
Новый подход к проектированию обработки в системе ГеММа-3D
Одним из ключевых моментов, на который пользователи системы ГеММа-3D постоянно обращали внимание, была необходимость в повышении удобства и оперативности проектирования обработки. Важной составляющей политики НТЦ «ГеММа» является внимательное отношение к пожеланиям клиентов, поэтому решение данной проблемы стало одним из основополагающих требований к новой, десятой версии системы.
Мощным средством повышения удобства и оперативности программирования обработки является использование параметризации в системе САПР. Разработчики приняли решение, что затраты на внедрение параметризации должны быть адекватны степени ее применения. В принципе, параметризовать можно размеры геометрических объектов, численные значения режимов обработки и элементы управления стратегией обработки. Первую задачу достойно решают многочисленные системы твердотельного моделирования. Здесь надо отметить, что ГеММа-3D чаще используется как САМ-модуль системы автоматизации подготовки производства и гораздо реже — как автономная CAD/CAM-система, а следовательно, параметризация геометрии модели детали не является актуальной. Гораздо важнее обеспечить за счет параметризации ускорение процесса разработки управляющей программы.
В инструментальной обработке часто встречаются детали сложной формы, для которых требуется применение особых стратегий обработки, основанных на использовании специальных алгоритмов. В принципе, перечень стратегий (алгоритмов) весьма ограничен, и для каждой из них можно организовать так называемый внутренний шаблон прохода. Если все исходные данные для расчета траектории сгруппировать в соответствии с таким шаблоном, разработка прохода сведется к его заполнению, трудоемкость которого за счет диалоговых панелей будет не сложнее, чем в существующих версиях ГеММы-3D. При этом новый проход можно разрабатывать как вариант шаблона с измененными значениями, а объекты шаблона могут быть представлены как в численном, так и в геометрическом виде.
Кроме того, в версию 10 введен такой дополнительный объект, как локальная система координат (ЛСК). Теперь в процессе 3D-обработки при смене точки наладки и повороте стола («головы» станка) не нужно делать копию модели и выставлять ее в положение новой наладки. Для этого в одной модели достаточно каждой наладке поставить в соответствие свою ЛСК.
На экране ЛСК изображается в виде репера (три базовых вектора координатных осей и параллелограмм для рабочей плоскости), как показано на рис. 1. При формировании прохода в 3D-обработке на экране появляется диалоговая панель структуры шаблона, представляющая собой набор кнопок, количество которых зависит от выбранного типа обработки. На рис. 2 показана панель самого компактного по структуре шаблона для типа обработки «По двум направляющим кривым», на котором к тому же можно наглядно продемонстрировать удобство применения шаблонов.
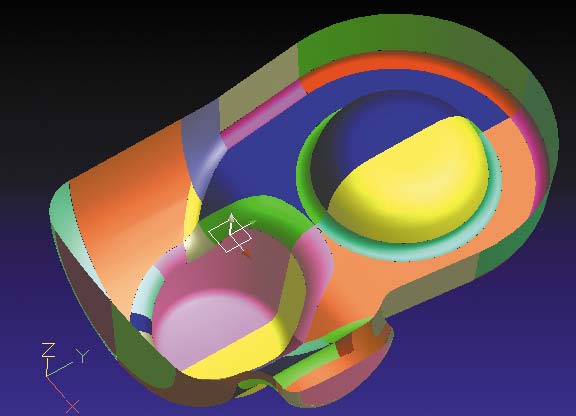
Рис. 1. Изображение модели обрабатываемой детали в 10-й версии системы ГеММа-3D

Рис. 2. Диалоговая панель шаблона для обработки «По двум направляющим кривым»
Первые пять кнопок шаблона предназначены для работы с именами шаблонов, но в данной статье мы останавливаться на них не будем, поскольку работа с ними подобна существующим подходам к открытию и закрытию объектов (например, файлов). Следующая кнопка позволяет выбрать ЛСК, то есть определиться с наладкой. Все ранее существовавшие численные значения параметров инструмента и режимов обработки сведены в группу «Технологические параметры» (кнопка с литерами Тп). Пример многоуровневой диалоговой панели технологических параметров для рассматриваемого типа обработки показан на рис. 3. Панель имеет свои кнопки доступа к параметрам соответствующего уровня, которыми могут служить как численные значения, так и кнопки логического выбора (для выбора ветки алгоритма при генерации траектории прохода).
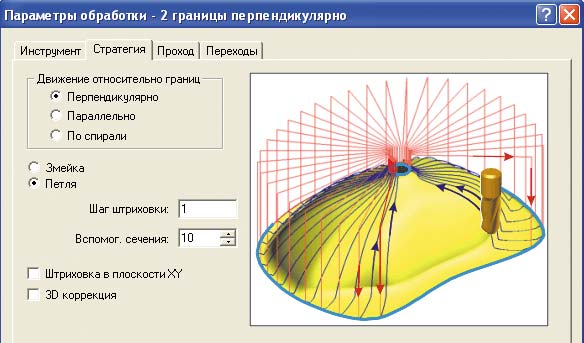
Рис. 3. Панель технологических параметров типа обработки
В панели структуры шаблона всегда имеется кнопка выбора объекта обработки (в рассматриваемом типе обработки — это совокупность поверхностей и оболочек). Далее следует кнопка задания заготовки. Заготовка (предполагаемая зона обработки) может быть задана вручную или генерироваться автоматически как габаритный параллелепипед выбранных объектов обработки. После кнопки «Заготовка» на панели шаблона имеется несколько кнопок, отражающих специфику типа обработки. Завершается панель стрелкой, соответствующей команде «Выполнить». Особенность работы с панелью заключается в том, что порядок выбора кнопок шаблона не слишком строгий — если для ввода какой-то команды на данный момент не хватает исходных данных, то кнопка изображается как недоступная. При работе в режиме редактирования все кнопки панели доступны. Можно дать любую команду редактирования, затем нажать кнопку «Выполнить» и пересчитать новую траекторию уже для измененных исходных данных.
Рассмотрим подробнее работу с типом обработки «По двум направляющим кривым» на примере разработки программы обработки полости. Исходная модель задается в виде оболочки. Место обработки находится между двумя кривыми (не обязательно плоскими), показанными на рис. 4. Такие кривые для первой итерации расчета можно получить путем снятия граничных кривых, кривой между двумя точками поверхности или кривой, являющейся UV-линией поверхности. Все способы получения кривых хорошо известны тем, кто работал с предыдущими версиями ГеММы-3D. Для новых пользователей предназначено отображение, показанное на рис. 5, на котором видно, что верхняя кривая образована объединением нескольких граничных кривых поверхностей, входящих в состав оболочки, а нижняя — путем деления U-линии поверхности стакана одной из узловых точек.
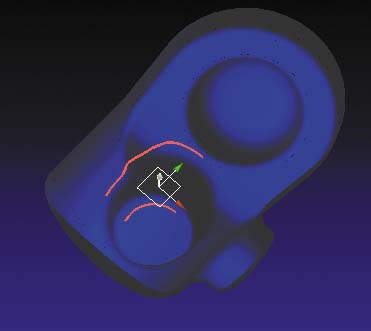
Рис. 4. Исходные геометрические объекты для задания обработки
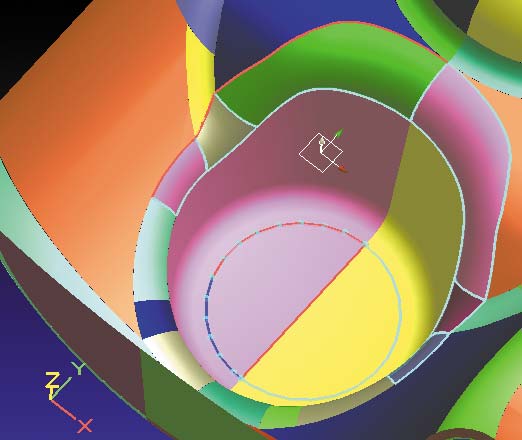
Рис. 5. Создание направляющих кривых
Участок траектории для первой итерации в режиме показа «Динамика» представлен на рис. 6. В новой версии в данном режиме инструмент изображается в тонированном виде; предусмотрен покадровый режим просмотра траектории. Для изменения зоны обработки (вторая итерация) исходные кривые переносим в рабочую плоскость. Там средствами 3D-редактора (выбрав режим отображения 2D) строим две плоские кривые, которые будут использованы как направляющие.
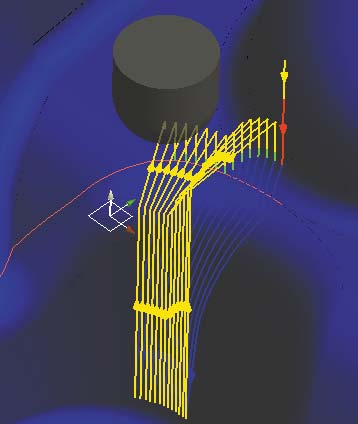
Рис. 6. Участок траектории первой итерации расчета
Для смены исходных данных достаточно снова выбрать обработку последнего типа и в появившейся панели шаблона нажать кнопку с изображением кривых. Затем, отказавшись от «старых» направляющих, выбираем вновь построенные кривые. При этом одну кривую (большую дугу) задаем как границу для точек контакта (она автоматически проецируется на оболочку, и выполняется расчет кривой положений центра фрезы), а другую дугу — как границу для центра фрезы. Роль кривых определяет сам пользователь, исходя из технологических соображений. Нажатие кнопки «Выполнить» приводит к построению новой траектории прохода с большей зоной обработки вверху и выходом на днище стакана. Новая траектория показана на рис. 7.
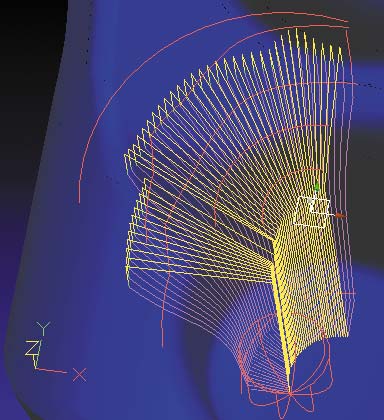
Рис. 7. Проход с измененной зоной обработки
Особенностью рассматриваемой модели является то, что ее левая и правая части технологически подобны, а конструктивно — нет. Для обработки в стиле шаблонов подобная ситуация не представляет никакой проблемы. Делаем симметрию относительно осевой плоскости направляющих линий, полученных на последнем этапе. Аналогично последнему шагу заменяем направляющие кривые на новые. Получаем новую траекторию, показанную на рис. 8. Весь процесс занял не более 10 с. Поскольку в двух проходах обеспечена идентичность всех остальных технологических параметров, после обработки качество левой и правой частей детали будет одинаковым.
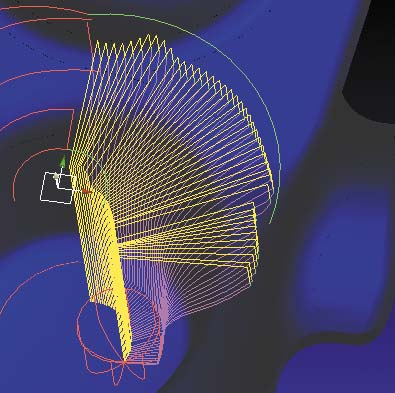
Рис. 8. Проход с симметричной зоной обработки
Подводя итог, можно сказать, что новая, десятая версия системы ГеММа-3D предоставляет пользователю возможность создавать проходы в итерационном режиме и по параметрическому шаблону с внесением минимальных необходимых изменений в набор параметров. Важно, что при этом отсутствуют какие-либо ограничения, связанные с конструкторской параметризацией геометрии, — то есть обработать можно любую импортированную деталь независимо от сложности ее геометрической структуры.
