
Эффективное проектирование
Контроль и управление конструкторскими и технологическими моделями
В настоящей статье мы рассмотрим вопрос повышения эффективности проектирования. Часто функционал системы проектирования, каким бы совершенным он ни был, не может обеспечить значимого экономического и технологического эффекта. Причина такого положения дел кроется в неправильном позиционировании программных продуктов на предприятии. Система проектирования — это инструмент, который нужно умело и правильно использовать. Если дать школьнику современный обрабатывающий центр и потребовать от него сделать на нем деталь, даже самую простую, результата мы не получим. Мощный инструмент надо дать в руки грамотному специалисту — только в этом случае результат может быть положительным. Точно так же надо относиться к современным системам проектирования.
Когда производители систем проектирования заявляют, что их продукт прост в освоении, это ни в коем случае не означает, что его может использовать неподготовленный специалист и получать при этом отличный результат. Отличный инструмент надо дать в руки отличному мастеру, профессионалу в своем деле, конструктору и технологу. Только в опытных руках инструмент позволит творить чудеса.
Компания UGS обладает огромным опытом эксплуатации программных продуктов на предприятиях заказчиков, поэтому во главу угла ставит методику применения своих инструментов на конкретных предприятиях. Только грамотное использование современных технологий обеспечивает качественный технологический и экономический скачек.
Сегодня мы открываем новый цикл статей, раскрывающий особенности эксплуатации систем проектирования. Это лишь один взгляд на повышение эффективности комплексного проектирования деталей.
Введение
Сквозная автоматизация подготовки производства на машиностроительном предприятии предполагает проектирование не только изделия, но и оснастки для его производства. На одну «конструкторскую» деталь обычно приходится несколько единиц оснастки. За счет эффективной автоматизации создания оснастки могут существенно сократиться сроки подготовки производства. Оснастка создается для самых разных технологических операций. Значительная ее часть применяется для обработки заготовки или промежуточных состояний детали, другими словами — для получения более готового состояния детали из менее готового. Эта статья посвящена технологической подготовке производства. Нас будет интересовать общий подход к автоматизации проектирования оснастки как часть идеологии подготовки производства в условиях цифрового производства.
Обобщенное описание процесса изготовления
Итак, деталь проходит несколько последовательных операций обработки, превращаясь из заготовки в готовую «конструкторскую» деталь. Последовательность операций так или иначе описывается в технологической документации, в которой также задаются режимы обработки, инструмент, оборудование и приспособления, нормативы и другая информация. Все это, безусловно, важно, но давайте взглянем на подготовку производства с другой, может быть несколько неожиданной стороны.
Нас будет интересовать связка «заготовка — инструмент — оборудование — приспособление — полуфабрикат (или деталь)». А точнее — последовательность этих связок, где полуфабрикат предыдущей операции становится заготовкой для следующей (см. таблицу).
Теперь несколько замечаний. Заготовка и даже некоторые промежуточные состояния могут быть идентичными для различных деталей. Причем они могут быть общими как для нескольких штук одной детали, так и для нескольких различных деталей, если разделение на отдельные детали происходит на какой-то промежуточной стадии. Не все операции изменяют геометрию детали или же изменяют ее крайне незначительно — например термообработка или нанесение покрытия. Для некоторых операций могут применяться универсальные приспособления, а для большинства — и стандартный инструмент. В современных условиях вопрос создания специализированного оборудования возникает очень редко, как правило требуется просто учитывать параметры имеющегося стандартного.
Таким образом, задача разбивается на две. Сначала надо получить последовательность состояний детали, а затем на базе полученных моделей проектировать приспособления и оснастку, а иногда и инструмент. Однако не так просто с первого раза определить оптимальную последовательность операций. Постоянные изменения как в конструкции, так и в технологии усложняют задачу. Исходя из этого желательно создать такую структуру ассоциативно связанных моделей, чтобы при изменении детали или последовательности операций, а возможно, и оборудования не приходилось всю работу повторять вновь — то есть надо построить структуру ассоциативных связей, подобную изображенной на рис. 1.
Рис. 1. Направление ассоциативных связей. Базовый вариант
Очевидно, что не для всех операций, отражаемых в технологической документации, имеет смысл создавать собственную модель — это касается только операций, требующих специализированной оснастки. В этом заключается принципиальное отличие от операционных эскизов, хотя их тоже удобно создавать на основе моделей.
Приведенная структура связей предполагает, что для детали уникальными являются все промежуточные состояния. В некоторых случаях использование заготовки, уже отработанной на других подобных деталях, может оказаться весьма эффективным, особенно если заготовка получается литьем или штамповкой и для нее уже имеется соответствующая оснастка. При этом заготовка уже не зависит от данной детали, а структура связей несколько меняется. Также она будет немного иной в случае групповой обработки нескольких различных деталей. В общем случае она может оказаться весьма сложной.
Идея проектирования
Для ряда промежуточных состояний детали надо создать 3D-модели, ассоциативно связанные с моделью готовой детали. Проектирование промежуточных состояний детали может выполняться как «сверху вниз», то есть от детали к заготовке, так и «снизу вверх», то есть от заготовки к детали. Второй метод на практике используется реже — как правило в комбинации с первым.
Какие возможности должна предоставлять автоматизированная система для проектирования промежуточных состояний или полуфабрикатов? Какие команды и какие инфраструктурные возможности должны быть в арсенале системы?
Основные операции, выполняемые при проектировании промежуточных состояний, можно определить как упрощение геометрии и получение эквидистантных граней. Упрощение — это удаление всевозможных граней, например отверстий, скруглений и фасок, которые выполняются на последующих этапах обработки. Эквидистантные грани нужны для задания припусков на обработку соответствующих граней. Если деталь получается из литой заготовки, то нужны и команды создания литейных уклонов.
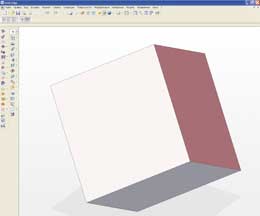
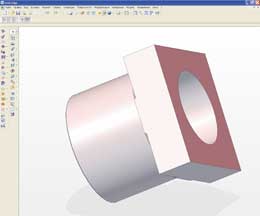
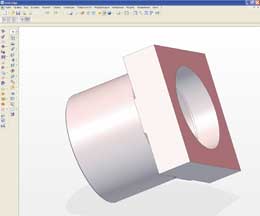
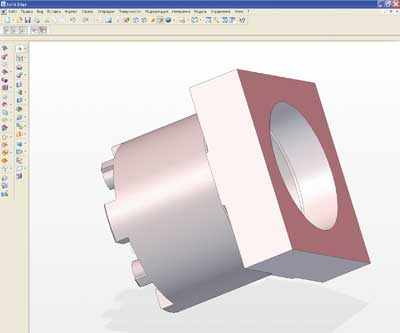
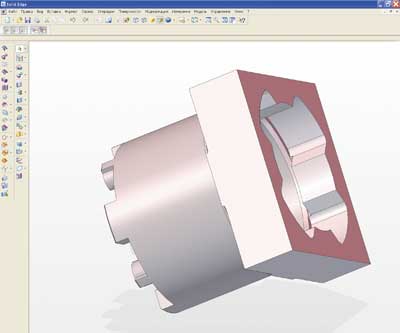
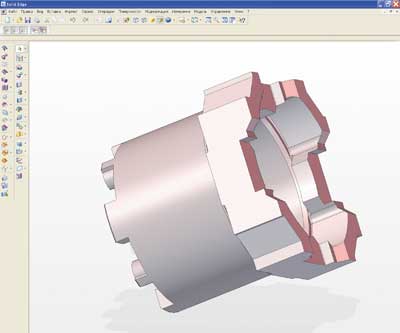
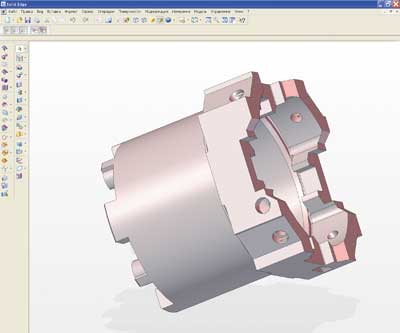
Рис. 2. Различные состояния полуфабриката
Не следует путать упрощение с отключением операций в дереве построения «конструкторской» детали. Во-первых, файл с моделью «конструкторской» детали не должен изменяться — он должен быть доступен технологу только для чтения. Во-вторых, отключение операции далеко не всегда имеет технологический смысл. Так, отключение выреза можно трактовать как получение состояния до операции его выполнения, но отключение выступа не имеет технологического смысла. В-третьих, конструктор, проектируя деталь, исходит из того, как эта деталь должна работать в изделии, и это отражается в дереве построения, особенно если деталь создается в контексте сборки с использованием геометрии соседних деталей.
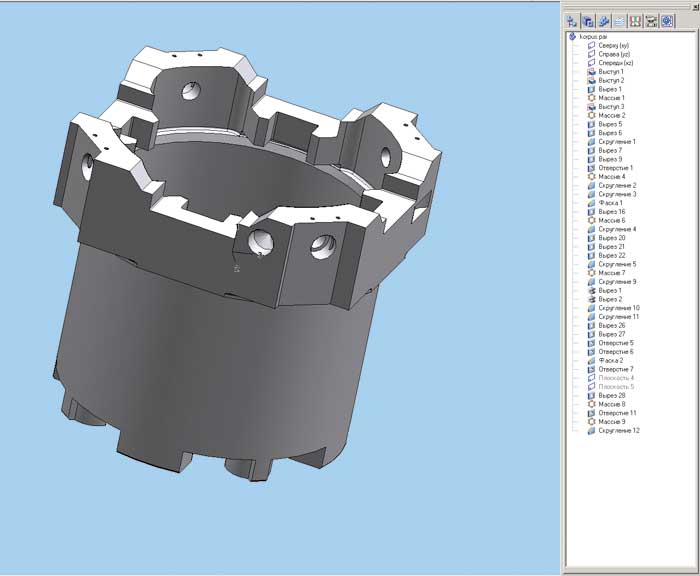
Рис. 3. Конструкторская деталь
Небольшое отступление. Модель детали, созданная конструктором, должна содержать все грани, которые должны быть в реальной детали, и именно в том виде, в котором они там будут присутствовать. Модель должна быть максимально приближена к реальной детали, в этом заключается смысл виртуального макета: чем он ближе к реальности, тем эффективнее. Чертежный подход, когда в технических требованиях указывается «литейный уклон 3 градуса», а сам чертеж выполнен без всяких уклонов, на практике часто приводит к производственным ошибкам. Прибор, как известно, нужен не «в принципе», а «в корпусе». Модель «в принципе» — большая проблема для технолога. Если ее невозможно использовать, то технолог будет создавать собственную. Брак в моделировании бывает сложно обнаружить, а устранить его усилиями технологов зачастую просто невозможно. Задача повышения качества конструкторских моделей — тема для отдельной статьи.
С инфраструктурной точки зрения хотелось бы иметь, с одной стороны, единую модель (полную последовательность упрощающих команд в одном файле) — от детали до заготовки, поскольку это удобно для переупорядочивания операций, а с другой — несколько отдельных моделей (без каких-либо команд) в определенных промежуточных состояниях, для которых собственно и будет создаваться оснастка.
Решение с помощью Solid Edge
На первый взгляд требования противоречивые, но в Solid Edge предусмотрена технология, позволяющая решить поставленные задачи. Это семейства деталей. В Solid Edge для членов семейства деталей есть возможность не только менять числовые значения тех или иных параметров, но и отключать (или включать) те или иные команды. По мастер-модели семейства деталей создаются ассоциативно связанные с ней отдельные элементы. Конструкторская модель, созданная в Solid Edge или NX Unigraphics (в принципе, конструкторская модель, созданная в другой системе, также может быть использована, но ассоциативная связь с конструкторской деталью при этом будет отсутствовать) включается в мастер-модель как ассоциативная копия детали. Таким образом, имеется и единый файл, содержащий все упрощающие команды, и отдельные файлы. Наличие единого файла и удобного табличного интерфейса управления семейством позволяет легко переупорядочивать и модифицировать команды, а отдельные файлы включать в сборку и проектировать оснастку в контексте. Кроме того, конструкторская модель может быть открыта только на чтение, что гарантирует ее сохранность. Изменения в конструкторской модели автоматически отражаются в мастер-модели, в свою очередь изменения в мастер-модели — в моделях промежуточных состояний, при этом для использования файлов с моделями промежуточных состояний непосредственное обращение к мастер-модели не требуется.
В Solid Edge имеется богатый инструментарий для решения поставленных выше задач. Это операции удаления и замены граней, построения эквидистантных поверхностей. Можно использовать и базовый инструментарий моделирования твердых тел, поверхностей и кривых. В ряде случаев очень удобны булевы операции. Но особенно полезны команды прямого редактирования, позволяющие даже на непараметризованном теле перемещать и вращать грани, менять размеры. Команда включения копии детали позволяет включать не только отдельные детали, но и сборки, при этом их можно ориентировать, зеркально отражать и масштабировать, в том числе по разным осям, а также пользоваться вспомогательной геометрией из конструкторской модели. Можно включать произвольное количество копий деталей и сборок — это позволяет объединять заготовки для нескольких деталей в одну.
Итак, базовая методика выглядит следующим образом. В пустой файл детали ассоциативно включается копия конструкторской детали, и выполняются команды упрощения до предпоследнего состояния, предпредпоследнего и так далее до заготовки. Затем создаются члены семейства. Для члена семейства, представляющего заготовку, все упрощающие команды остаются включенными. Для первого полуфабриката после заготовки отключается часть команд, соответствующих выполняемым на первом этапе технологическим операциям. Для второго полуфабриката отключается еще часть команд и т.д. Определив члены семейства, мы их генерируем, создаются отдельные файлы, соответствующие членам семейства. Если в будущем те или иные упрощающие команды будут переноситься из одного члена семейства в другой, то, благодаря ассоциативным связям, адекватно будут изменяться и модели в сгенерированных файлах. На рис. 2 данная методика иллюстрируется на примере классической машиностроительной детали.
Методика модифицируется, если заготовка уже задана и проектирование происходит «снизу вверх». В этом случае в пустой файл включаются и конструкторская модель заготовки как основная геометрия, и модель детали как вспомогательная. Далее, ориентируясь на модель детали, заготовка последовательно усложняется и в конце концов доводится до конструкторской детали (рис. 3). Аналогично базовой методике создается семейство деталей.
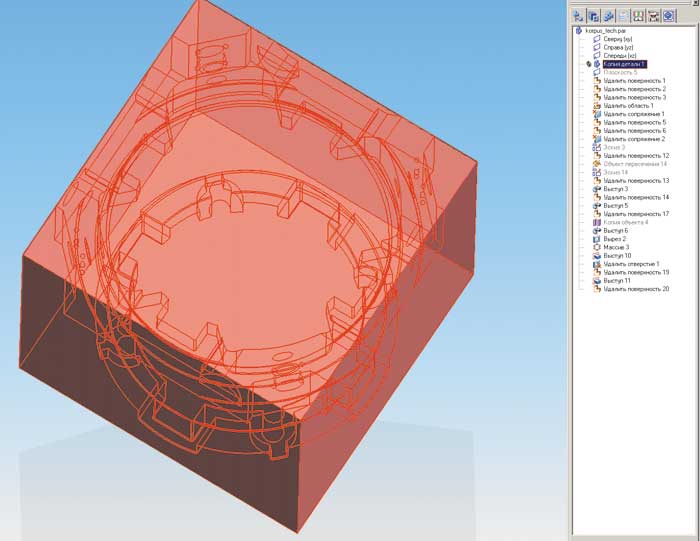
Рис. 4. Технологическая деталь
Возможны и более сложные случаи. У вас могут быть некоторые элементы оснастки, которые хотелось бы использовать для изготовления новой детали. В этих случаях, как и в ряде других, удобно использовать общий подход, основанный на проектировании деталей в контексте сборки. В сборку включаются и позиционируются все необходимые объекты. Далее создается файл «технологической» детали (рис. 4), в которую по мере необходимости включаются транзитивные копии элементов других деталей — «конструкторской» детали, элементов оснастки, предопределенной заготовки или полуфабриката. Этот подход может применяться при методике как «сверху вниз», так и «снизу вверх». Более того, он может использоваться и при смешанной методике — до промежуточного состояния усложняется заготовка, и до этого же состояния упрощается деталь. В этом случае удобно создать две «технологические» детали — для каждого направления движения свою. После создания обеих деталей можно проконтролировать полученные модели — результат пересечения этих деталей (стандартная функция в среде сборки) должен в точности совпадать с каждой из них. «Технологических» деталей можно создать и несколько для каждого направления. В результате появляется возможность параллельной разработки вариантов технологии изготовления, причем даже несколькими специалистами одновременно.
Контроль и управление конструкторскими и технологическими моделями
При реализации предлагаемой методики структура ассоциативных связей оказывается довольно сложной, а цепочки ассоциативно связанных моделей — длинными. В Solid Edge при потере связи с родительской моделью модели-потомки не разрушаются, но изменения распространяться не смогут. Управление связями призвано обеспечить их целостность при перемещении, замене или копировании файлов. Менеджер версий, входящий в Solid Edge, предоставляет базовые средства для этих операций. Предпочтительно использование систем управления документами, обеспечивающих, кроме того, безопасность хранения, управление согласованием и утверждением, а также предоставляющих обширные возможности классификации и поиска. В поставку Solid Edge входят два уровня систем управления данными и проектами: Solid Edge Insight для совместного проектирования в рабочих группах и Teamcenter Express — масштабируемое и гибкое управление знаниями и процессами в рамках всего предприятия или группы предприятий.
Система идентификации промежуточных состояний имеет большое значение. Промежуточное состояние детали — это незавершенное производство, правильный и своевременный учет которого может скрывать значительную экономию. Идентификатор полуфабриката должен позволять быстро и точно определить деталь, которая из него получается, а также всю производственную информацию для этого полуфабриката. Ассоциативная связь конструкторской модели, технологических состояний и оснастки обеспечивает безошибочное и быстрое внесение изменений.
Заключение
Использование ассоциативных связей между различными технологическими моделями и конструкторской моделью детали открывает новые перспективы. Возможность установления таких связей является предпосылкой распараллеливания процессов проектирования и подготовки производства. Как только конструктор закончит эскизное проектирование детали, технолог тут же сможет использовать ее для проектирования подготовки производства. Дальнейшие уточнения и изменения, выполняемые конструктором, не потребуют от технолога повторного моделирования. Соответствующие изменения будут распространяться автоматически. В отличие от бумажной технологии, не обязательно дожидаться полного завершения проектирования детали для передачи ее технологам. Последовательность ассоциативных моделей промежуточных состояний детали обеспечивает автоматизированную взаимосвязь между конструкторской деталью и оснасткой. В результате могут быть устранены нестыковки оснастки с деталью и существенно сокращены усилия, требуемые для внесения изменений в модели оснастки при изменении детали.
К сожалению, главными причинами, мешающими внедрению подобных технологий, становятся организационные вопросы. Часто необходимость подписания бумажной копии чертежа становится непреодолимым препятствием для организации параллельной работы. Мы с оптимизмом смотрим в будущее и верим в подъем российской промышленности. Тому есть положительные примеры, технологии, описанные в данной статье, уже используются на предприятиях. Уже десятки проектных и производственных компаний применяют трехмерное моделирование, узаконили цифровые макеты и научились выполнять их нормоконтроль.
Методика и принципы эксплуатации современных программных продуктов на каждом конкретном предприятии имеют свои особенности. Материалы этой статьи мы предлагаем именно как пример, а не руководство к действию.
Партнеры компании UGS имеют богатый опыт внедрения и разработки методик эксплуатации наших продуктов. Обращаясь к ним, вы получите много полезной информации, в их лице найдете надежного помощника в бизнесе.

