
От Pro/ENGINEER 2001 — к Pro/ENGINEER Wildfire 2.0: новое в механообработке
Типовая область обработки «В окне»
Визуализация траекторий обработки
Этой публикацией мы начинаем серию статей о Pro/ENGINEER, целью которых является развенчание устойчивых стереотипов по отношению к этой действительно выдающейся технологии проектирования и подготовки производства. Как правило, критические замечания о Pro/ENGINEER усиленно распространяют представители конкурирующих систем, порой вообще не имеющие ни малейшего понятия об этой технологии. Нашей командой накоплен уже более чем десятилетний опыт работы с этим программным продуктом, а инженеры работают с Pro/ENGINEER начиная с 12-го релиза. Сотрудничая со многими предприятиями, где установлены самые разнообразные программные пакеты, мы получили знания об опыте их использования, об их преимуществах и недостатках, а особенно о системе CATIA v5, которую усиленно изучали в течение года, работая в RAND/Dassault Systemеs. Наши знания и опыт дали нам возможность окончательно принять решение о том, на основе какой технологии необходимо строить решения для российских предприятий.
Известно, что существует несколько устойчивых стереотипов насчет Pro/ENGINEER:
1. Система не локализована (не русифицирована).
2. Система слишком дорогая для отечественных предприятий.
3. Параметрическая система очень сложна в освоении и внедрении.
4. А далее все зависит от того, на какое предприятие приходит продавец конкурирующих систем: на крупных предприятиях говорят о том, что система Pro/ENGINEER слабая и используется только на малых предприятиях (неужели имеется в виду Caterpillar — крупнейший в мире производитель тяжелой техники?), на небольших же предприятиях, наоборот, что система якобы избыточно мощная и здесь лучше подойдет ПО с ограниченными, но достаточными возможностями.
Все эти утверждения абсолютно не соответствуют действительности и либо основаны на незнании системы, либо предназначены для умышленного введения клиентов в заблуждение. В частности, хотя и говорят, что система не локализована, но в реальности первая локализация системы, включая настройки под ЕСКД, была сделана нами еще в 2002 году и бесплатно поставлялась для официальных пользователей Pro/ENGINEER через всех реселлеров Rand Technologies. Эта версия называлась Rand Localization Tool 1.0 и была неполной. Дальнейшая разработка локализации была прекращена нами после окончания дистрибьюторских полномочий Rand, однако эта работа была продолжена самой компанией PTC. В июле этого года вышла новая, полная версия русификации Wildfire 2, в которой уже переведены не только все подсказки, экранные формы и системные сообщения, но и интерактивная система помощи (документация). Данная локализация также поставляется для всех официальных пользователей, имеющих активный контракт на обслуживание лицензий (maintenance). В настоящее время готовится локализация для новой версии Wildfire 3. Эти работы PTC намерена вести на постоянной основе. Кроме того, мы всегда проводили обучение по уникальным методикам, разработанным в Rand и использующимся во всем мире, причем все тренинг-материалы переведены на русский язык. Таким образом, утверждение о том, что система не локализована, неверно и вводит в заблуждение потенциальных покупателей.
Аналогичным образом можно развеять и прочие мифы о сложности, дороговизне, об избытке или недостатке возможностей Pro/ENGINEER, что мы и сделаем в наших следующих публикациях. Но в текущей статье мы хотели бы поговорить о более важном — о новых функциях системы, которые позволяют повышать эффективность технологической подготовки производства.
Кардинальные изменения в интерфейсе произошли при переходе от Pro/ENGINEER 2001 к Pro/ENGINEER Wildfire, но в значительно меньшей степени это коснулось технологической части пакета. Поэтому, практически безболезненно перейдя на новую версию, разработчики управляющих программ для оборудования с ЧПУ смогли получить дополнительные возможности и удобства, о которых мы вкратце расскажем.
Общий интерфейс
При открытии модели обработки стал доступен ее предварительный просмотр, что значительно упростило и ускорило поиск требуемых моделей.
Как и при создании деталей, у разработчиков управляющих программ появилась возможность применения пользовательских шаблонов, куда можно включить станки, инструменты, приспособления и другие объекты производственного процесса.
Рассчитать и просмотреть путь инструмента для любого перехода теперь можно непосредственно с дерева модели обработки: вы только отмечаете ваш переход и из контекстного меню выбираете опцию «Просмотр». Это значительно сокращает количество действий, которые требуется совершить для подготовки программы.
Работа с заготовками
Заготовка в новых моделях автоматически отображается в прозрачном режиме, позволяющем видеть форму обрабатываемой детали. Уровень прозрачности заготовки определяется пользователем с помощью специального параметра настроек. В любой момент также можно погасить ее отображение. Пример визуализации — на рис. 1.
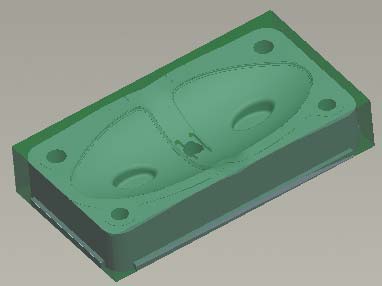
Рис. 1. Прозрачность заготовки определена пользователем
Типовая область обработки «В окне»
В Pro/ENGINEER Wildfire 2.0 вы можете создать область (окно) обработки автоматически, чего в большинстве случаев вполне достаточно для определения зоны обработки.
Как и прежде, доступны режимы выбора контура окна непосредственно из геометрии заготовки или детали и режим произвольного рисования контура окна, но появился и режим силуэтного контура, позволяющий автоматически создать контур окна обработки по форме детали или заготовки. Реализована также возможность задания дополнительного смещения контура окна путем простого определения значения смещения, дополнительно к уже установленному способу обработки окна: внутри окна, по границам окна, за окном. При наличии дополнительных контуров внутри основного контура окна у вас есть возможность выбора — оставить эти контуры или автоматически их удалить.
Визуализация траекторий обработки
Визуализацию траектории обработки можно проводить, отображая движущийся режущий инструмент как в каркасном, так и в закрашенном виде, что позволяет более наглядно контролировать процесс обработки. Кроме того, если использовать в качестве режущего инструмента твердотельную деталь или сборку, построенную в Pro/ENGINEER, то геометрия этого инструмента может быть автоматически передана в систему визуализации и контроля процесса обработки — Vericut. В этом случае в Vericut уже не нужно будет тратить время на создание сложного инструмента. На рис. 2 показана визуализация инструмента в закрашенном режиме при просмотре траектории обработки (модель инструмента построена в Pro/ENGINEER), а на рис. 3 этот инструмент автоматически передан в Vericut.
Рис. 2. Визуализация твердотельной модели инструмента
Рис. 3. Форма твердотельной модели инструмента передана в Vericut
Также появилась возможность создавать и использовать многоступенчатый осевой инструмент, что позволяет оптимизировать обработку сложных отверстий. Форма инструмента может быть самой разнообразной, причем каждая ступень определяется отдельно, путем задания диаметра и длины. На все ступени можно назначить особый корректор и определить контролирующую вершину. Пример такого инструмента представлен на рис. 4.
Рис. 4. Пример многоступенчатого осевого инструмента
Новые стратегии обработки
Появились три стратегии обработки: Roughing (черновая), Re-Roughing (получистовая) и Finishing (чистовая).
В Pro/ENGINEER любая стратегия может использоваться и для черновой, и для чистовой обработки — в зависимости от заданных параметров и режимов резания. Указанные стратегии рекомендуется применять как составляющие всей последовательности обработки, но возможно и их индивидуальное использование.
Комбинация этих стратегий позволяет сделать полную обработку детали, что особенно эффективно для обработки сложных формообразующих деталей — прессформ и модельной оснастки. Эти типы обработки тоже оптимизированы для поддержки условий и стратегий высокоскоростной обработки, а также могут использоваться для обработки фасетных данных в формате STL. Учитывая универсальность новых стратегий, хотелось бы остановиться на них подробнее.
Roughing
Опираясь на форму заготовки, система рассчитывает путь для выборки основного материала заготовки с припуском под последующую обработку. Этот метод позволяет задать различные условия и стратегии высокоскоростной обработки, причем возможно определять закрытые и открытые зоны обработки и для этих зон назначать различные стратегии. Реализованы различные стратегии врезания с возможностью разделения их по зонам. Для этого метода характерна возможность задания различной точности обработки внутрь детали и наружу, что позволяет сделать деталь точной и в то же время уменьшить количество кадров программы, избавиться от кадров с микронными перемещениями. Данная обработка позволяет сделать перемещения плавными, без дополнительных ускорений и торможений станка.
Одно из условий высокоскоростной обработки — это постоянство объема снимаемого материала, а стратегия Roughing позволяет применить дополнительные параметры, которые будут контролировать постоянство припуска по всей поверхности детали после черновой обработки, причем обеспечение этого условия тоже возможно несколькими стратегиями. Так, на рис. 5 показана обработка без использования параметра, контролирующего постоянство припуска, а на рис. 6 — с учетом этого параметра.
Рис. 5. Обработка без параметра, контролирующего постоянство припуска
Рис. 6. Обработка с параметра, определяющего постоянство припуска
Re-Roughing
Получистовая обработка выполняется после черновой (или получистовой) обработки, поэтому для определения этой обработки необходимо выбрать инструмент меньшего размера и сослаться на предыдущую черновую (или получистовую) обработку — все остальное система сделает сама. Будут определены и доработаны зоны доработки, которые не смог обработать предыдущий инструмент. В отличие от локальных способов доработки, здесь обрабатываются только зоны, но не обрабатываются гребешки от предыдущих обработок. При этом типе обработки также доступны параметры, контролирующие постоянство припуска по всей поверхности детали.
Finishing
Чистовая обработка обычно используется после получистовой обработки, но возможно ее применение и в иных случаях, так как ссылкой для нее служит граничный контур. Функциональное назначение этого типа обработки — автоматизированное создание оптимального пути инструмента с учетом определенных технологических ограничений. Это позволяет автоматически создавать комбинации условно вертикальных и условно горизонтальных траекторий обработки в зависимости от формы детали, обеспечивая тем самым технологичность обработки разных участков детали.
Вы можете сами управлять параметром, определяющим угол деления, который регулирует деление всей поверхности обработки на области — крутые (условно вертикальные) и пологие (условно горизонтальные). Вы также можете определять, какую зону вы хотите обрабатывать: условно вертикальную, горизонтальную или обе. Для чисто горизонтальных поверхностей можно применить другие алгоритмы обработки. Также реализована возможность определения последовательности обработки определенных зон. На рис. 7 представлен пример чистовой обработки с автоматическим разделением на зоны обрабатываемой детали и обработка этих зон по собственным алгоритмам.
Рис. 7. Обработка с автоматическим разделением на зоны и обработка этих зон по собственным алгоритмам
Обработка по траектории
Расширены возможности обработки по траектории. Появилась дополнительная стратегия обработки — 2-осевая. Теперь при многопроходной обработке вы можете задавать различные значения снимаемого припуска на начальные и конечные проходы как по контуру, так и по высоте, причем все это задается в одном переходе. Кроме того, данный метод позволяет эффективно обрабатывать различные фаски на детали. Можно также использовать для обработки не только фрезы, но и сверла с соответствующим углом заточки. С помощью специального параметра вы легко можете задавать положение боковой кромки инструмента на фаске.
При многопроходной обработке по высоте незамкнутого контура появилась возможность управлять стратегией перехода с одного слоя на другой. Кроме метода отвода инструмента на плоскость безопасности, вы можете выбрать еще три различных метода:
• перемещение в следующую позицию в плоскости XY на текущей высоте, а затем опускание по оси Z ;
• перемещение в следующую позицию из текущей сначала по оси Z , потом перемещение в плоскости XY ;
• перемещение в следующую позицию из текущей одновременно по осям XYZ .
Использование угловых головок
При разработке управляющих программ реализована возможность использовать угловые головки в дополнение к режущему инструменту. Вследствие этого значительно расширяются возможности обработки сложных деталей на простых 3-осевых станках. Пример использования угловых головок показан на рис. 8.
Рис. 8. Пример использования угловых головок
Менеджер процесса
В Pro/ENGINEER Wildfire 2.0 вы можете управлять созданием обработки с помощью менеджера процесса, который основан на таблице процесса, где перечислены все объекты производственного процесса, например станки, операции, приспособления, переходы ЧПУ и т.д. Менеджер процесса дает возможность создавать новые производственные объекты и изменять свойства существующих. Вы можете также создавать производственные шаблоны, основанные на существующих переходах ЧПУ, а потом использовать эти шаблоны для получения новых переходов при создании обработки новых деталей. Менеджер процесса значительно упрощает процесс копирования, позиционирования, объединения переходов. Различный инструментарий, доступный в таблице процесса, предоставляет пользователям довольно много полезной информации.
Менеджер процесса позволяет:
• при выборе перехода в таблице процесса мгновенно получить отображение на модели всех ссылок, используемых там (например, подсвечиваются поверхности, обрабатываемые в этом переходе);
• отобразить параметры перехода в информационном окне;
• отобразить путь инструмента для всей операции, для одного или нескольких переходов;
• вычислить время механической обработки для перехода, если он полностью определен. Для отображения времени обработки достаточно включить столбец времени механической обработки в вашем представлении таблицы;
• подготовить и распечатать отчеты, основанные на любом представлении в таблице процесса. Информация отображается в окне обычного и нтернет-браузера, а отчеты могут быть напечатаны посредством стандартных функциональных возможностей печати браузера.
Можно создавать пользовательские форматы таблицы и записывать их в библиотеку, а также экспортировать таблицы процесса в формате CSV, который является стандартным форматом для Microsoft Excel.
Менеджер процесса — важный инструмент, упрощающий создание и редактирование пути инструмента. Пример менеджера процесса представлен на рис. 9.
Рис. 9. Пример менеджера процесса
Использование базы знаний
Появившаяся возможность импорта/экспорта производственного процесса в формате XML очень плодотворна.
В Pro/ENGINEER уже существовала возможность автоматического переноса обработки с одной детали на другую, но если раньше она работала только на деталях, созданных как исполнения, то теперь вы можете переносить обработку с одной детали на другую без этого ограничения. Для этого вы экспортируете созданную обработку в свою библиотеку, а затем, при необходимости, импортируете ее на другую деталь. При этом на новую деталь автоматически переносятся все переходы с определенными режимами резания и весь инструмент, то есть весь ваш отработанный технологический процесс целиком. Естественно, вы можете корректировать любой объект. В некоторых случаях вы можете автоматизировать даже передачу ссылок на новую обработку, например путем использования одного и того же имени контура в шаблоне и в новой детали. Указанная возможность значительно сокращает время разработки и обеспечивает более качественную обработку за счет применения уже отработанных на конкретном предприятии технологий.
***
Итак, мы рассмотрели некоторые из новшеств Pro/ENGINEER Wildfire 2.0, которые принесли дополнительные возможности и в процесс разработки управляющих программ на станки с ЧПУ. Готовящаяся к выпуску очередная версия Pro/ENGINEER Wildfire 3.0, несомненно, расширит функциональность системы, но об этом в следующих статьях…

