
Новости моделирования объемной штамповки — программа QForm
Объемная штамповка при массовом производстве обеспечивает высокое качество изделий и экономию металла, но с усложнением формы поковок значительно возрастают затраты и увеличивается время для разработки технологии и проектирования штампового инструмента. Неизбежные ошибки технологии (незаполнение штампов, складки, возможное разрушение штампов) до недавнего времени устранялись методом проб и ошибок в ходе доводки технологии непосредственно на рабочем оборудовании, что вело к большим затратам времени и средств. Однако технологию объемной штамповки можно разработать и довести до конца на компьютере — с использованием программы моделирования.
Одним из признанных мировых лидеров программ для моделирования объемной штамповки является QForm, разработанная российской компанией «КванторФорм» и в различных версиях уже более 13 лет присутствующая на рынке технологического ПО. Программа QForm является одной из немногих российских разработок в области ПО класса high-tech и сегодня широко применяется на зарубежных предприятиях. В этом смысле показателен пример Германии, где QForm используют многие штамповочные заводы, а также такие ведущие производители кузнечно-прессового оборудования, как SMS Eumuco GmbH, Lasco GmbH и Mueller-Weingarten GmbH.
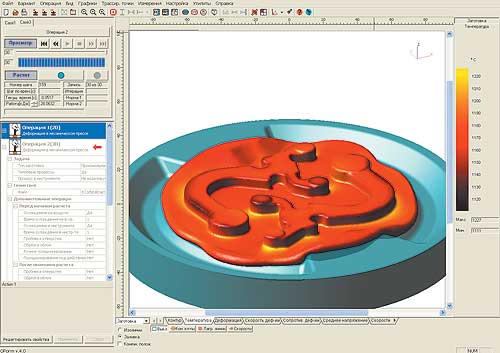

Рис. 1. Окно программы QForm при моделировании горячей штамповки сдвоенного рычага (а) и соответствующая фотография разрезанной реальной поковки (б)
Почему QForm
Основные особенности программы QForm:
• QForm характеризуется единством двумерного и трехмерного моделирования, то есть в одной технологической цепочке из нескольких штамповочных переходов по мере усложнения формы можно легко перейти от 2D- к 3D-моделированию;
• интерфейс программы отличается простотой и ясностью, а время подготовки данных для расчета — минимально (рис. 1). Следуя указаниям программы, пользователю достаточно лишь импортировать из любой CAD-системы файл с геометрией штампов и заготовки, выбрать из соответствующих списков материал, оборудование и смазку, задать температуру нагрева, а потом запустить расчет. Результаты можно сохранить в виде анимации или рисунков;
• моделирующее ядро программы основано на методе конечных элементов (МКЭ), имеющем неоспоримые преимущества при решении нестационарных задач перед так называемым эйлеровым подходом, применяемым, например, в программе MSC.SuperForge. Конечно-элементная модель, следуя за движением частиц металла, позволяет детально отследить все аспекты деформации по всему объему тела и обнаружить дефекты не только на поверхности поковки (складки), но и возникающие внутри («прострелы»). «Вмороженные» в деформируемое тело лагранжевы линии наглядно показывают картину течения и форму волокон (макроструктуру) металла. В отличие же от других конечно-элементных программ QForm использует не линейную, а квадратичную аппроксимацию геометрии инструментов и поковки, что повышает точность и надежность расчетов;
• одним из узких мест для любой программы инженерного анализа (CAE) является передача геометрической информации из CAD-системы. Но если конкурирующие программы импортируют только STL-файлы, содержащие линейную аппроксимацию геометрии штампов, то программа QForm способна импортировать полноценные твердотельные модели через STEP- и IGES-форматы;
• моделирование полностью автономно и не требует никакого вмешательства пользователя. Программа сама определяет места, требующие различной плотности сетки, и автоматически обеспечивает ее генерацию, добиваясь оптимального распределения размеров элементов;
• высокое быстродействие обеспечивается применением современных алгоритмов для разреженных матриц, основанных на прямых и итерационных методах и на параллельных вычислениях на двухпроцессорных системах. На PC c 2 Гбайт памяти возможно моделирование самых сложных поковок, включая коленчатые валы, рычаги подвески, шатуны и др.
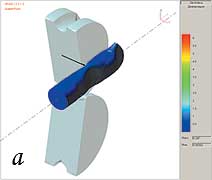
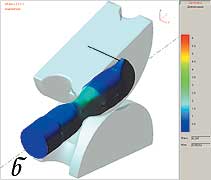
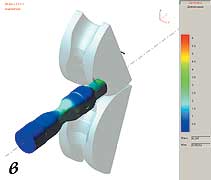
Рис. 2. Различные стадии вальцовки перед штамповкой коленчатого вала
Применение программы
QForm позволяет моделировать весь технологический процесс получения изделий, включая заготовительные операции, нагрев, собственно деформацию ковкой или штамповкой в несколько переходов, обрезку облоя и охлаждение. Программа также применяется для разработки малоотходной технологии, включающей вальцовку заготовки для придания ей оптимальной формы.
QForm моделирует течение металла в калибрах при вальцовке и выдает получаемую форму заготовки, которая из-за сложности процесса может существенно отличаться от предполагаемой (рис. 2). Это позволяет внести корректировку в форму калибров и гарантировать их оптимальное заполнение на этапе проектирования, то есть до изготовления дорогостоящего инструмента.
В рамках того же расчетного проекта заготовка, полученная моделированием вальцовки, передается далее по технологической цепочке для моделирования деформации металла при штамповке на прессе. При этом анализируются заполнение штампов, требуемое усилие, распределение температуры, проработка структуры заготовки, а также напряжения и деформации в штампах (рис. 3).
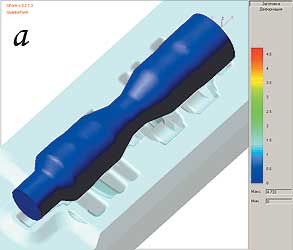
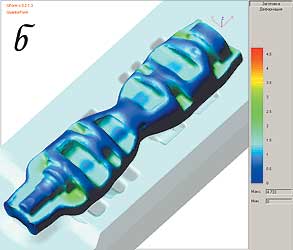
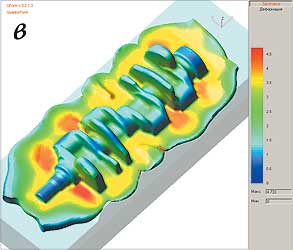
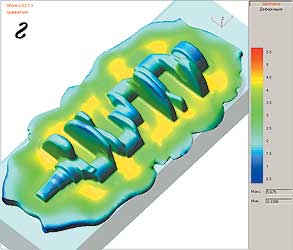
Рис. 3. Моделирование штамповки коленчатого вала из вальцованной заготовки: а — вальцованная заготовка; б, в — первый переход; г — конечная форма поковки после второго перехода
Новая технология перестроения конечно-элементной сетки, примененная в QForm, позволяет точно моделировать образование складок в автоматическом режиме и достоверно указывать на места их появления (рис. 4). При обнаружении каких-либо дефектов (складок, прострелов и т.д.) можно внести изменения в форму заготовки и повторить расчет, создав в рамках проекта новый вариант. При этом нет необходимости снова задавать все исходные данные — все они автоматически берутся из исходного варианта (за исключением тех, которые претерпели изменения). Такая организация данных значительно ускоряет работу.
Структура данных QForm чрезвычайно удобна для переноса задач с компьютера на компьютер и поддержки удаленного доступа через Интернет. База данных материалов содержит более 450 марок сталей, десятки сплавов цветных и тугоплавких металлов, что обеспечивает потребности подавляющего большинства пользователей. При необходимости ООО «КванторФорм» проводит испытания для новых материалов по заказу предприятий.


Рис. 4. Образование дефекта во втором переходе штамповки коленчатого вала (выделено квадратом): а — складка начинает формироваться; б — при полном заполнении штампа складка закрылась, но ее местоположение помечено красным цветом
Параметры технологического оборудования задаются пользователем — это могут быть механические, винтовые и гидравлические прессы, молоты, электровысадочные машины, ковочные вальцы и прокатные станы. Количество независимо движущихся инструментов может достигать четырех, что позволяет моделировать современные технологические процессы в сложных штампах с пружинными прижимами. При этом сами штампы могут быть составными и предварительно напряженными (собранными с натягом) и тоже подлежат расчету напряженно-деформированного состояния при помощи QForm.
* * *
Точность результатов, удобство в работе и экономическая эффективность применения QForm подтверждаются ее успешным использованием на ведущих предприятиях в России и за рубежом. А доступная цена и поддержка производителя обеспечивают неоспоримые преимущества для предприятий СНГ. Кроме того, ООО «КванторФорм» организует обучение и проводит семинары для пользователей. Все заинтересованные предприятия могут предоставить свои задачи для бесплатного демонстрационного моделирования и последующего анализа. Чтобы оценить эффективность работы программы в условиях производства, предприятиям предоставляется бесплатная пробная лицензия на определенное время. Подробнее о программе можно узнать в офисе «КванторФорм» или на стенде компании на выставке Softool-2004.
«САПР и графика» 9'2004

