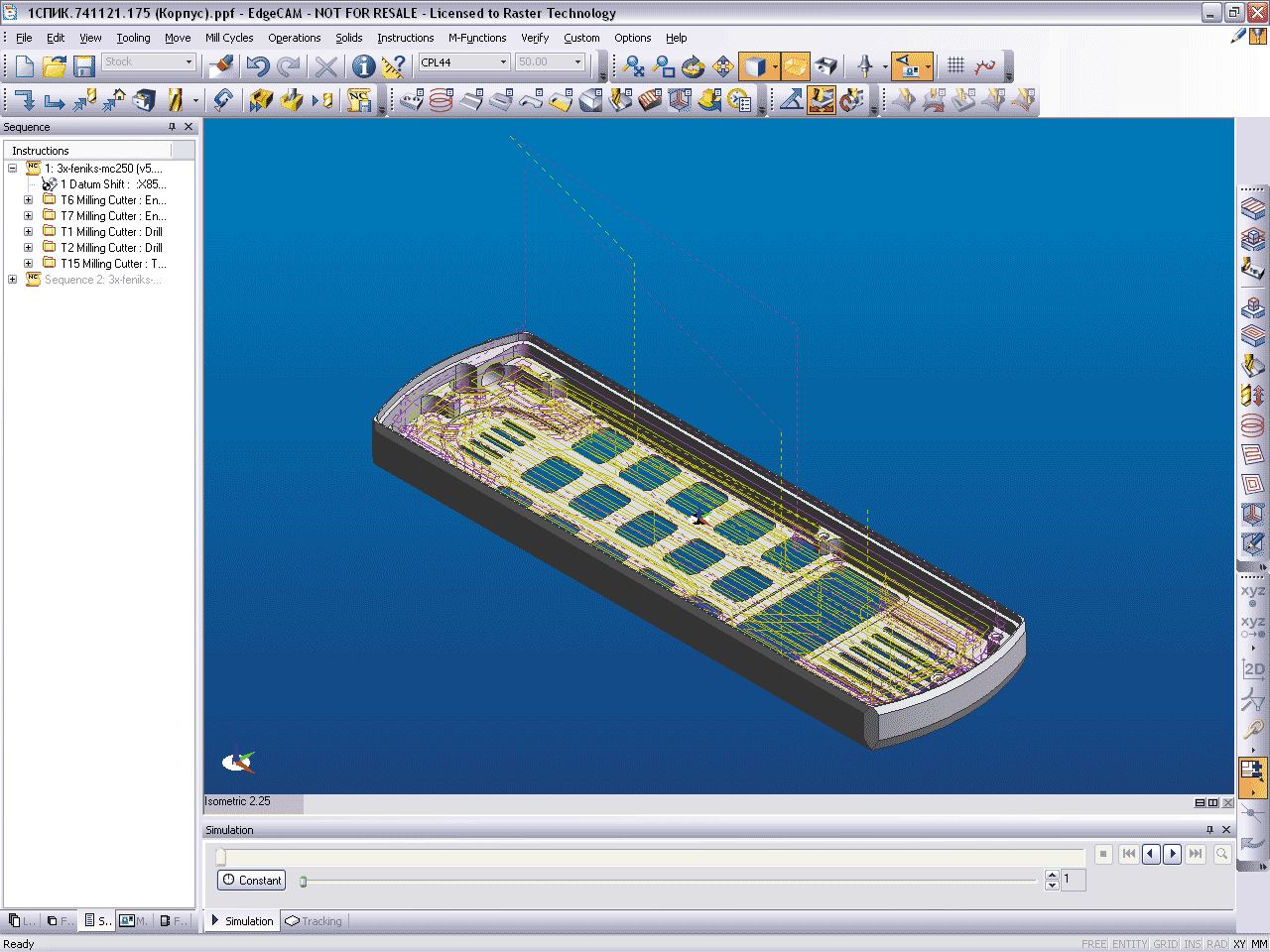
Рис. 7. Цикл Roughing
Чистовая обработка контуров выполнялась при помощи цикла Profiling (![]() ) (рис. 8).
) (рис. 8).
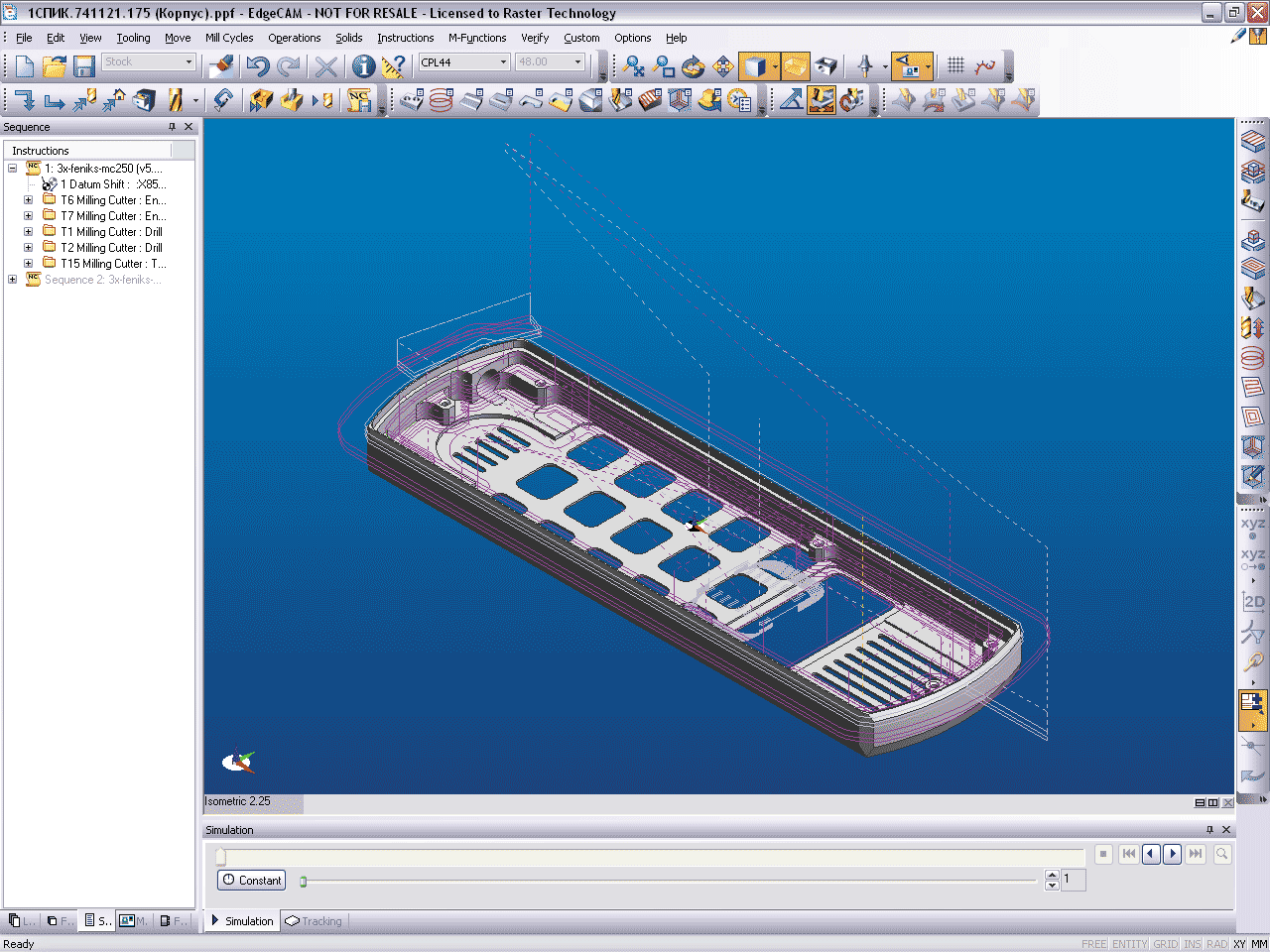
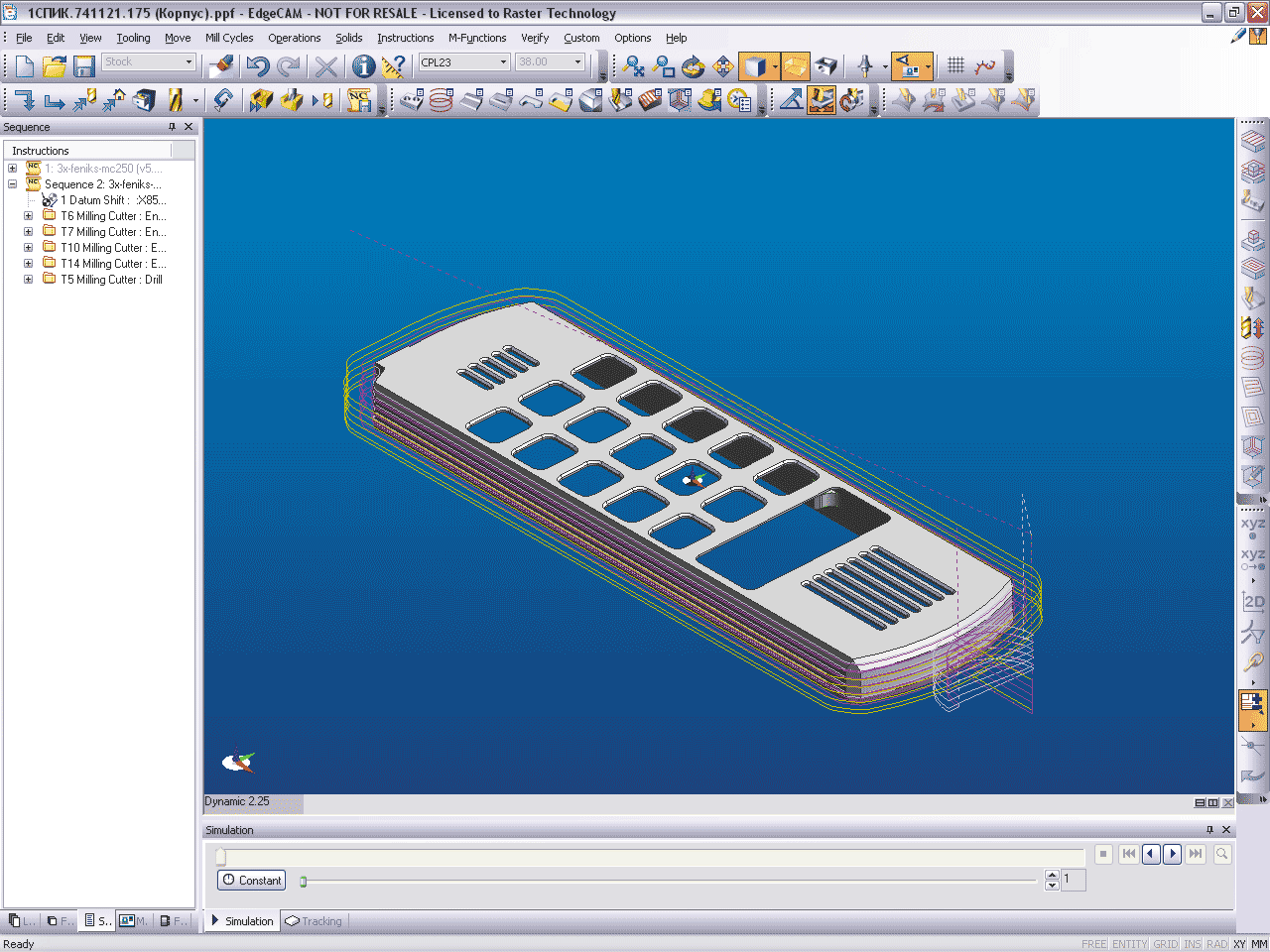
Рис. 8. Цикл Profiling
Центровка и последующее сверление отверстий производились при помощи цикла Hole Cycle (![]() ) (рис. 9).
) (рис. 9).
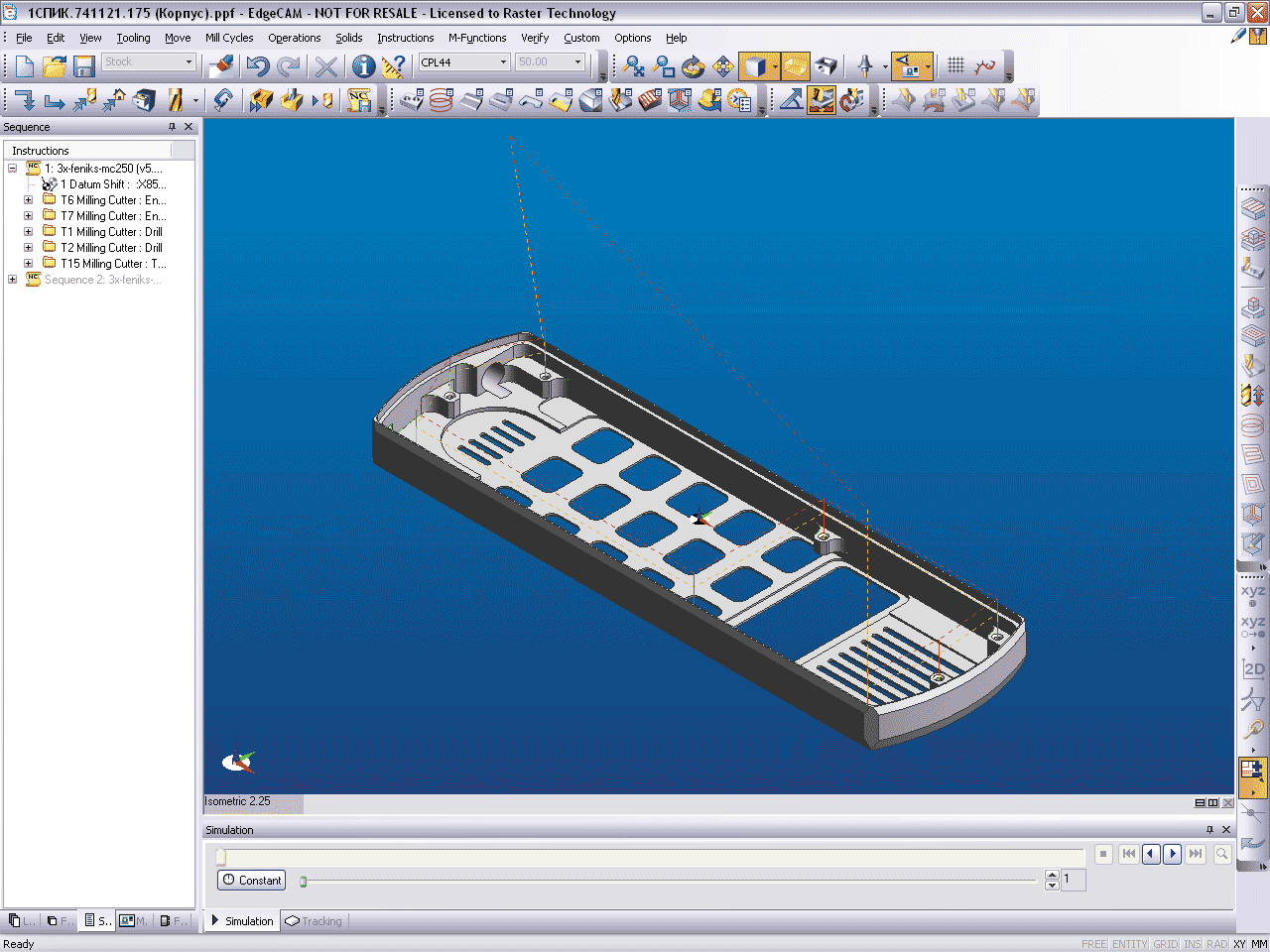
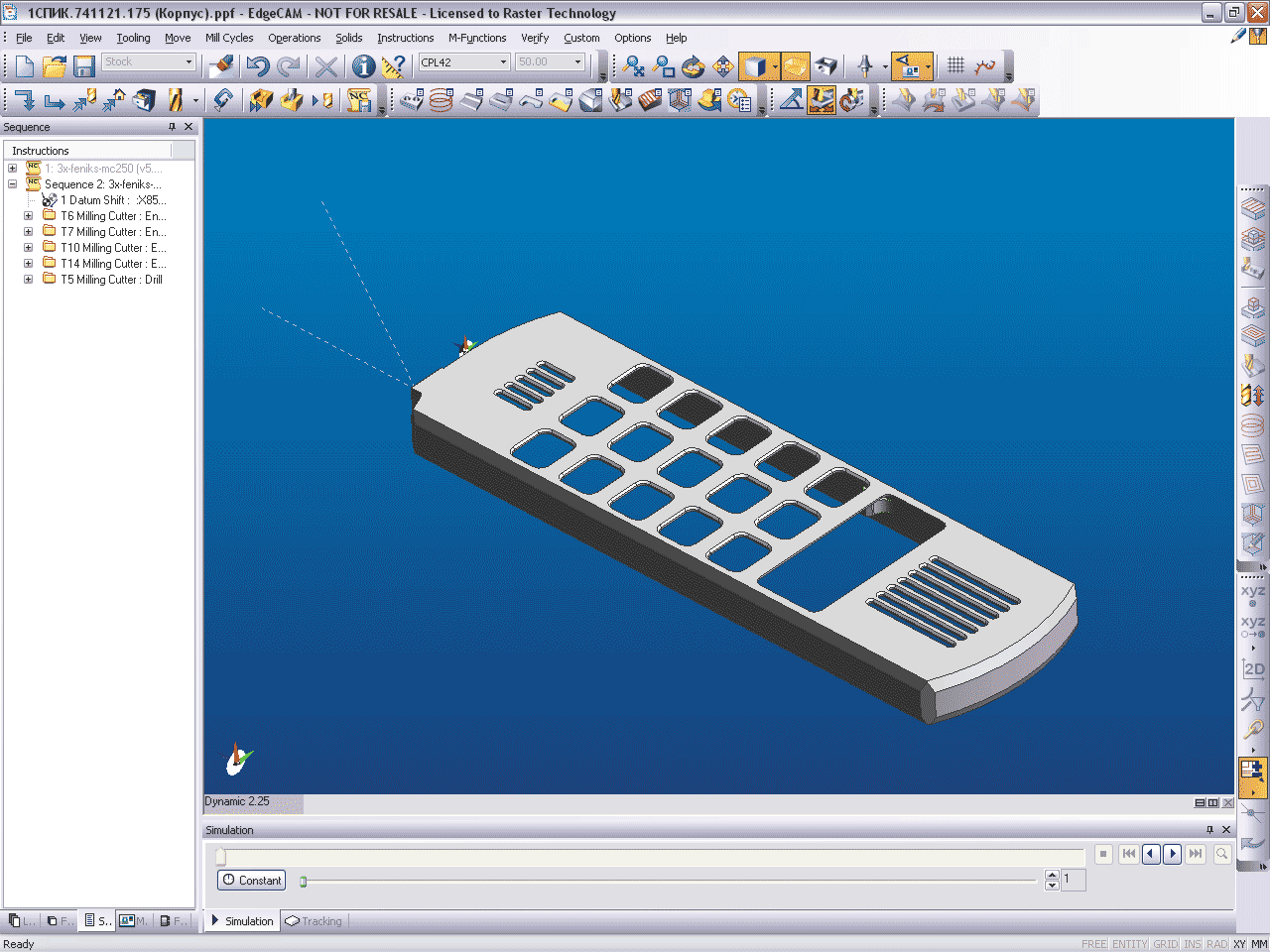
Рис. 9. Цикл Hole Cycle
Обработка осуществлялась за два установа с применением функций поворота стола Index (![]() ).
).
При обработке детали был задействован следующий инструмент:
- торцевые фрезы (End Mill) диаметром 12; 6; 1,5 мм;
- центровка (Drill);
- сверла (Drill) диаметром 7; 1,6 мм;
- грибковая фреза (T-Slot) диаметром 16 мм;
- шаровая фреза (Ball nose) диаметром 3 мм.
Суммарное время обработки данной детали на станке (с учетом двух установов) составило примерно 1 ч 40 мин.
Вот еще некоторые примеры деталей, изготовленных на нашем предприятии с использованием программ, сгенерированных в EdgeCAM:
- детали, изготовленные на токарном станке 16Б16 с СЧПУ «ФЕНИКС» (рис. 10);
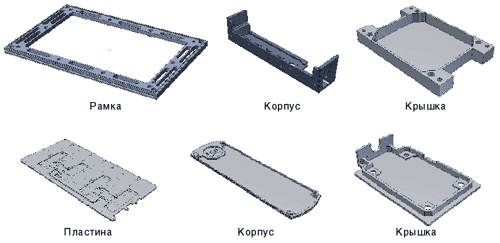
Рис. 10
Рис. 11
- детали, изготовленные на фрезерном станке МС12-250М1 с СЧПУ «ФЕНИКС» (рис. 11).
Итоги
В результате проделанной работы резко уменьшилось время подготовки технологических программ для станков с ЧПУ:
- время отладки программы на станке сведено к минимуму;
- появилась возможность обнаруживать и устранять технологические ошибки на этапе моделирования, выбирая оптимальный технологический процесс;
- уменьшился риск возникновения ошибки при формировании программ обработки сложных деталей и узлов;
- появилась возможность моделировать циклы обработки с учетом технологических приспособлений и инструмента, что позволило улучшить качество деталей и свести к минимуму количество дополнительных заготовок для отработки программ на станке;
- появилась возможность производить гравировку в едином технологическом цикле, совместно с обработкой.
В настоящее время рассматривается вопрос дополнительного сокращения времени создания программы для СЧПУ за счет применения модуля Manager Strategy. Также ведутся работы по созданию высокодетализованных моделей, используемых на предприятии, станков, технологических приспособлений и инструмента для максимального приближения процесса моделирования к процессу обработки на станке.
Благодарим «Русскую Промышленную Компанию» за предоставленный для тестирования программный комплекс EdgeCAM и своевременную техническую поддержку.
Получить подробные консультации и демо-версии программного продукта EdgeCAM вы можете у специалистов «Русской Промышленной Компании».
