
Токарная обработка в T-FLEX ЧПУ
В последнее время в отечественной промышленности происходит активная замена станочного оборудования. Предприятия приобретают новые станки, а также модернизируют старые. Кроме того, из производственной программы все чаще выводится универсальное оборудование, что связано с отсутствием квалифицированных кадров, а также с высоким процентом брака деталей, выпускаемых на подобных станках. Наиболее широко распространенную группу станков, кроме обрабатывающих центров, составляют токарные. Необходимо отметить, что, по оценкам экспертов, токарная обработка занимает до 70% всей металлообработки. Поэтому понятно, почему при выборе CAM-системы пользователи пристальное внимание уделяют функциональным возможностям программного продукта в части токарной обработки.
Система T-FLEX ЧПУ, приложение популярной российской САПР T-FLEX CAD, обладает обширным функционалом в области создания траекторий токарной обработки. В ней можно создавать управляющие программы как для простых токарных операций, например осевое сверление, так и для сложных, таких как точение внутренней канавки с наклоном и скруглениями. Простота создания траекторий обработки и управляющих программ для разных видов токарных операций привлекает специалистов. Предлагаемые T-FLEX ЧПУ стратегии токарной обработки используются начиная от производства ступенчатых валов и заканчивая производством турбинных колес.
Рассмотрим токарный модуль системы T-FLEX ЧПУ подробнее. Меню включает несколько видов операций: «Снятие припуска», «Точение контура», «Выборка кармана», «Точение канавки», «Нарезание резьбы» и «Осевое сверление». Каждый пункт меню представляет собой группу операций, которые позволяют выполнить поставленную задачу различными способами:
• «Снятие припуска» — предоставляет возможность снятия материала проходным или отрезным резцом, обработку по специальному циклу «Угол со скруглениями», обработку по стратегии RUGH технологического языка GTL итальянской фирмы Olivetti;
• «Точение контура» — предоставляет возможность создания получистового или чистового прохода, используя традиционные стратегии расчета, а также стратегии расчета технологического языка GTL — CONTOUR и FINISH;
• «Выборка кармана» — эта группа операций дает возможность создания обработок для выборки кармана зигзагом, выборки кармана спиралью, а также для создания обработки по стратегии POCKET языка GTL;
• «Точение канавки» — в этой группе существует возможность создания как траектории точения канавки отрезным резцом, так и специализированных циклов точения канавок со скруглениями, фасками, наклонами, а также имеется специальный цикл для точения глубоких канавок;
• для операции нарезания резьбы предусмотрены возможности нарезания резьбы резцом, метчиком, создания операций с использованием фасонных резцов, а также создание специального резьбового цикла по стратегии языка GTL;
• для операции осевого сверления можно использовать как стандартную стратегию расчета траектории, так и стратегию DRILL языка GTL.
Рассмотрим возможность использования различных типов токарных операций для снятия припуска (рис. 1). В обоих случаях зона обработки была ограничена двумя путями. Один из них был построен по контуру детали (на рис. 1 показан синим цветом), а второй — по контуру заготовки (показан желтым цветом).
Отличие траекторий в том, что траектория в зоне № 1 рассчитана для обработки отрезным резцом, а в зоне № 2 — для обработки проходным. При их расчете были учтены соответствующие параметры, например отскок по осям X и Z , а также ось направления точения. Стоит отметить, что для операции снятия припуска проходным резцом существует возможность автоматического создания получистового прохода. При этом снятие припуска и получистовой проход могут отрабатываться с различными величинами припусков к указанному контуру.
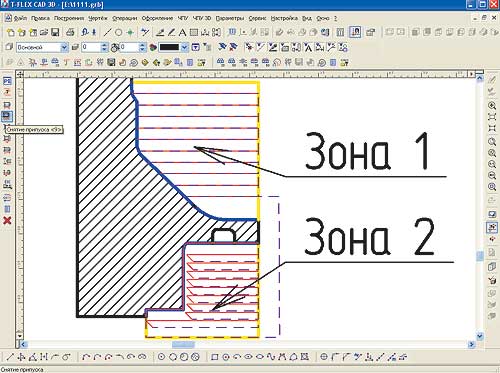
Рис. 1. Снятие припуска
Для отдельного создания получистового или чистового проходов в системе T-FLEX ЧПУ также существует ряд возможностей. Особо стоит отметить задание поэлементной обработки контура. То есть для каждого участка указываемого контура можно задать свои технологические параметры обработки, такие как включение охлаждения, подача, частота вращения шпинделя, номер ячейки корректора станка, что наиболее удобно при особых требованиях к чистоте поверхности отдельных сегментов детали.
Для токарной обработки кармана, как уже было сказано, в системе T-FLEX ЧПУ существует несколько видов операций. Рассмотрим некоторые из них (рис. 2), например выборку кармана зигзагом (слева) и выборку кармана по спирали (справа).
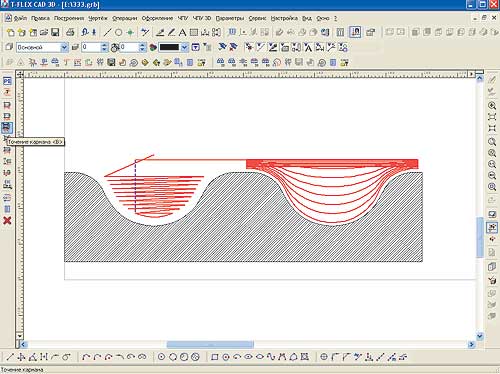
Рис. 2. Выборка кармана
Обе траектории создаются при помощи одной штриховки (на рисунке не показана), указывающей материал, который необходимо удалить из кармана. В параметрах можно задать как отход инструмента от детали после каждого прохода, так и отход после завершения всей операции. Также для операций всех типов в системе T-FLEX ЧПУ возможно задание подводов и отводов. С помощью этой опции можно получать правильные переходы инструмента между операциями (см. рис. 1, 2 и 3).
В группе операций обработки канавки, помимо точения обычной канавки отрезным резцом, представлено множество других вариантов и специализированных стратегий расчета траектории, например (см. рис. 3) канавка со скруглениями (слева), канавка с фасками (в центре), канавка с наклоном (справа). Необходимо отметить, что все эти траектории созданы путем указания одного базового узла, который, как правило, даже не приходится строить, так как он получается в результате построения самой канавки. Изменяя соответствующий параметр, канавки можно точить не только по диаметру, но и по торцу. Кроме того, возможна обработка канавок с заданным припуском, отключение чернового или чистового проходов, регулировка подачи по осям, а также другие опции и комбинации параметров, позволяющие добиться желаемого результата.
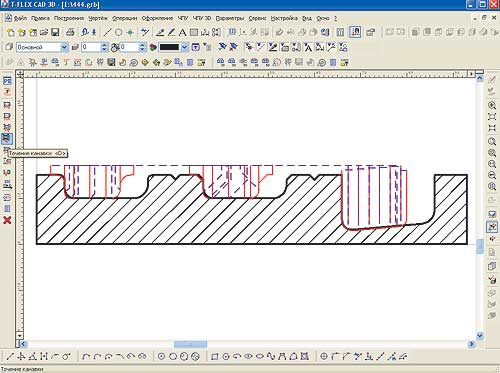
Рис. 3. Точение канавки
Для создания траекторий операции нарезания резьбы в T-FLEX ЧПУ существует обширный спектр вариантов. Рассмотрим пример создания траектории нарезания резьбы резцом (рис. 4). Для ее создания указывается внешний диаметр резьбы и задается ряд параметров, таких как шаг, высота резьбы, величина захода и схода, количество заходов (для многозаходных резьб), а также ее тип (внешняя или внутренняя). Доопределение резьбы большим числом параметров приводит к созданию наиболее точной и правильной траектории обработки.
Для создания траектории осевого сверления необходимо указать ось детали и задать сопутствующие сверлению параметры, такие как глубина, подача, редукция, высота безопасности и коррекция инструмента. Настолько же проста и операция отрезки, а точнее, ее создание в системе T-FLEX ЧПУ. Необходимо лишь указать линию резания на чертеже детали и некоторые параметры цикла, такие как подача, приращение или величина отступа предварительного резания, после чего система произведет расчет траектории.
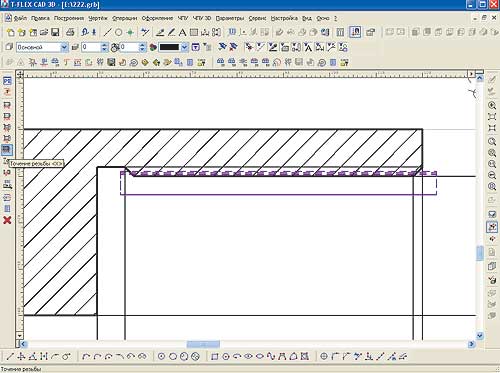
Рис. 4. Нарезание резьбы
Число пользователей системы T-FLEX ЧПУ постоянно увеличивается, что прежде всего связано с ее обширными функциональными возможностями, в том числе и в токарной обработке. Понятно, что в рамках одной статьи невозможно рассказать обо всех возможностях системы T-FLEX ЧПУ в области создания токарных операций, а тем более о системе в целом. В следующих номерах мы остановимся на других видах представленных в T-FLEX ЧПУ обработок. Заинтересованные могут связаться с разработчиком системы — компанией АО «Топ Системы», специалисты которой более подробно расскажут о T-FLEX ЧПУ и продемонстрируют примеры ее использования на реальных предприятиях.
«САПР и графика» 10'2004

