
Изготовление художественных изделий с использованием СimatronE и СimaGraphi
В повседневной жизни мы используем множество различных изделий со сложной пространственной формой. Их дизайн и художественная выразительность оказывают соответствующее воздействие на человека, поэтому при изготовлении таких изделий следует точно реализовать замысел художника. В условиях автоматизированного производства первым звеном всей цепочки «проектирование—изготовление» является математическая 3D-модель изделия, которая может быть получена различными способами.
Самыйтрадиционный и распространенный подход по построению 3D-моделей основывается на первоначальной идее художника или на имеющихся чертежах. Однако весьма часто исходным материалом является существующее изделие — прототип, и в этом случае необходимо провести обмер прототипа (сканирование) с целью получения массива (облака) точек, описывающих поверхность детали. Классические координатно-измерительные машины (КИМ) или оптические сканеры — это довольно дорогостоящее оборудование. Однако для решения большинства задач сканирования прототипа вполне можно использовать возможности фрезерных станков с ЧПУ, оснащенных сканирующими головками. При этом система ЧПУ должна обладать функцией сканирования, реализованной в базовом программном обеспечении. В частности, такие свойства имеются у системы ЧПУ NC3.5G, выпускаемой НПП «Модель», и ее можно рекомендовать для решения задач сканирования.
После проведения модернизации копировально-фрезерного станка 6В443 и оснащения его системой ЧПУ NC3.5G нам удалось создать измерительно-обрабатывающий комплекс, который способен выполнять операции 3D-сканирования и копирования детали-прототипа, а также фрезерование по управляющей программе. Структурная схема комплекса показана на рис. 1.

Рис. 1. Структурная схема работы измерительно-обрабатывающего комплекса
В режиме сканирования при помощи специального алгоритма управления движением система ЧПУ последовательно перемещает щуп сканирующей головки по поверхности детали-прототипа, регистрируя координаты точек, лежащих на ее поверхности. Полученный массив координат (облако точек) сохраняется в одном из форматов, принимаемых CAD-системами, в частности системой CimatronЕ. В большинстве случаев полученное облако точек редактируется, а также формируется 3D-модель будущего изделия. Затем в CimatronЕ выполняется разработка управляющей программы, по которой производится обработка изделия на станке. Передача информации между системой ЧПУ NC-3.5G и рабочими местами CAD/CAM-систем происходит по стандартной информационной сети, работающей по протоколам Ethernet/IPX.
При разработке художественных изделий (украшений, эмблем, столовых приборов, игрушек и т.п.) необходимо создавать 3D-модель по растровому изображению — рисунку, эскизу или фотографии. Отличительная особенность указанных изделий — это наличие в них сложных художественных поверхностей, состоящих из множества очень мелких 3D-элементов: их количество иногда достигает нескольких тысяч, а размеры составляют доли миллиметра. Моделирование таких изделий в классических CAD-системах является весьма трудоемким и приводит к неоправданно большим временным затратам.
Продемонстрируем решение задачи объемной гравировки на примере изготовления электрода для обработки рабочей поверхности чеканочного штампа столовой ложки с использованием специализированной CAD/CAM-системы для художественных работ CimaGraphi. Геометрия ложки представляет собой совокупность 3D-поверхностей, на часть которых наложен мелкий 3D-рельеф. Для изготовления данного изделия используется соответствующий комплект формообразующей оснастки — вырубной, обрезной, формовочный и чеканочный штампы. Каждый из штампов последовательно формирует поверхности или контуры будущего изделия. При этом геометрия рабочих поверхностей оснастки должна быть математически связана с 3D-моделью самой ложки. Окончательная форма ручки с узором формируется с помощью чеканочного штампа. Для окончательного формирования рабочей поверхности чеканочного штампа используются электроды.
Исходные данные для построения геометрической модели поверхности электрода — чертеж ложки и эскиз узора. Исходя из своего опыта по разработке геометрических моделей и технологических процессов изготовления подобных изделий, мы считаем целесообразным использовать для решения поставленной задачи две CAD/CAM-системы — CimatronE и CimaGraphi, поскольку это позволяет существенно сократить сроки разработки, уменьшить машинное время обработки, а также повысить качество обработки изделия на станке.
Моделирование поверхности ложки по данным чертежа осуществлялось в системе CimatronE. При этом потребовалась корректировка исходных чертежей, так как указанные там размеры часто не соответствовали друг другу, что свойственно конструкторской документации, разработанной вручную. Одновременно выполнялась отработка внешнего вида изделия. Дизайнерскую проработку существенно облегчало то обстоятельство, что геометрическая модель поверхности ложки была полностью параметризована, поэтому работа дизайнера свелась к подбору параметров, обеспечивающих наилучший вид изделия. Так были проработаны параметры ручки и шейки ложки, переходы между поверхностями, а с помощью модуля CimatronЕ QuickElectrode по 3D-модели ложки была разработана модель электрода (рис. 2). При конструировании электрода учитывалось направление его движения и электродный зазор.
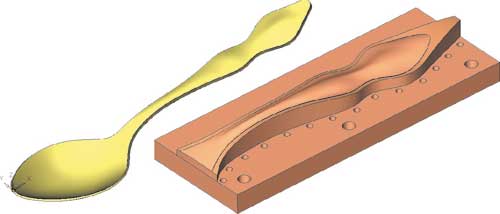
Рис. 2. Модель ложки и электрода без узора
Моделирование узора производилось в системе CimaGraphi на основе плоского эскиза, выполненного художником. Трехмерная модель узора при этом может быть получена двумя способами: автоматическим выдавливанием или пошаговым трехмерным моделированием с использованием специальных функций системы CimaGraphi. В нашем случае эскиз был прорисован недостаточно качественно для использования функций автоматического выдавливания, что могло привести к существенному ухудшению внешнего вида узора на изделии. Вследствие этого потребовалась ручная корректировка узора. Сначала в системе CimaGraphi изображение узора было автоматически векторизовано, а затем было выполнено его редактирование и вписывание контура узора в контур ложки. В результате получился чистовой эскиз в векторном виде (рис. 3).
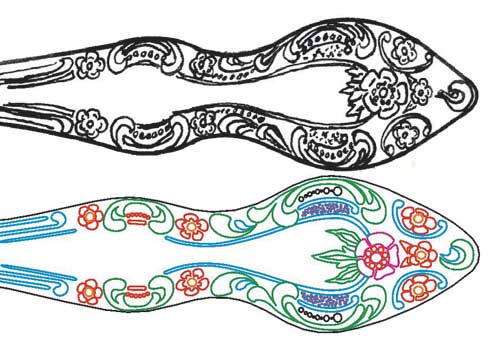
Рис. 3. Эскиз художника — векторизованные контуры
Преобразование эскиза в 3D-модель узора тоже выполнялось с помощью системы CimaGraphi, для чего нужно было задать параметры выдавливания. Параметры могут задаваться как для отдельных элементов эскиза, так и для групп элементов, причем можно использовать базу уже существующих элементов, организованных в библиотеки. Результатом работы стала 3D-модель узора на плоскости. Далее потребовалось расположить этот узор на заранее подготовленной поверхности электрода; с этой целью поверхность электрода импортировалась из системы CimatronЕ в CimaGraphi (рис. 4).
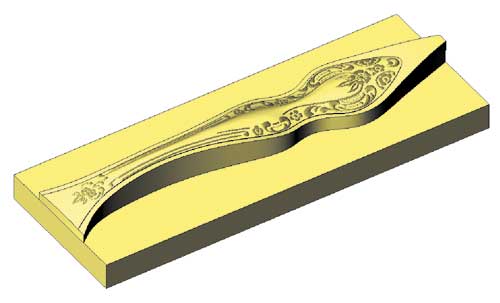
Рис. 4. Модель электрода с узором
Разработка управляющих программ обработки электрода выполнялась в системе CimatronЕ, максимально приспособленной к задачам инструментального производства. Система имеет мощные средства построения стратегий движения инструмента для черновой и чистовой обработок, позволяет проводить оптимизацию траектории движения инструмента, поддерживает высокоскоростную обработку, требования микрофрезерования и т.д. В частности, для вышеупомянутого электрода посредством оптимизации траекторий движения инструмента нам удалось добиться сокращения времени обработки на 50%. Экономия была достигнута за счет сокращения холостых ходов и уменьшения длины траектории движения инструмента. CimatronE позволяет автоматически определять необходимые области обработки, различными способами задавать расстояние между проходами. Кроме того, система дает возможность выполнять реалистичную имитацию (симуляцию) и осуществлять контроль качества (верификацию) обработки, что важно для отработки технологии изготовления мелких 3D-рельефов на поверхности.

Рис. 5. Результат обработки на станке Hermle C-500
Следует отметить, что использование одних и тех же стратегий обработки дает различные результаты в плане производительности, если станки имеют различные конструктивные исполнения и, как следствие, разные сочетания динамических характеристик по управляемым осям, причем в наибольшей степени это зависит от компоновки несущей системы станка. Поэтому очень важно иметь инструмент для точной оценки нормы технологического времени отработки управляющей программы на конкретном станке. В частности, такую оценку можно провести с помощью режима скоростной эмуляции обработки в системе ЧПУ NC-3.5G. Эмуляцию можно выполнить не только на самой системе ЧПУ, но и на рабочем месте технолога, что позволяет оптимально подобрать стратегию обработки для конкретной модели станка.
В дополнение нужно сказать, что скорость отработки управляющей программы на станке существенно зависит от характеристик применяемой системы ЧПУ. Так, наличие у системы ЧПУ функции управления движением «взгляд вперед» (“Look ahead”) позволяет увеличить эту скорость в несколько раз, приблизив величину фактически отрабатываемой станком скорости подачи к значению, заданному технологом, при одновременном снижении динамических нагрузок на станок. Такой функцией обладают все системы ЧПУ НПП «Модель».
Качество поверхности и 3D-рельефа на электроде должно быть высоким, поэтому технолог должен подбирать такие траектории движения инструмента, которые оптимальны в плане расположения микронеровностей на изделии. Расположение микронеровностей тоже должно оптимально сочетаться со способом последующей финишной обработки.
Качество узора на металле зависит и от технологии обработки, и от режущего инструмента, и от возможностей оборудования. Как режущий инструмент для чистовой обработки поверхности электрода мы использовали однозубую гравировальную фрезу с диаметром кромки 0,1 мм (размер наименьшего элемента узора — 0,1 мм); материал фрезы — мелкозернистый твердый сплав. Припуск на чистовую обработку — 0,025 мм. Траектория инструмента рассчитывалась исходя из высоты гребешка 1,25 мкм, что соответствует расстоянию между проходами фрезы 0,03 мм. Резание при оптимальных режимах при диаметре инструмента 0,1 мм требует оборудования, обеспечивающего частоты вращения в десятки тысяч об./мин, однако надлежащее качество поверхности можно получить и на современных фрезерных станках с ЧПУ, имеющих жесткую несущую систему.
Обработка велась на фрезерном станке Hermle C-500; точность позиционирования станка — 0,002 мм. Обработка производилась в среде СОЖ. Материал электрода — ЛО70-1. Режим обработки: частота вращения шпинделя — 16 000 об-1, подача — 600 мм/мин. Время чистовой обработки при расстоянии между проходами 0,03 мм составило 4 ч.
Шероховатость, полученная при обработке, — Ra 1.25 (рис. 5). Если использовать для гравировальных работ классические фрезерно-гравировальные станки, то далеко не всегда можно получить желаемый результат. В частности, обработка на фрезерно-гравировальном станке из-за недостаточной жесткости станка и отсутствия плавности при перемещениях узлов привела к низкому качеству поверхности (Ra 6.3) и к вынужденному снижению скорости подачи, что значительно увеличило время обработки.
Приведенный пример показывает, что при наличии соответствующих CAD/CAM-систем, технических средств и технологий автоматизированное изготовление изделий художественного назначения становится вполне реальным. Имея 3D-модель, проектировщик может оценить внешний вид и точность будущего изделия до его реализации в металле и при необходимости внести изменения. Появляется возможность проверки функциональных свойств изделия, например путем моделирования процесса штамповки ручки с узором. Обеспечивается математическое единство при производстве оснастки и изделия, что особенно важно для металлоизделий с мелким и точным узором. Сокращается срок подготовки производства, исключается брак из-за влияния человеческого фактора, что позволяет обеспечить повторяемость изделий, особенно при замене изношенной оснастки. Кроме того, появляется возможность наладить выпуск повторяющихся изделий на основе детали-прототипа — в частности тех изделий, которые ранее выпускались с ручной чеканкой.
Представленные результаты получены на Научно-производственном предприятии «Модель» (г.Нижний Новгород). НПП «Модель» предлагает комплексные решения автоматизированного проектирования и производства, представляя интересы СП ЗАО «Би Питрон» (г.Санкт-Петербург) в Нижегородском регионе.

