
Новые технологии раскроя материалов в производстве корпусной мебели
Задача раскроя листовых материалов на исходные детали (заготовки) является важной частью процесса технологического проектирования изделий корпусной мебели и имеет большое практическое значение. Она заключается в размещении плоских геометрических объектов, соответствующих исходным заготовкам, на листах материала.
В условиях усиливающейся конкуренции как со стороны других производителей, так и со стороны постоянно растущего импорта, большинство российских мебельных предприятий активно внедряют высокопроизводительное пильное и фрезерное оборудование, используют прогрессивные технологии обработки материалов, автоматизируют задачи конструкторского и технологического проектирования. Все эти факторы требуют разработки новых подходов к решению задачи оптимизации раскроя материалов, которые учитывают не только геометрическую информацию, но и всю совокупность технологических, производственных и организационных особенностей конкретного мебельного предприятия. Такие подходы реализованы в программном модуле БАЗИСРаскрой, который является структурной единицей комплексной системы автоматизации мебельных предприятий БАЗИС [1]. Данный модуль представляет собой универсальное средство для автоматизированного раскроя материалов, реализующее во многом уникальные алгоритмы многокритериальной оптимизации [2].
Основные отличительные особенности модуля БАЗИСРаскрой заключаются в наличии следующих возможностей:
- полный спектр настроек технологических параметров, что позволяет адаптировать его для любых типов производства;
- учет текстуры материала для любой детали или группы деталей;
- многокритериальная оптимизация карт раскроя с возможностью определения приоритетов действия критериев оптимизации;
- высокая скорость выполнения раскроя при любом количестве заготовок в сочетании с исследованием всех допустимых вариантов;
- возможность раскроя произвольного множества изделий, составляющих некоторый конкретный заказ;
- разбиение большой партии изделий на более мелкие партии для обеспечения равномерной загрузки оборудования в цехе за счет автоматического подбора оптимального количества изделий;
- формирование базы деловых обрезков с заданием критерия их сортировки и различных режимов использования;
- гибкая настройка внешнего вида карт раскроя и размещаемой на них информации, включая формирование идентификационных бирок со штриховыми кодами;
- наличие двух параллельных списков для радикального сокращения количества получающихся обрезков;
- интерфейс с наиболее распространенными форматами данных для связи с другими программами;
- автоматическое формирование данных для передачи на пильные центры основных производителей оборудования, представленных на российском рынке;
- оригинальные технологии дополнительной оптимизации карт раскроя, направленные на тесную интеграцию технологического проектирования с производственной средой предприятия.
Рассмотрим последнюю особенность модуля БАЗИСРаскрой.
Технология каскадного раскроя
Для радикального увеличения коэффициента использования материала разработана и программно реализована технология каскадного раскроя, которая представляет собой такой способ формирования карт раскроя, который позволяет автоматически «перекраивать» отдельные карты, имеющие неудовлетворительные характеристики, в соответствии с локальной шкалой критериев оптимизации. Это объясняется тем, что шкала критериев оптимизации имеет сквозное действие, поэтому довольно часто возникает противоречие: одна половина карт раскроя удовлетворяет всем технологическим настройкам, а другая — нет. Если изменить параметры раскроя и перекроить весь список панелей, то, естественно, изменятся все карты раскроя, а следовательно, среди них опять могут появиться нетехнологичные карты.
При каскадном раскрое определяется новая локальная шкала критериев оптимизации и локальные технологические настройки, действие которых распространяется только на карты, указанные технологом, и выполняется операция раскроя деталей, размещенных на этих картах без изменения всех остальных. Если попрежнему образуется некое количество карт, качество которых не удовлетворяет технолога, процедура повторяется уже для новых карт, при этом количество итераций каскадного раскроя неограниченно.
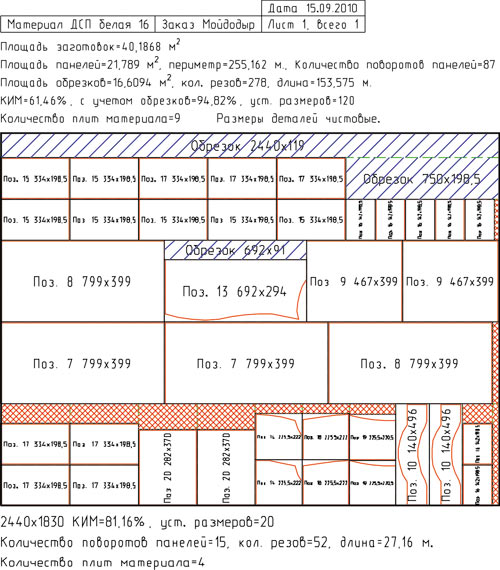
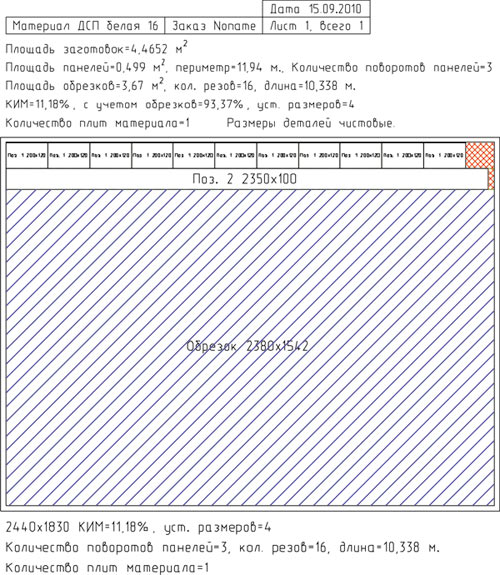
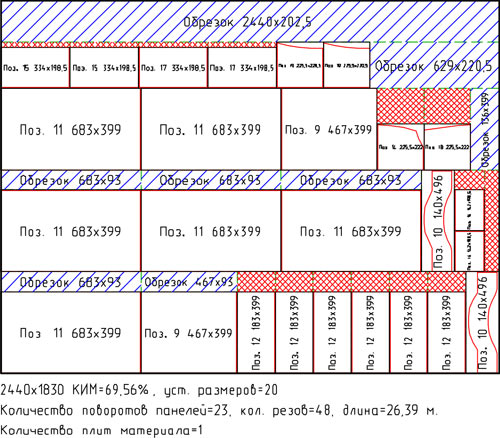
Приведем практический пример. При выполнении заказа были сформированы карты раскроя для пильного центра (рис. 1). Поскольку пильный центр пилит по четыре плиты за цикл, то в настройках параметров раскроя установлены значения: количество плит в пакете (четыре) и режим формирования карт раскроя для пакетов и отдельных плит. В полученном варианте раскроя по картам, приведенным на рис. 1а и б, пилятся пакеты, содержащие четыре плиты, а по карте на рис. 1в — единственная плита, что можно сделать на пильном центре или круглопильном станке. Итого необходимо девять плит материала. При этом на карте, приведенной на рис. 1в, остается обрезок больших размеров, что говорит о возможности улучшения раскроя.
 a
a
 b
b
 v
v
Рис. 1. Исходные карты раскроя
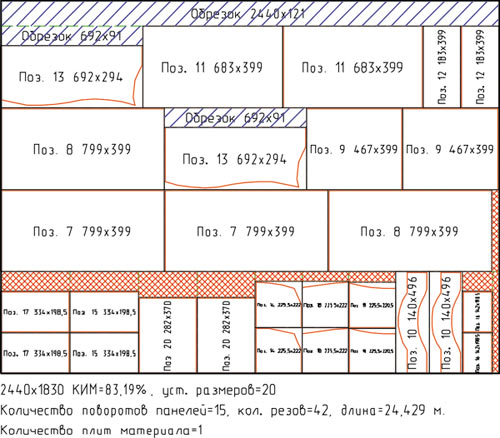
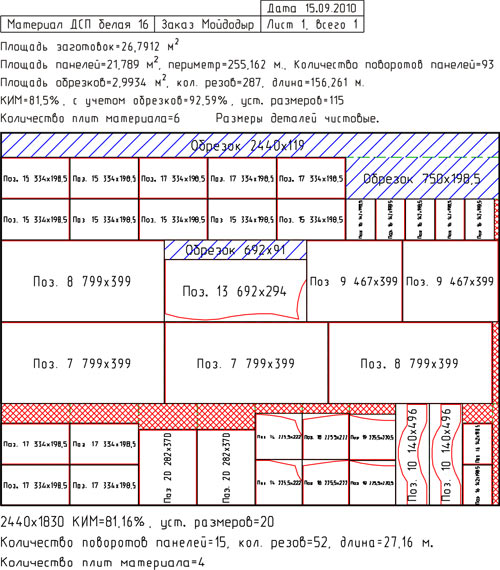
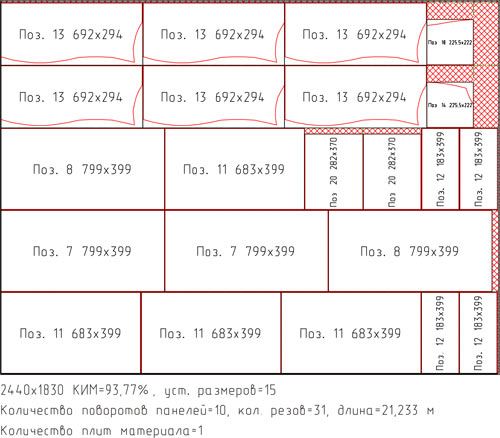
В режиме каскадного раскроя перекроим карты, показанные на рис. 1б и в, и получим новый вариант раскроя (рис. 2). Карта на рис. 2а полностью совпадает с картой на рис. 1а, поскольку она не была выбрана для повторного раскроя. Изменились только две другие карты раскроя (рис. 2б и в), по которым в новом варианте необходимо раскроить только по одной плите.
В результате применения каскадного раскроя необходимое количество плит сократилось и стало равно шести вместо первоначальных девяти. Все карты нового варианта раскроя имеют достаточно плотную укладку панелей.
 a
a
 b
b
 v
v
Рис. 2. Карты после применения каскадного раскроя
Опыт использования данной технологии показывает, что во многих случаях после первого перекроя карт и внимательного анализа результата выполняется второй перекрой с новыми параметрами и т.д. Как правило, от одной до трех итераций каскадного раскроя бывает достаточно для существенного улучшения качественных характеристик карт раскроя.
Технология фиксированного уровня раскроя
Технологическая операция раскроя материалов является первой операцией изготовления корпусной мебели. Это означает, что информация о раскрое служит источником исходных данных для реализации последующих технологических операций: облицовки кромок, присадки отверстий, упаковывания. От того, как будут сформированы начальные условия для их реализации, зависит время выполнения и текущего заказа, и последующих заказов. Другими словами, при оптимизации карт раскроя необходимо учитывать организационнопроизводственные особенности предприятия. В модуле БАЗИСРаскрой найдено алгоритмическое решение данной проблемы.
Современные пильные центры могут одновременно кроить пакеты полноформатных листов, причем их количество в пакете зависит от типа станка и имеет определенную кратность. Если центр кроит за один раз n листов, а для раскроя заготовок изделия требуется k листов (k не кратно n), возникает возможность формирования двух вариантов карт раскроя:
раскрой с заделом, в котором все карты оптимизированы для исполнения на пильном центре, то есть в них заложен раскрой дополнительных листов и получение избыточного количества заготовок, информация о которых будет занесена в базу данных;
точный раскрой, в котором присутствуют карты двух видов: для пильного центра и для круглопильного станка, позволяющего кроить по одному листу материала.
Поскольку соотношение между этими вариантами раскроя меняется динамически в зависимости от производственной ситуации, выбор нужного осуществляется технологом.
Следствием этой возможности является автоматизированное проектирование раскроя по технологии фиксированного уровня. Алгоритм раскроя, реализованный в модуле БАЗИСРаскрой [2], фактически разбивает каждый полноформатный лист на полосы определенного уровня, при этом исходный лист является полосой нулевого уровня. Каждый новый уровень раскроя с точки зрения исполнения представляет собой поворот раскраиваемого пакета. Задавая в качестве входного параметра номер максимального уровня, можно формировать карты раскроя двух типов — с ограничением по количеству поворотов и без ограничения.
Варьируя номером уровня, можно формировать карты раскроя, обеспечивающие оптимальную загрузку всего парка раскройного оборудования, установленного на конкретном предприятии.
Технология оптимального штабелирования деталей
Еще одним производственным аспектом, который необходимо учитывать при автоматизированном формировании карт раскроя, является обеспечение планируемого выхода деталей с раскройного участка. Это достигается применением в модуле БАЗИСРаскрой технологии оптимального штабелирования деталей.
Известно, что для оптимизации работы фрезерноприсадочного и кромкооблицовочного оборудования необходимо минимизировать количество переналадок, то есть обеспечить последовательное поступление с раскройного участка деталей одинаковых типоразмеров. С точки зрения формирования карт раскроя это означает, что требуется учитывать ограничение на количество различных типоразмеров деталей, которые располагаются на одном листе, — уровень штабелирования.
При изменении уровня штабелирования изменяется количество групп текущих деталей, которые необходимо складировать около раскройного станка перед их передачей на последующие технологические участки. Уменьшение количества таких групп, достигаемое в процессе формирования карт раскроя, позволяет получить ряд существенных преимуществ:
- использование меньшей производственной площади для складирования деталей;
- минимизация возможных ошибок оператора вследствие необходимости сортировки меньшего количества типоразмеров деталей (ошибки такого типа часто проявляются при наличии групп, близких по типоразмерам деталей);
- равномерная загрузка оборудования других участков.
Естественно, что введение дополнительных условий в систему ограничений задачи раскроя материалов является причиной уменьшения значения коэффициента использования материала и/или технологичности карт раскроя. Однако особенность разработанной технологии в том, что ее применение оказывает минимальное влияние на значение этих показателей.
Технология поэтапного (полосового) раскроя
В ряде случаев, исходя из технологических потребностей, возникает необходимость разделить раскрой на две технологические операции. Например, плита сначала разрезается на полосы на одном станке, а затем на другом станке полосы раскраиваются на панели. С полосами работать намного проще, поскольку они легче. В этом случае необходимо сформировать две группы карт раскроя. Первая группа — карты раскроя плит на полосы, вторая группа — карты раскроя получившихся полос. Для реализации этой возможности и разработана технология поэтапного раскроя.
Параметром новой технологии является значение максимального количества поворотов плиты при распиле — уровень полос. Вначале берется целая плита, уровень которой принимается за нулевой. Она поворачивается нужным образом, размещается на станке и распиливается на полосы. Эти полосы имеют первый уровень. Затем каждая из получившихся полос разворачивается и распиливается на более мелкие полосы — полосы второго уровня, поскольку всего поворотов произведено два. Затем формируются полосы третьего уровня и т.д.
Нумерация полос производится автоматически. На картах раскроя полос указывается номер этой полосы на карте раскроя плиты, при этом одинаковым по размерам полосам с одинаковым набором и расположением панелей присваивается один номер.
Практика показывает, что грамотное применение технологии поэтапного раскроя дает специалистам мебельного производства эффективный инструмент для организации оптимальной загрузки всего раскройного оборудования. Следует особо отметить, что применение данной технологии абсолютно не влияет на качественные характеристики карт раскроя. На ряде мебельных предприятий только переход на ее использование позволил увеличить производительность оборудования почти на 30%.
Буферизация раскроя
В ряде случаев после формирования карт раскроя возникает необходимость отредактировать их вручную. Естественное общее правило при этом следующее: панели можно перемещать или внутри одной карты раскроя, или между картами, по которым надо пилить одинаковое количество плит.
Однако в ряде случаев всетаки необходимо перемещать панели между картами раскроя с различным количеством плит. Для этого используется специальный буфер обмена панелей.
При помещении панели с некоторой карты раскроя в буфер количество панелей всегда будет равно количеству плит, раскраиваемых по данной карте. Если затем в буфер поместить другую панель, у которой размер и позиция совпадают с панелью, уже имеющейся в буфере, то количество панелей в буфере соответствующим образом увеличится.
После заполнения буфера панели из него можно размещать на свободных местах карт раскроя. При этом из буфера будет «забираться» именно то количество панелей, которое будет кроиться по карте раскроя, на которую помещается панель. Таким образом, последовательно можно разместить все панели из буфера на имеющихся свободных местах.
Буфер обмена панелей можно использовать еще и тогда, когда необходимо поменять местами две панели больших размеров, расположенные на одной карте раскроя. На другие карты такие панели поместить нельзя изза того, что на них уже плотно уложены другие панели и свободного места достаточного размера просто нет. Поэтому одну панель помещают в буфер обмена, освобождая таким образом необходимое место на карте раскроя. На это место перемещают другую панель с этой карты, а на освободившееся место — панель из буфера обмена. Другими словами, в данном случае буфер обмена служит временным хранилищем панели.
Если начать раскрой до полного освобождения буфера, то программа выдаст диагностику о нарушении комплектности раскроя. Разумеется, ее можно игнорировать, но в этом случае вся ответственность за возможные последствия ложится на технолога.
Заключение
Новые технологии, реализованные в модуле БАЗИСРаскрой, отличаются полным учетом комплекса геометрических, технологических и организационных критериев и параметров оптимизации с возможностью задания приоритетов их действия. Практическое использование разработанных алгоритмов позволяет в максимальной степени учесть все технологические особенности работы конкретного мебельного производства, найти сбалансированное соотношение между требованиями экономии материалов, технологичности карт раскроя и эффективности загрузки всего технологического оборудования.
Автоматизация раскроя материалов, реализованная в модуле БАЗИСРаскрой, дает возможность существенно экономить материалы и уменьшать трудоемкость работ, что является определяющим фактором стоимости мебельных изделий. В условиях конкуренции вывод на рынок качественных изделий по приемлемой цене — единственный способ динамичного развития предприятия.
Библиографический список
- Бунаков П.Ю., Стариков А.В. Автоматизация проектирования корпусной мебели: основы, инструменты, практика. М.: ДМК Пресс, 2009. 864 с.: ил.
- Бунаков П.Ю., Каскевич Н.В. Теория и практика автоматизированного раскроя материалов в производстве корпусной мебели. Коломна: ГОСГИ, 2010. 170 с.

