
Сплайн-аппроксимация траектории инструмента в современных системах управления станков с ЧПУ
Расширяющееся освоение высокоскоростной фрезерной обработки обусловливает задание в управляющих программах для современных станков с ЧПУ величин подач 3-10 м/мин и свободных перемещений 20 м/мин и более. Однако их реализация в процессе обработки во многом определяется математическим описанием траектории движения и динамическими характеристиками станка, прежде всего располагаемыми ускорениями, обеспечивающими выполнение условий по прохождению участков траектории с большой кривизной и точек излома траектории. В связи с этим наиболее простое и широко распространенное описание траектории движения инструмента в виде кусочно-ломаной (последовательность G1-кодов) становится неудовлетворительным. Действительно, при движении с высокой подачей в точках излома ускорение определяется соотношением ac = F2/60r , где r — радиус кривизны траектории, F — минутная подача. В пределе при r = 0 соотношение ac стремится к бесконечности. На практике при обработке излом сглаживается в пределах точности системы управления станка дугой малого радиуса, а подача перед его прохождением снижается до некоторой безопасной (эволютивной). Для детали со сложной геометрической формой отрезки ломаной в траектории обработки существенно уменьшаются. Функция предпросмотра траектории LookAhead современных систем управления ограничивает подачу безопасной величиной, по условию выполнения останова или резкого торможения находящейся за пределами анализируемого участка траектории (длина участка определяется количеством анализируемых в функции шагов по траектории). Итоговая подача может быть заметно меньше заданной в программе обработки. Ее повышение связано со сглаживанием изломов в траектории, а также введением математического описания криволинейных сегментов, обеспечивающего увеличение длины по шагам. Поскольку в системах управления станков с ЧПУ уже начиная с середины 1970-х годов было реализовано движение по дугам окружностей и винтовым линиям, они стали использоваться в описаниях траекторий обработки. В частности, соответствующий аппарат реализован в системе программирования ГеММа-3D [1].
Возможность движения по траектории, описываемой B-сплайном [2], реализована в системе управления ЧПУ фирмы Siemens — Sinumerik 840D. В ней же имеется функция compressor, преобразующая траекторию в виде ломаной в сглаженную B-сплайном. При эффективности функции с точки зрения обеспечения высоких подач, реализованной разработчиками станка и его системы управления, существуют определенные ограничения в ее применении. Во-первых, при включении функции отвлекаются ресурсы системы, а во-вторых, отсутствие модели детали обусловливает некоторую неопределенность в точности обработки, поскольку наиболее высокие подачи нужны именно при финишной обработке. Отсюда целесообразность подготовки сглаженного описания траектории непосредственно в системе программирования для оборудования с ЧПУ. Применительно к рассматриваемому первому этапу реализации важным требованием являлось максимальное использование имеющихся отработанных возможностей в программном обеспечении базовой системы ГеММа-3D [3].
Постановка задачи
Задача формирования сглаженного описания траектории обработки ставится следующим образом. Имеется последовательность точек траектории обработки поверхности, построенной в виде ломаной Qk, k = 0, 1 ... m . Требуется построить по ним B-сплайн и представить его в формате системы управления Sinumerik 840D. Условием является ограничение отклонения сплайна от узловых точек ломаной Q k и отрезков ломаной [Qk–1 (u – 1) + +Qku], k = 0, 1, 2… m величиной [ ε ]внешн. — допустимого отклонения траектории от обрабатываемой поверхности и [ ε ] внутр . — в сторону поверхности (рис. 1).
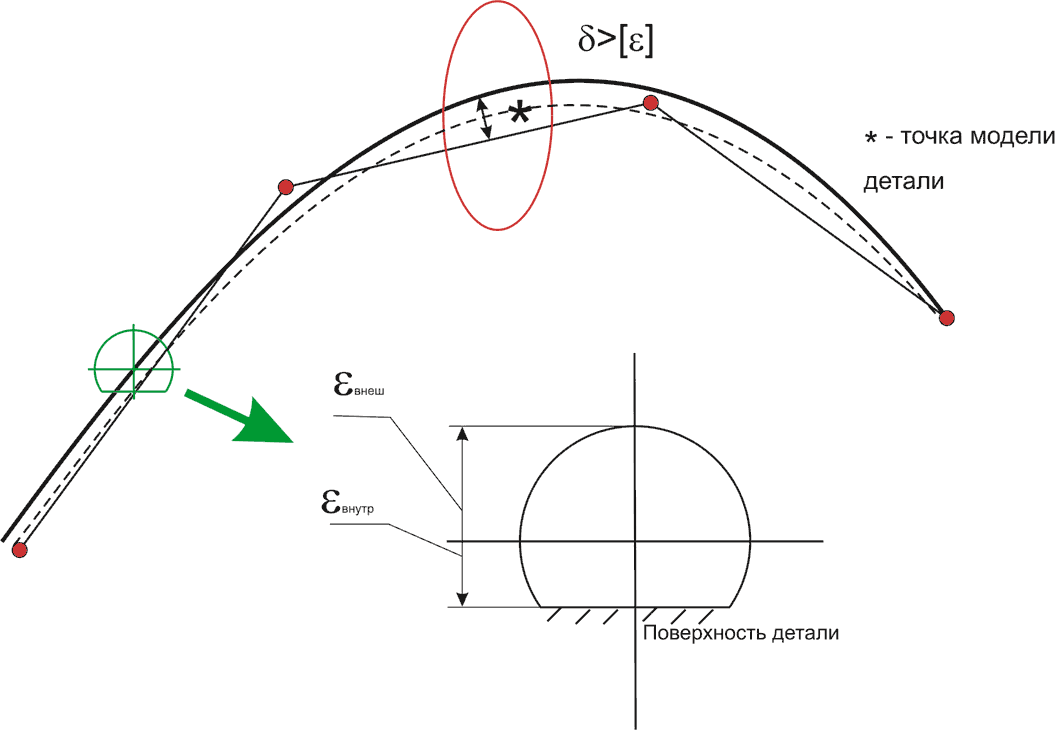
Рис. 1. Условия построения сплайна для сегмента траектории движения инструмента
При построении требуется обеспечить по траектории непрерывность касательных (то есть гладкость G ).
Решение выполняется в несколько этапов. На первом этапе выделяются сегменты траектории, близкие к отрезкам прямых. Между ними траектория аппроксимируется кубическими полиномами в форме сплайна Безье. Соответствующая аппроксимация имеется в составе функций системы ГеММа-3D [4]. При проведении аппроксимации участок траектории первоначально разделяется на ограниченное число отрезков l0, на каждом из которых строится кривая Безье:
![]() ,
,
где j = 1, 2... l0 ; Bi3 (u) — весовые функции Безье, Rij — вершины характеристической ломаной Безье. У смежных отрезков R3j–1 = R0j. Для построенного описания выполняется проверка условия близости, как показано на рис. 1. Если условия не выполняются, исходное разбиение l 0 загущается в тех отрезках, где это необходимо. Для нового разбиения l1, l1 > l0 повторяется построение сплайна и т.д. вплоть до удовлетворения требований. Затем траектория, составленная из сегментов сплайна Безье и отрезков прямых, преобразуется в единое описание B-сплайном [5].
Сравнительный анализ результатов аппроксимации
Для модели, показанной на рис. 2, построена траектория обработки по уровням с переходами на ускоренной подаче между уровнями. Точность обработки ε / L = 0,0005, где L — линейный размер детали. Анализировались: исходная траектория с изломами; траектория с круговой аппроксимацией (отрезки прямых и сопрягаемые с ними дуги окружностей), построенная в системе ГеММа-3D; траектория, построенная с применением рассмотренного алгоритма; обработка по аппроксимации (функция compressor) системы управления станка с ЧПУ Sinumerik 840D.
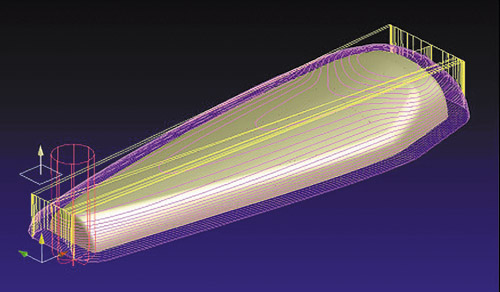
Рис. 2. Траектория обработки для сравнительного анализа
Для всех траекторий эмулировалась фрезерная обработка в системе внестаночного контроля управляющих программ VisuTool фирмы Siemens. При эмуляции включалась функция предпросмотра траектории LookAhead, корректирующая подачу по траектории на основе анализа изломов и резких разворотов траектории по ходу движения. Сравнение траекторий проводилось по времени их прохождения. Система VisuTool позволила визуализировать данные по скорости движения и геометрической непрерывности траектории на стыках составляющих сегментов.
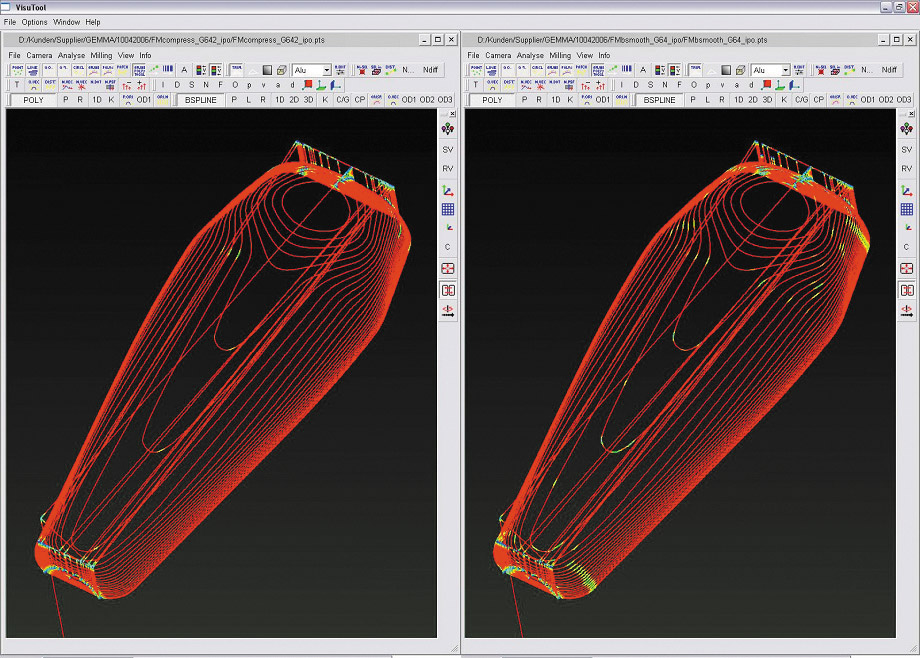
Рис. 3. Подача по траекториям, подготовленным в функции compressor Sinumerik 840D (а), и сплайн-аппроксимация (б); красный цвет — заданная подача, желто-зеленый — сниженная
Изменение величины рабочей подачи по траекториям из функции compressor Sinumerik 840D показано на рис. 3а, а рассмотренной сплайн-аппроксимации — на рис. 3б. Красный цвет траектории соответствует движению с заданной подачей, а изменение цвета — ее снижению, обусловленному геометрией траектории. Видно, что функция compressor готовит более качественную траекторию (по протяженности участков торможения). В обеих траекториях большая часть проходится на рабочих подачах. Торможения возникают на переходах между слоями. На масштабированном изображении (рис. 4) для траектории, полученной в результате сплайн-аппроксимации, видно, что характерными участками траектории, где происходит снижение подачи, являются стыки между длинными, протяженными сегментами и скруглениями траектории с малыми радиусами.
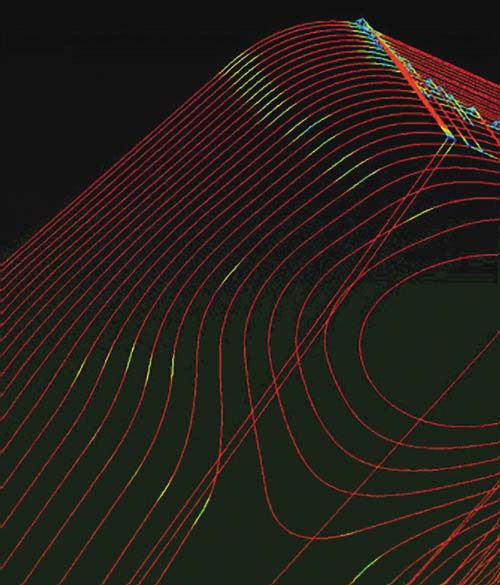
Рис. 4. Участки траектории, вызвавшие снижение рабочей подачи
Графики подач по времени для двух соответствующих участков траекторий показаны на рис. 5. Для траектории, полученной аппроксимацией кубическим сплайном (рис. 5б), выделены два участка снижения подачи, отсутствующие на траектории, подготовленной функцией compressor. Изменение кривизны для данного участка показано на рис. 6. В функции compressor реализовано линейное по времени возрастание и последующее снижение кривизны (рис. 6а). Его влияние ![]() не потребовало снижения подачи. В сплайн-аппроксимации при описании кубическим полиномом возможны заметные разрывы кривизны
не потребовало снижения подачи. В сплайн-аппроксимации при описании кубическим полиномом возможны заметные разрывы кривизны ![]() , ее изменение существенно более интенсивное. Для предотвращения связанных с ними «мягких ударов» система управления в автоматическом режиме снизила подачу с заданных 7000 до 5000 мм/мин.
, ее изменение существенно более интенсивное. Для предотвращения связанных с ними «мягких ударов» система управления в автоматическом режиме снизила подачу с заданных 7000 до 5000 мм/мин.
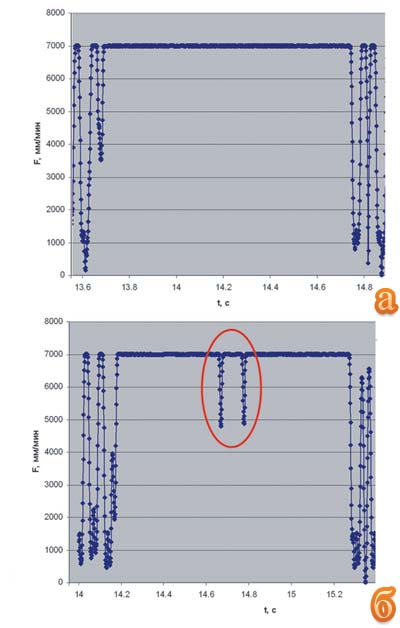
Рис. 5. Подачи для траекторий: а — функция compressor; б — кубический сплайн
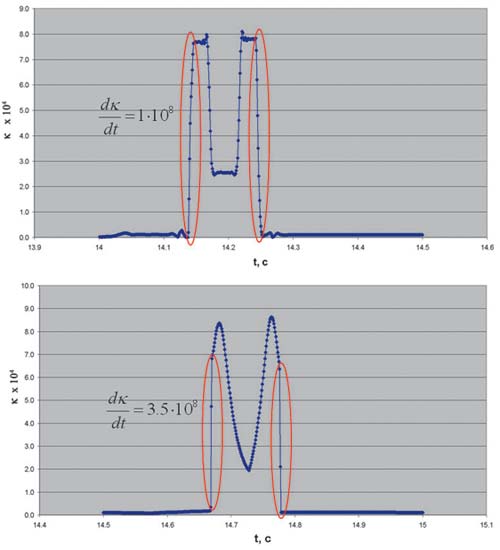
Рис. 6. Изменение кривизны траектории: а — построенной функцией compressor; б — кубической сплайн-аппроксимацией
Заключение
В целом на рассматриваемой траектории использование функции compressor по сравнению с исходным представлением траектории в виде ломаной обеспечило сокращение времени обработки на ~15%, с круговой аппроксимацией — на ~6%, с реализованной сплайн-аппроксимацией — на ~1,6%. Данные показатели существенно зависят от средней кривизны траектории. Так, при анализе только для криволинейных участков траектории использование функции compressor дает двукратное сокращение времени обработки по сравнению с траекторией в виде кусочно-ломаной и на ~20% по сравнению с реализованной сплайн-аппроксимацией. В целом за счет применения сплайн-аппроксимации реализованное сглаживание криволинейных траекторий дает заметное сокращение времени обработки, которое возрастает с увеличением средней кривизны траектории и рабочей подачи. Необходимо дальнейшее развитие метода, при котором, наряду со сглаживанием угловых точек траектории, будет ограничиваться и темп изменения кривизны (аналогично выполняемому функцией compressor).
Литература
Белкин В.К., Веpмель В.Д., Николаев П.М. Аппроксимация табличной функции на плоскости параметрическим кубическим сплайном с использованием метода наименьших квадратов//Труды ЦАГИ. Вып. 2555. 1995.
Sinumerik 840/840D: Programming guide. 2004.
Веpмель В.Д., Николаев П.М. Геометрические модели для программирования обработки на станках с ЧПУ//САПР и графика. № 1. 2001. С. 38-40.
Веpмель В.Д., Николаев П.М. ГеММа-3D: расширение возможностей фрезерной обработки// САПР и графика. № 9. 2001. С. 24-25.
Piegl L., Tiller W. The NURBS book. 1997.
