
Stampack — универсальный программный комплекс моделирования процессов листовой штамповки
Увеличивающаяся с каждым годом конкуренция на рынке производства деталей листовой штамповки требует повышения качества продукции, сокращения сроков внедрения в производство новых изделий и снижения затрат на производство. В то же время, как и большинство технологических операций металлообработки, листовая штамповка является весьма сложным процессом, требующим от технолога глубокого понимания его сути и большого опыта.
В связи с этим всё большее распространение получают специализированные CAEсистемы анализа технологических процессов листовой штамповки, позволяющие технологу проверить свои идеи с помощью компьютерного моделирования, а не дорогостоящего физического эксперимента. Основными качествами, делающими ту или иную CAEсистему специализированной и ориентированной именно на процессы листовой штамповки, можно считать:
- наличие в системе специальных алгоритмов, конечных элементов и моделей материалов, ориентированных на физические процессы, которые происходят при листовой штамповке;
- понятный для инженератехнолога интерфейс системы, не требующий глубокого погружения технолога в тонкости метода конечных элементов и численные методы расчета;
- возможность моделирования реальных технологических процессов в течение не более нескольких часов, а лучше — не более часа, то есть у технолога должна быть возможность в течение одного рабочего дня не только проверить работоспособность проектируемого технологического процесса, но и, по возможности, оптимизировать его, варьируя основные параметры, влияющие на результат;
- охват всего спектра задач листоштамповочного производства пользователя;
- эффективная техническая поддержка фирмыпроизводителя; проведение стандартных и специализированных учебных курсов, позволяющих быстро внедрить программу, провести переподготовку и повышение квалификации специалистов;
- документация на языке страны использования;
- учебные инсталляции в вузах.
Одной из таких специализированных CAEсистем, которая получила весьма широкое распространение в мире, является программный комплекс Stampack.
Разработчиком программного комплекса Stampack является компания Quantech (Испания, Барселона). Компания основана в 1996 году профессором Евгенио Онате, учеником классика конечноэлементного анализа О. Зенкевича. В 2001 году выпущена первая коммерческая версия Stampack. По сути, Stampack является самым молодым из трех наиболее популярных европейских пакетов для моделирования листовой штамповки, включая AutoForm (Швейцария) и PamSTAMP (Франция).
Помимо богатого функционала, о котором пойдет речь далее, Stampack привлекает к себе пользователей удобной системой лицензирования и демократичными ценами. Stampack — универсальный пакет, который очень гибок по своей сути и может использоваться предприятиями, производящими самую разнообразную продукцию, использующими самые разные технологические процессы листовой штамповки в опытном производстве, в производстве прототипов изделий, в исследовательских и научных работах НИИ и вузов. Особенно активно в мировой практике Stampack используется при необходимости моделирования штамповки в прогрессивных штампах, а также для гидравлической раздачи и гибки труб, обтяжки и гибки профилей с растяжением, штамповки эластичной средой и флексформинга, формовки вафельных панелей. Большинство из этих технологических процессов традиционно широко применяются в аэрокосмической промышленности.
Основная специфика листовой штамповки в аэрокосмической промышленности:
- большой ассортимент деталей при малом объеме выпуска;
- сложность автоматизации контроля качества изготовляемых деталей и, в связи с этим, частая необходимость «ручной доводки»;
- высокие требования к опыту и квалификации оператора оборудования;
- постоянное возрастание требований, касающихся снижения веса конструкции и размерной точности для повышения эффективности перевозки пассажиров и грузов.
При этом технологические процессы листовой штамповки характеризуются опасностью возникновения дефектов типа разрывов, гофр и складок, отклонением от требуемых размеров.
Весьма эффективным решением этих проблем может стать численное моделирование техпроцессов, хорошо зарекомендовавшее себя в других отраслях.
Широкое применение Stampack в аэрокосмической промышленности связано в первую очередь с наличием широкого набора средств моделирования самых разнообразных процессов листовой штамповки. Может быть смоделирован весь процесс, начиная от заготовки произвольной формы (плоской, криволинейной, замкнутого или разомкнутого профиля), через формоизменяющие и разделительные операции — к окончательной форме детали после ее упругого пружинения. Может быть учтено влияние таких операций, как промежуточный отжиг, калибровка и др.
Для моделирования формоизменяющих операций в Stampack используется явный динамический решатель, позволяющий, в сочетании с контактным алгоритмом, основанным на методе штрафных функций, моделировать самые разные классы задач — от классической вытяжки до свободной гибки и инкрементальной штамповки. Решатель Stampack отлично распараллелен и не требует большого объема дисковой или оперативной памяти. По скорости решения задач листовой штамповки он уступает AutoForm, абсолютному лидеру в области моделирования листовой штамповки автомобильных деталей, но это является платой за универсальность Stampack. Для расчета же пружинения в Stampack используется неявный квазистатический решатель.
Особо стоит отметить тот факт, что в Stampack присутствуют несколько специализированных конечных элементов, ориентированных на различные классы задач. Это традиционный для данного класса программных пакетов трехузловой оболочечный элемент, а также объемный гексаэдральный элемент для моделирования толстых заготовок, эластомерных диафрагм и формблоков и четырехузловой элемент для моделирования осесимметричных задач. Подготовка модели и анализ результатов осуществляются в единой среде, независимо от типа анализируемого техпроцесса, однако специальные «мастера» подготовки исходных данных проводят пользователя последовательно через этапы подготовки модели в контексте задачи: допустимые типы инструментов и операций для гидроформовки будут, например, отличаться от допустимых типов инструментов обтяжки или фланцовки.
В отличие от программных комплексов общего назначения, задачи технологии листовой штамповки требуют иных подходов к анализу результатов. Используются специфичные критерии разрушения и критерии гофрообразования, базирующиеся в основном на анализе уровня пластических деформаций и так называемой трехосности напряжений. Специальные типы результатов применяются для визуализации поверхностных дефектов, идентификации возникновения гофр и т.д. Подготовка модели и анализ результатов максимально адаптированы к подготовке и опыту инженератехнолога.
Штамповка эластичной средой
Основным преимуществом штамповки эластичной средой (рис. 1), по сравнению с традиционной штамповкой жестким инструментом, является экономия средств на производство штамповой оснастки: один и тот же штамп может быть использован для большого ассортимента деталей.
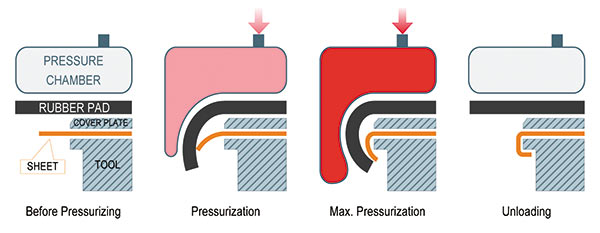
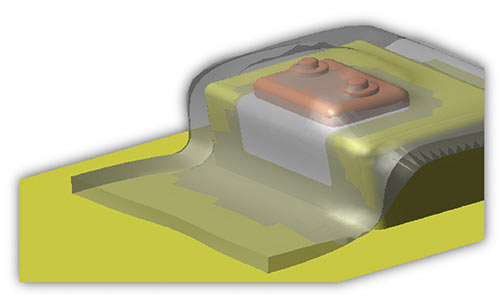
Рис. 1. Штамповка эластичной средой
Однако применение технологий штамповки эластичной средой влечет за собой ряд технологических проблем, в частности трудности при подборе геометрии заготовки, невозможность использования перетяжных ребер, невозможность управления силой прижима, а также большая продолжительность рабочего цикла. Изза этих проблем технологические операции штамповки эластичной средой зачастую внедряются в производство неоптимизированными, что влечет за собой износ дорогостоящей диафрагмы и, в конечном счете, удорожание производимой детали.
Stampack дает пользователю возможность значительно оптимизировать процесс штамповки эластичной средой на стадиях до момента внедрения данного технологического процесса в производство. Stampack позволяет моделировать эластичную диафрагму, задав закон изменения давления на заготовку, а также непосредственно объемными элементами с соответствующей моделью материала. Большим плюсом Stampaсk является возможность моделировать такие процессы с использованием объемных элементов в заготовке, так как присутствие высоких сжимающих напряжений перпендикулярно поверхности заготовки может приводить к перераспределению толщины заготовки, что, в свою очередь, может повлечь за собой недооценку этого явления при моделировании традиционными оболочечными элементами. Кроме того, современные критерии разрушения в Stampack, основанные на трехосности напряженного состояния, способны учитывать присутствие гидростатического давления в тензоре напряжений, а значит, могут дать объективную оценку риска возникновения разрывов и трещин.
Обтяжка
Обтяжка — широко применяемый в аэрокосмической промышленности технологический процесс производства несложных крупногабаритных деталей типа панелей обшивки самолета (рис. 2).
Основными технологическими проблемами при обтяжке является высокая степень пружинения и недостаточная степень растяжения детали по центру. Применение математического моделирования подобных процессов в Stampack позволяет подобрать соответствующие параметры процесса, такие как траектории движения губок и геометрия инструмента с учетом компенсации пружинения.
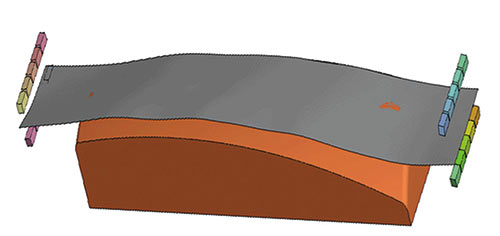
Рис. 2. Производство панели обшивки самолета обтяжкой
Гидроформовка труб
Гидроформовка труб — технологический процесс, используемый как в аэрокосмической, так и в автомобильной промышленности (рис. 3). Важным в данном процессе является подбор оптимального изменения во времени подачи подвижного инструмента и давления жидкости.
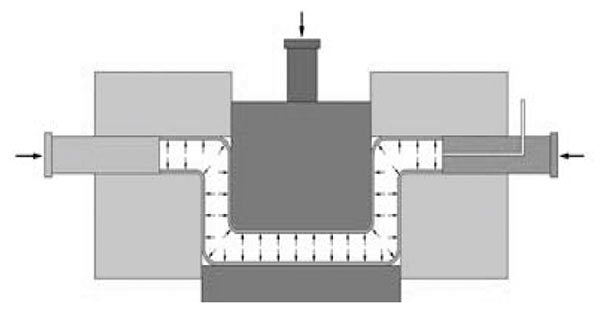
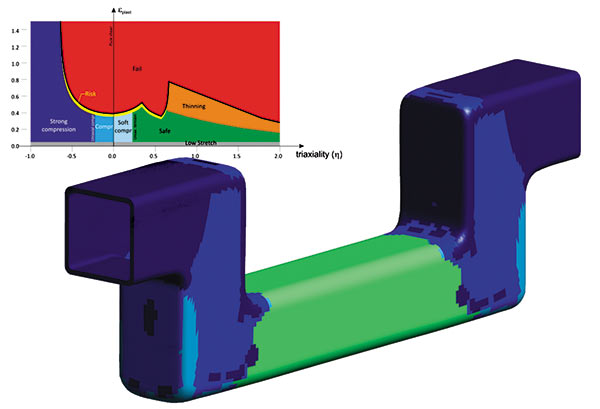
Рис. 3. Анализ штампуемости трубы с помощью TFD-диаграммы
Stampack позволяет смоделировать полный технологический процесс гидроформовки как для тонкостенных, так и для толстостенных труб. В тех случаях, где для труб плохо применима традиционная диаграмма штампуемости FLD (Forming limit diagram), может быть эффективно использован новый критерий TFD (Triaxiality forming diagram), пригодный для анализа разрушения при сложном трехмерном напряженнодеформированном состоянии. Диаграмма TFD позволяет прогнозировать любое разрушение, связанное как с утонением материала, так и с высокими степенями сдвиговых напряжений, которые могут возникать на кромках заготовки при раздаче и фланцовке, а также на ее поверхностях при изгибе.
Stampack — новый продукт на российском рынке. Его продвижение компания «ТЕСИС» начала в 2013 году, отреагировав на растущий интерес аэрокосмической промышленности к моделированию процессов листовой штамповки. Данный продукт прекрасно дополнил нашу линейку пакетов моделирования обработки металлов давлением, в которую в настоящее время входит три пакета:
- DEFORM — программный комплекс моделирования процессов ковки, объемной штамповки и термической обработки;
- Autoform — программный комплекс моделирования процессов листовой штамповки и термической обработки, используемых в автомобилестроении;
- Stampack — универсальный программный комплекс моделирования процессов листовой штамповки.
Сегодня компанией «ТЕСИС» разработан русскоязычный курс обучения работе со Stampack, а также выполнена локализация его интерфейса. Главный, на наш взгляд, потенциал Stampack заключается в его универсальности и простоте использования при невысокой цене и гибкости в лицензионной политике разработчика.
