
Разработка и создание анатомически адаптированного тотального эндопротеза тазобедренного сустава с использованием CAD/CAM-систем Delcam
Предлагаем читателям ознакомиться с конкурсной работой аспиранта Севастопольского национального технического университета (Украина) Алексея Коваленко и студента этого университета Виталия Манчука, выполненной в Лаборатории биомеханики под руководством проректора СевНТУ Андрея Павловича Фалалеева. Данная работа была представлена в 2010 году на проводимый компанией Delcam среди университетов России и Украины ежегодный конкурс студенческих работ и заняла на нем первое место в номинации «Ортопедия».
Данная работа выполнена авторами на базе межведомственной Лаборатории биомеханики СевНТУ на протяжении 2009-2010 годов в рамках научно-исследовательской деятельности.
Введение
В настоящее время одной из важнейших проблем травматологии и ортопедии является лечение повреждений опорно-двигательного аппарата. Переломы шейки бедренной кости и повреждение вертлужной впадины составляют до 15-20% среди всех повреждений костей скелета. Консервативные методы лечения в настоящее время практически не применяются, поскольку дают неудовлетворительные результаты — до 90% и высокую летальность — до 33%.
В настоящее время наиболее эффективным методом лечения данной патологии является эндопротезирование головки бедренной кости и вертлужной впадины. Для этого применяют так называемые тотальные эндопротезы, которые состоят из ножки, вертлужного элемента и сферической пары трения (материалы керамика-хирулен, металл-хирулен и др.).
В Севастопольском национальном техническом университете была разработана усовершенствованная конструкция тотального эндопротеза тазобедренного сустава (патент № 2163106 — эндопротез вертлужной впадины, патент № 2163107 — эндопротез тазобедренного сустава). Применение современных компьютерных CAD/CAM-технологий позволяет оперативно осуществить анатомическую адаптацию на этапе планирования операции.
Проблема учета индивидуальных особенностей человека при протезировании
Изготовление и установка индивидуальных протезов является сложной и дорогостоящей операцией, требующей длительного подготовительного периода для производства самого протеза. Использование CAD/CAM-технологий проектирования и производства позволяет значительно сократить этапы подготовки производства анатомически адаптированных имплантатов.
Для создания математических трехмерных моделей элементов тазобедренного сустава необходимы габаритные размеры и подробная геометрия формы костей пациента. От этих элементов зависит конфигурация ножки эндопротеза, шарнирного элемента, вертлужного элемента и соответственно дополнительных фиксирующих элементов. Для получения 3D-моделей можно применять как обычные рентгеновские снимки, так и результаты томографии. В нашем случае мы использовали обычный рентгеновский снимок, сделанный в перпендикулярной плоскости к пересечению оси ножки и оси вертлужного элемента.
В настоящее время производители чаще всего разрабатывают и создают большой размерный ряд эндопротезов, и после определения нужного размера (с рентгеновского снимка) врач подбирает пациенту наиболее подходящий типоразмер эндопротеза из доступных. Данный метод является приближенным, поскольку в большинстве случаев, например, применяются ножки эндопротезов с углом наклона 135°. У пациента, которому необходим угол 132°, при использовании данного протеза возникнет дефект при ходьбе или начнется разрушение костной ткани, что абсолютно недопустимо. Поэтому лечащий врач всегда пытается подобрать эндопротез таким образом, чтобы значения его параметров максимально соответствовали анатомическому суставу пациента.
Цель данной работы заключалась в разработке технологии производства эндопротезов тазобедренного сустава, позволяющей учитывать индивидуальные анатомические особенности пациента. Применение разработанной технологии производства эндопротезов позволит улучшить результаты оперативного лечения больных различного возраста с переломами шейки бедренной кости и повреждениями вертлужной впадины.
Анатомическая адаптация эндопротеза
Из практики известно, что форма любой кости человека индивидуальна и любая проекция кости будет иметь уникальную кривизну. Более того, угол наклона оси головки относительно ножки между левым и правым суставами может различаться у одного и того же человека.
При помощи рентгеновского снимка (рис. 1) определяем геометрические размеры, которые необходимы для создания трехмерной модели тотального эндопротеза, наиболее приближенного к анатомическому суставу.
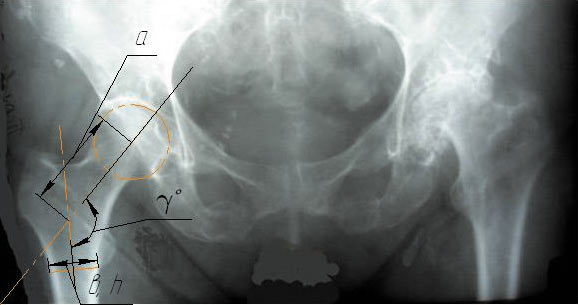
Рис. 1. Рентгенограмма тазобедренного сустава. Интересующие нас размеры: ϒ — угол наклона оси головки относительно ножки бедренной кости, а — расстояние от центра головки до оси ножки, измеренное по линии наклона головки, в и h — толщина и ширина основания ножки эндопротеза соответственно
Для изготовления деталей протеза тазобедренного сустава необходимо использовать биоинертные материалы. В большинстве случаев это технически чистый титан (например, ВТ1-0,
ВТ1-00), титановые сплавы, кобальт-хром-молибденовые и др. Применение разнородных материалов не допускается во избежание образования гальванической пары.
Разработка элементов эндопротеза тазобедренного сустава
Коллективом Севастопольского национального технического университета разработана и запатентована новая конструкция эндопротеза тазобедренного сустава, которая, по сравнению с аналогами, обладает рядом преимуществ. Кроме того, был создан инструментарий, позволяющий с высокой оперативностью установить и закрепить имплантат в требуемом положении.
Основные преимущества разработанного эндопротеза:
использование улучшенной
пары трения (например, керамика-хирулен) увеличивает срок эксплуатации эндопротеза;
стопорящаяся ножка препятствует опрокидыванию и разбалтыванию эндопротеза в бедренной кости, что снижает риск разрушения костной ткани или ножки протеза, тем самым повышая ресурс имплантата;
чашка эндопротеза, стопорящаяся при помощи секторов, надежно фиксируется в вертлужной впадине от проворачивания, что, несомненно, повышает надежность конструкции имплантата;
подбирая и моделируя размеры имплантатов индивидуально для пациента при помощи современных CAD-систем, можно уменьшить массу эндопротеза и, как следствие, динамические нагрузки на сустав.
Исходным материалом для конкурсной работы были эскизы элементов эндопротеза из патентов РФ № 2163106 и № 2163107. Основными деталями ЭТБС являются: ригельный фиксатор, ключ ригельный, ножка эндопротеза, головка, чашка, вставка и сектор.
Моделирование деталей тотального тазобедренного сустава в среде PowerSHAPE
После снятия необходимых размеров с рентгенограммы строится 3D-модель эндопротеза тазобедренного сустава. Для этого была выбрана CAD-система PowerSHAPE, позволяющая достаточно просто и быстро создавать сложные 3D-модели.
Для представленной на рис. 1 рентгенограммы был выбран эндопротез со следующими геометрическими размерами: длина, ширина, толщина ножки 150, 14 и 12 мм соответственно, угол наклона оси головки —135°, диаметр головки — 32 мм, диаметр эндопротеза чашки — 54 мм.
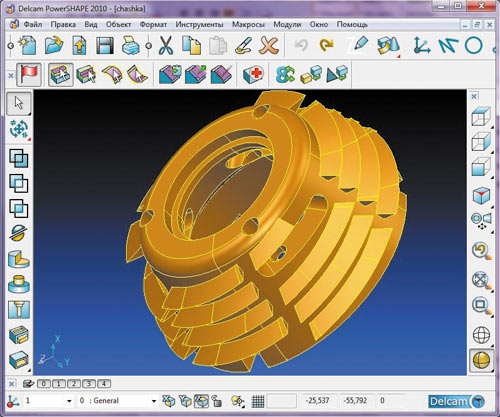
Рис. 2. CAD-модель чашки эндопротеза
Определенную сложность при моделировании элементов эндопротеза тазобедренного сустава вызвали такие элементы, как чашка (рис. 2), сектор (рис. 3) и ножка эндопротеза (рис. 4), но наибольшие проблемы, конечно, возникают при конструировании сектора (см. рис. 3), что объясняется функциональными особенностями данной детали. В сложенном состоянии для обеспечения плавного и беспрепятственного ввинчивания чашки в кость спираль сектора должна полностью совпадать со спиралью чашки, а в положении фиксации, когда секторы выдвигаются ключом, наклонная поверхность сектора должна совпадать с конусом чашки. Это достигается путем смещения спирали относительно оси конуса на определенное расстояние, а также на 0,88 мм вдоль оси чашки в сторону сужения ее конуса.
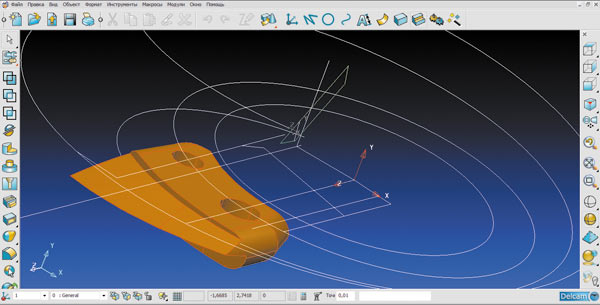
Рис. 3. Этапы моделирования сектора эндопротеза
Форма ножки ЭТБС обусловлена индивидуальными анатомическими особенностями пациента, а также порядком проведения токарных, фрезерных и сверлильных операций при изготовлении. Кроме того, при построении ножки ЭТБС необходимо было соблюсти заданные размеры (см. рис. 4).
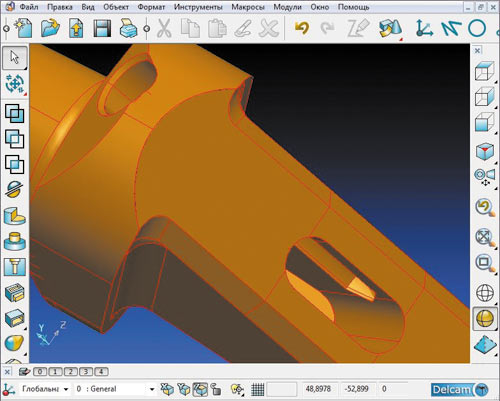
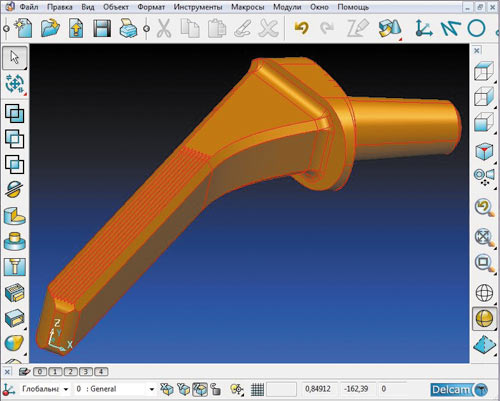
Рис. 4. Ножка ЭТБС
3D-моделирование остальных элементов эндопротеза тазобедренного сустава производилось экструдированием профиля или его вращением относительно оси, а затем выполнялись булевы операции вычитания, сложения и объединения. Схема сборки тотального ЭТБС показана на рис. 5.
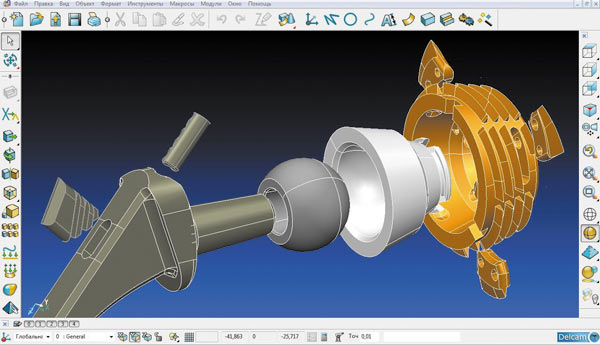
Рис. 5. Схема сборки тотального эндопротеза
Для выполнения сборки и установки эндопротеза были разработаны специальные инструменты (рис. 6).
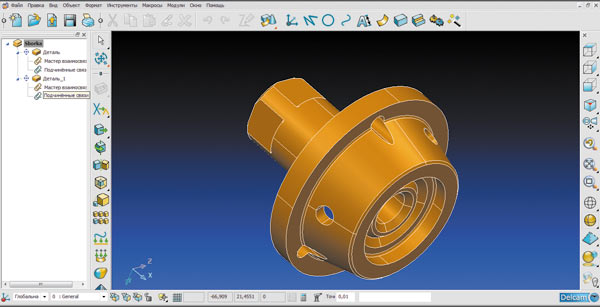
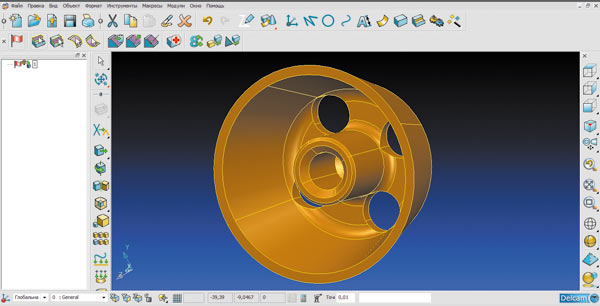
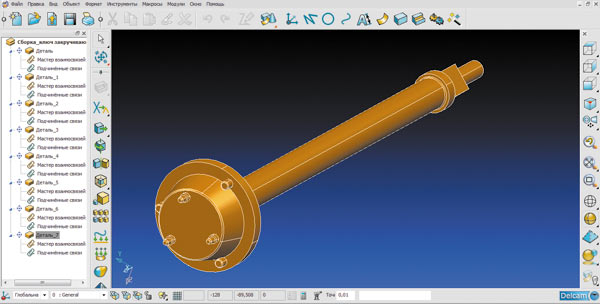
Рис. 6. 3D-модели инструментов для установки эндопротеза
Анализ работоспособности эндопротеза тазобедренного сустава
В процессе ходьбы максимальные нагрузки испытывает ножка эндопротеза тазобедренного сустава, так как на нее действуют большие изгибающие моменты. Поэтому для проверки данной детали на статическую прочность был выполнен конечно-элементный анализ напряженно-деформированного состояния в программной среде ANSYS Workbench.
В соответствии со стандартом ISO 14242 для испытания пары трения регламентируется максимальная нагрузка в 3000 Н, которая прикладывается к ножке в месте крепления головки и направлена вертикально вниз по отношению к прямостоящему человеку. Материал ножки ЭТБС — ВТ 1-0 (технически чистый титан).
Анализ напряженно-деформированного состояния (НДС) позволил уменьшить толщину сечения ножки до 14 мм, а массу эндопротеза на 7%. При этом прочность конструкции соответствует требованиям стандарта ISO 14242. Максимальные напряжения, возникающие при деформации имплантата (рис. 7), равны 218 МПа (предел прочности — 1070 МПа), а максимальные перемещения вершины не превышают 1,8 мм (рис. 8). Отверстия, выполненные в ножке эндопротеза, не оказывают существенного влияния на распределение напряжений и деформаций в имплантате.
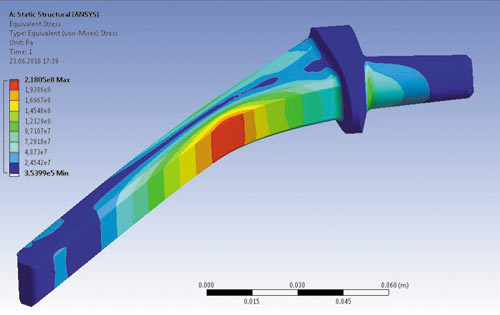
Рис. 7. Анализ НДС эндопротеза тазобедренного сустава: напряжения по Мизесу
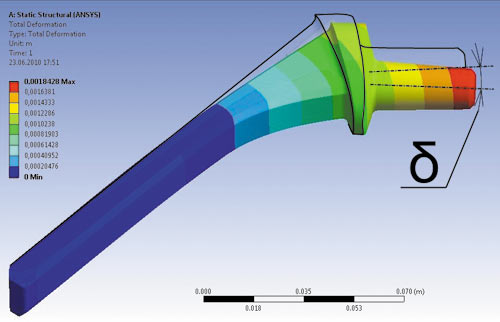
Рис. 8. Деформация ЭТБС под нагрузкой (масштаб перемещений для наглядности увеличен)
Разработка управляющих программ для изготовления деталей тотального ЭТБС на станке с ЧПУ
Управляющие программы обработки деталей ЭТБС на 3-координатном фрезерном станке Optimum F100 были созданы в CAM-системе PowerMILL.
Все детали ЭТБС (кроме хируленовой вставки) изготовлены из технически чистого титана ВТ1-0. Титановые сплавы обладают свойствами, способными существенно влиять как на процесс резания, так и на режущий инструмент. К числу отрицательных свойств титановых сплавов следует отнести плохую обрабатываемость резанием. Между титановой стружкой и инструментом имеется очень небольшая контактная поверхность, вследствие чего в зоне резания возникают высокие удельные давления и температуры, а поскольку титан обладает низкой теплопроводностью, отвод тепла из зоны резания затрудняется. В результате титан налипает на инструмент, который из-за этого быстро изнашивается. Вследствие приваривания и налипания титана на контактирующие поверхности режущего инструмента изменяются геометрические параметры резца, что, в свою очередь, ведет к резкому возрастанию сил резания и дальнейшему повышению температуры. В наибольшей степени влияние температура зависит от скорости резания.
При подготовке управляющих программ были выбраны следующие режимы резания: скорость резания — 80 м/мин; подача на зуб — 0,02 мм; осевой шаг — 0,2 мм; радиальный шаг — 0,1 мм. Обработка велась с избыточным количеством СОЖ пальцевыми твердосплавными фрезами фирмы DOL FAMEX (HRC до 70 единиц) диаметром 1,6; 2,0 и 6,0 мм.
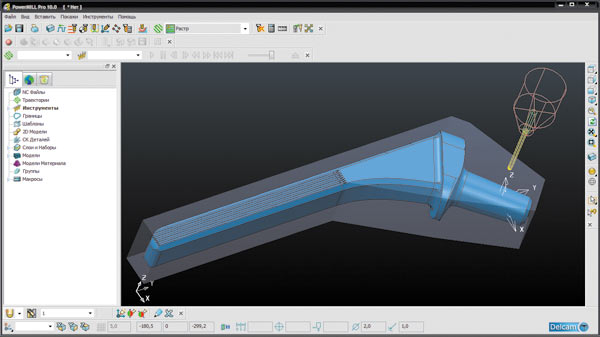
Рис. 9. Создание заготовки и выбор режущего инструмента в PowerMILL
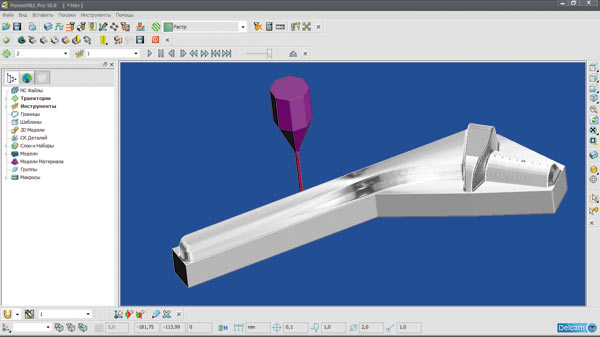
Рис. 10. Визуализация в PowerMILL обработки по первому базированию

Рис. 11. Обработка заготовки на станке Optimum F100
Титановая заготовка закреплялась в тисках и производилось фрезерование одной половины детали (рис. 9 и 10). Затем заготовка переворачивалась в тисках и закреплялась по обработанной поверхности, после чего производилась привязка системы координат детали к системе координат станка и обработка на втором установе второй половины детали (рис. 11). В рамках данной работы были изготовлены такие детали ЭТБС, как ножка, сектор и ригель.
В результате проделанной работы был изготовлен и собран тотальный эндопротез тазобедренного сустава (рис. 12).
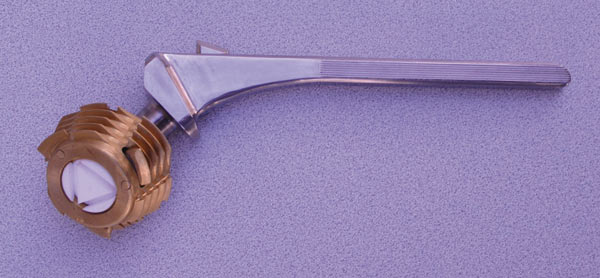

Рис. 12. Эндопротез тазобедренного сустава в сборе
