
CAD/CAM-решения SolidWorks для автоматизации производства
SolidWorks — промышленный стандарт 3D-проектирования
CAMWorks — интегрированный CAM-модуль SolidWorks
Передача данных на станок с ЧПУ
В настоящее время решение задач автоматизации производства совершенно невозможно представить без средств компьютерного моделирования и инженерной графики. Внедрение современных гибко настраиваемых комплексов САПР/ЧПУ позволяет сократить проектный цикл, снизить производственные затраты и повысить конкурентоспособность выпускаемой продукции. В данной статье мы рассмотрим преимущества использования интегрального решения SolidWorks/CAMWorks для обеспечения сквозной автоматизированной поддержки изготовления изделий.
SolidWorks — промышленный стандарт 3D-проектирования
Как уже не раз отмечалось в публикациях в нашем журнале, SolidWorks — мощное средство проектирования, ядро интегрированного комплекса автоматизации предприятия, которое позволяет осуществлять поддержку изделия на всех этапах жизненного цикла в полном соответствии с концепцией CALS-технологий. В данной статье мы не будем подробно останавливаться на технических особенностях базового конструкторского модуля SolidWorks, поскольку его высокий функционал ни у кого не вызывает сомнений. В основу SolidWorks положен модульный принцип построения, обеспечивающий масштабируемость системы для реализации сквозной автоматизированной поддержки процессов, связанных с изготовлением изделий, включая проектирование деталей и технологической оснастки, моделирование процессов механообработки и электроэрозии, генерацию управляющих программ для станков с ЧПУ. Базируясь на технологиях гибридного параметрического моделирования, SolidWorks обеспечивает создание точной геометрической модели будущего изделия со всеми атрибутами, необходимыми для его изготовления (допуски на размеры, шероховатости, допуски формы и расположения поверхностей и др.).
CAMWorks — интегрированный CAM-модуль SolidWorks
На основе геометрической модели SolidWorks создаются формообразующие элементы технологической оснастки (штампов и пресс-форм) и выполняется численное моделирование процессов обработки на оборудовании с ЧПУ. Для этого применяется модуль CAMWorks — одна из наиболее совершенных и интеллектуальных систем для создания управляющих программ для станков с ЧПУ, полностью интегрированная в пользовательский интерфейс SolidWorks и обеспечивающая работу на уровне единой геометрической модели (рис. 1). Остановимся подробнее на моделировании процесса обработки в среде интегрированного решения SolidWorks/CAMWorks.
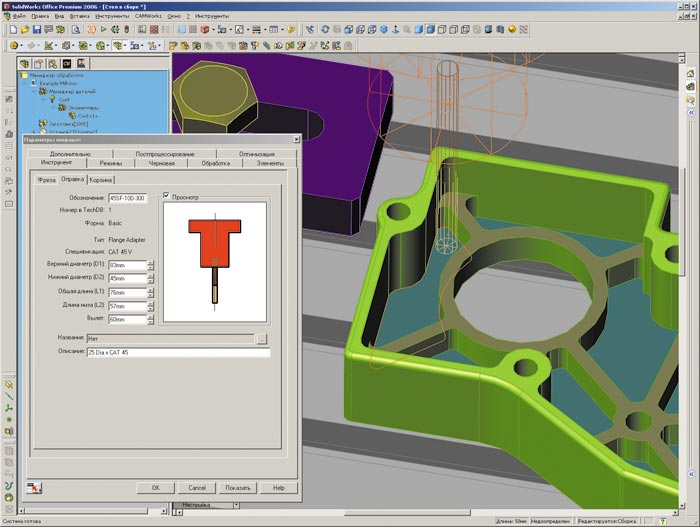
Рис. 1. CAMWorks упрощает выбор инструмента, показывая его динамичное отображение в графической области
CAMWorks поставляется в следующих конфигурациях: 2,5-осевое фрезерование, 3-осевое фрезерование, многоосевое фрезерование (одновременно по 4/5 осям), 2- и 4-осевое точение, токарно-фрезерная обработка, 2-и 4-осевая эрозионная обработка. В CAMWorks реализована полная ассоциативность со всеми изменениями геометрической модели SolidWorks, что обеспечивает адаптацию операций обработки при изменении геометрической модели (рис. 2).
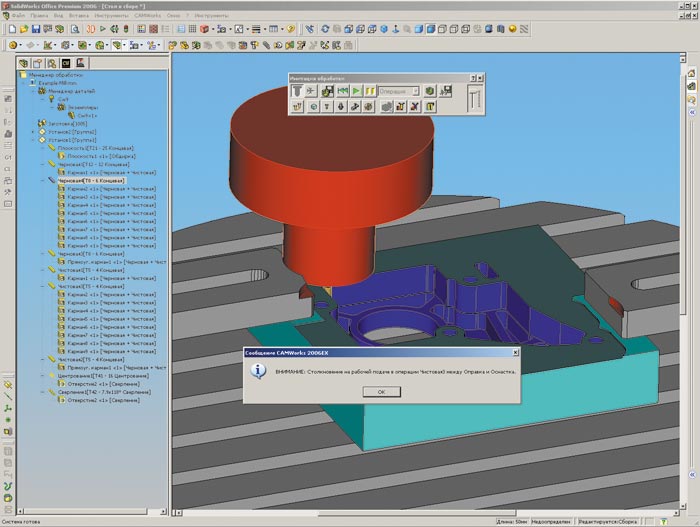
Рис. 2. При столкновении элементов фрезы и патрона с деталью или оснасткой CAMWorks может прекратить имитацию обработки и выдать соответствующее сообщение
К основным функциональным возможностям CAMWorks (рис. 3-11)относятся:
• 2,5-осевое фрезерование — автоматическое или интерактивное выделение обрабатываемых элементов, работа с твердотельными моделями и эскизами, элементы высокоскоростной обработки, операции сверления, обработка резьбы, возможность позиционирования по 4-й и 5-й осям и пр.;
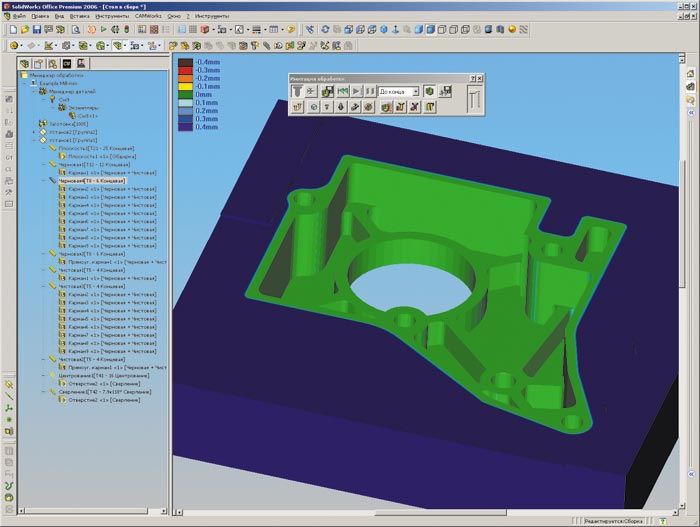
Рис. 3. Количественный анализ результатов обработки детали
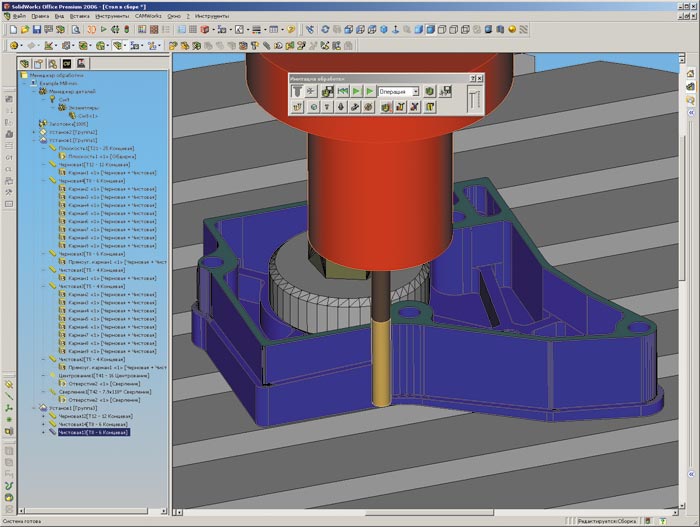
Рис. 4. CAMWorks может выполнить удаление остатков материала, учитывая перезакрепление детали
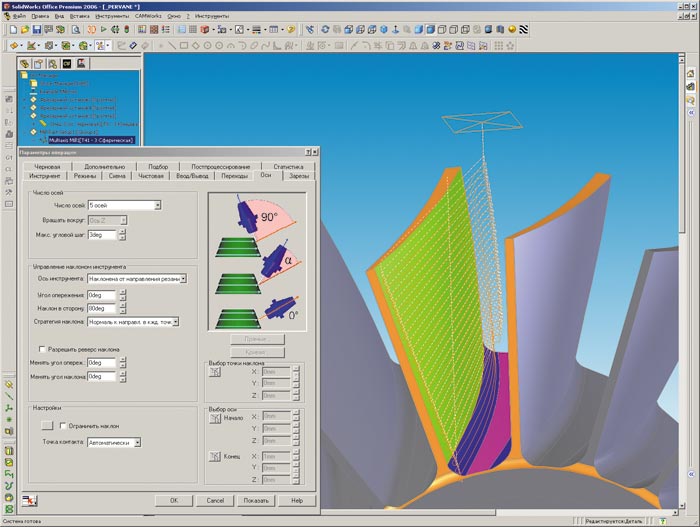
Рис. 5. При изменении любого параметра CAMWorks его физический смысл иллюстрируется динамично меняющейся картинкой в правом верхнем углу окна параметров операции (на примере управления наклоном оси при 5-осевой обработке)
• 3-осевое фрезерование — широкий выбор стратегий черновой, получистовой и чистовой обработки, возможность подбора материала, учет геометрии реальной заготовки, поддержка инструмента всех видов, опциональная возможность обработки поднутрений фрезами типа «ласточкин хвост» и грибковыми и т.д.;
• 4/5-осевое фрезерование — модуль непрерывной обработки CAMWorks позволяет создать траектории обработки таких сложных деталей, которые невозможно эффективно изготовить на 3-осевых станках, например формообразующих поверхностей пресс-форм и штампов, винтов, лопаток турбин, режущего инструмента и др. Модуль 4-осевой непрерывной обработки CAMWorks создан для выполнения сложных работ с вращением заготовки, например для изготовления кулачков и распределительных валов, ходовых винтов и лопаток;
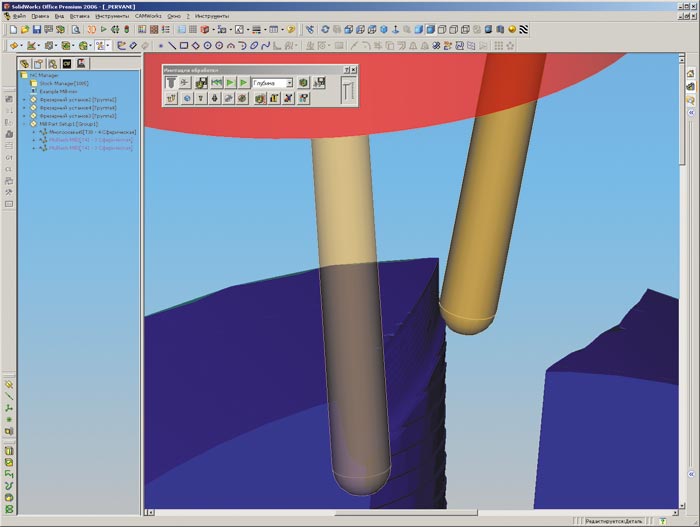
Рис. 6. Изменение пространственного положения оси фрезы для сохранения ее постоянного наклона к местной нормали к поверхности лопатки колеса компрессора
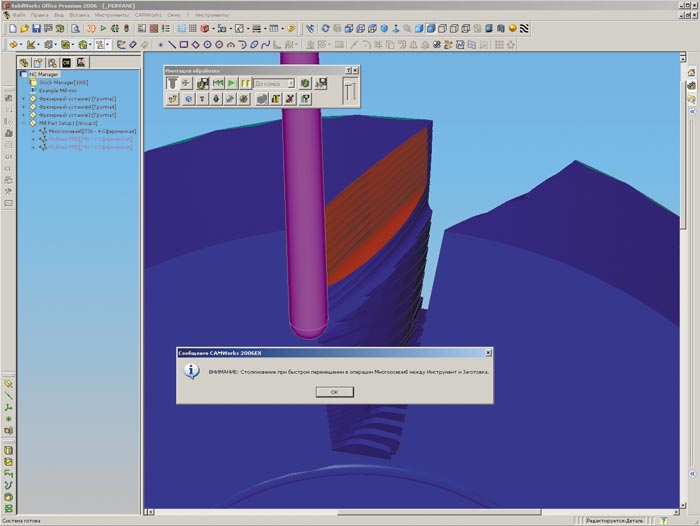
Рис. 7. CAMWorks сообщает о возможных конфликтах как при рабочих, так и при ускоренных перемещениях при обработке (на примере 5-осевой обработки)
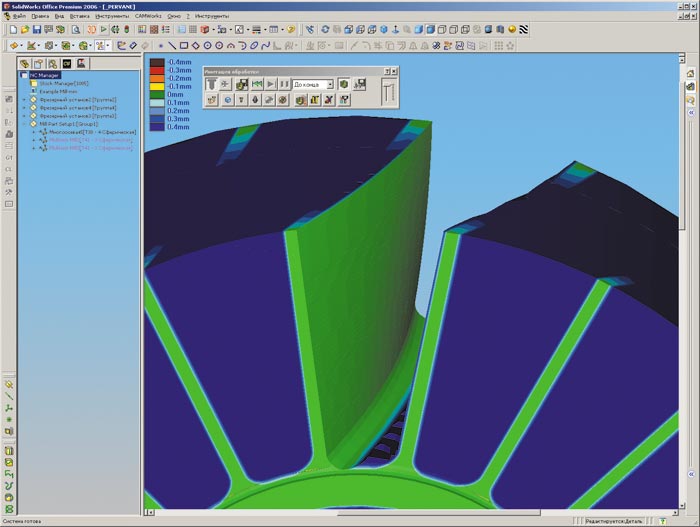
Рис. 8. Контроль чистоты обработки поверхности пера лопатки
• токарная обработка — автоматическое выделение обрабатываемых элементов, использование сплошных, полых и фасонных заготовок, поддержка станков с двумя суппортами и с противошпинделем, применение стандартных циклов обработки, обработка наружных и внутренних контуров, единая база сверлильного и расточного инструмента для токарной и фрезерной обработки;
• токарно-фрезерная обработка — сочетание всех возможностей фрезерной и токарной обработки, опциональная фрезерная обработка с непрерывным вращением заготовки, поддержка любых комбинаций токарных и фрезерных обрабатывающих осей (оси C, B, Y), сохранение возможностей отдельного программирования фрезерной и токарной обработки для соответствующих станков;
• фрезерование в режиме сборки — CAMWorks использует возможности сборок SolidWorks для обработки группы деталей и для полного учета реальной обстановки на столе станка;
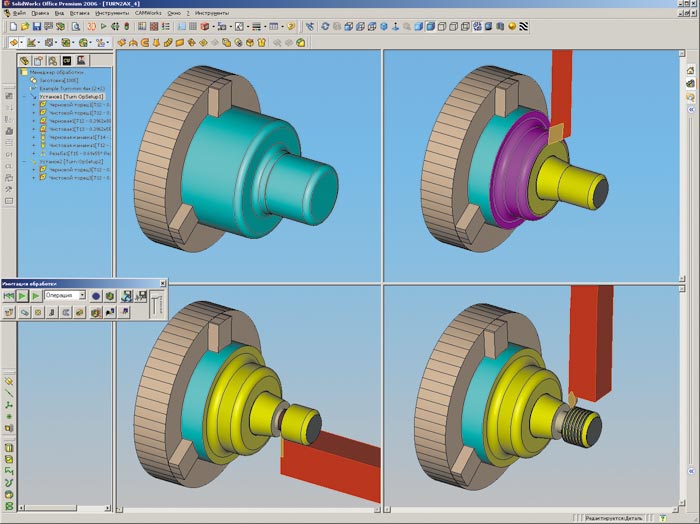
Рис. 9. Последовательность токарной обработки детали на станке с двумя суппортами: заготовка — чистовая обработка контура — чистовая обработка канавки со второго суппорта — точение резьбы)
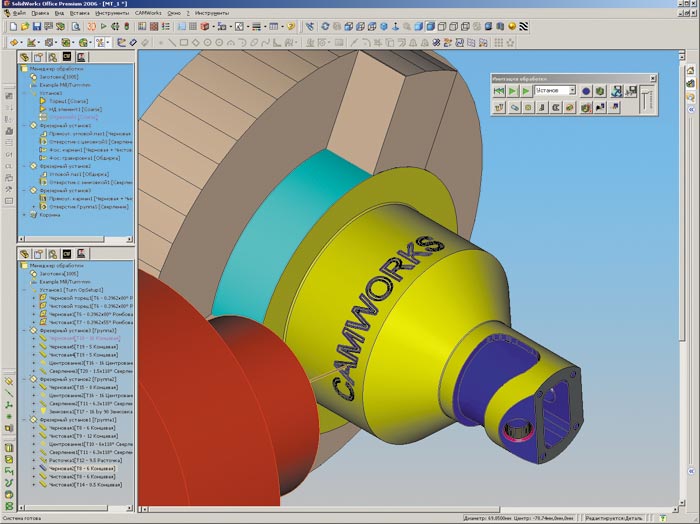
Рис. 10. Гравирование надписи на цилиндрической поверхности при использовании токарно-фрезерного центра (с осью C); видны также элементы, обработанные с торца, при наклонном установе и при непрерывном вращении заготовки
• эрозионная обработка — 2- и 4-осевая обработка, автоматическое или интерактивное выделение обрабатываемых контуров, обработка матриц и пуансонов в одном файле, автоматическое создание перемычек и разрушаемых ударом микроперемычек, возможность полного выжигания материала в узких вырезах, множество способов подвода и отвода, библиотеки режимов обработки;
• автоматическое и интерактивное распознавание элементов — CAMWorks автоматически распознает разные призматические элементы, в том числе с уклонами на стенках; элементы, не распознанные автоматически или нуждающиеся в корректировке, можно определить в CAMWorks с помощью специального мастера;
• имитация обработки — управление цветом отображения разных инструментов, возможность остановки имитации при возникновении конфликтов и количественного анализа точности обработки;
• обработка с использованием базы знаний — технологическая база данных поставляется с наполнением, позволяющим в большинстве случаев сразу же ее использовать; для получения максимальной отдачи от CAMWorks можно изменить эти и добавить новые данные, отражающие знания и опыт пользователя и особенности производства. Информация в базе данных разделена на категории: станки и инструмент — описания и параметры станков и инструмента конкретного предприятия, режимы — информация для расчета подач и оборотов на основе материалов детали и инструмента, элементы и операции — последовательности обработки для каждого типа элемента с учетом граничных условий, размеров, материала детали и т.д.
Пользовательский интерфейс CAMWorks, как и SolidWorks, полностью выполнен на русском языке. В комплекте с CAMWorks поставляется русскоязычная документация.
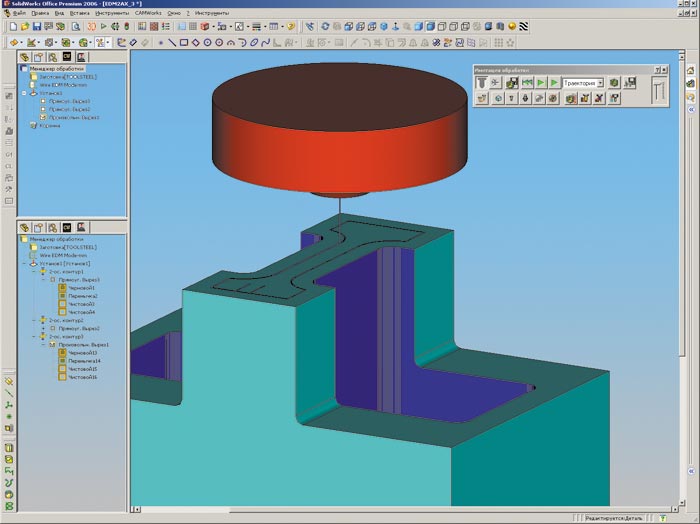
Рис. 11. Пример визуализации эрозионной обработки: два выреза уже выполнены (синие грани; обрезки материала удалены), а третий обрабатывается начисто (отрезанный материал представлен на экране; видны траектории подвода, отвода и обрезки перемычки)
Особенности различных типов постпроцессоров
Передача данных на станок с ЧПУ
В процессе разработки управляющих программ с использованием САМ-систем важным этапом является постпроцессирование, которое заключается в преобразовании выходных данных САМ-системы в формат используемой системы ЧПУ. Именно от того, насколько корректно написан постпроцессор, зависит безошибочная работа станков. В связи с этим CAMWorks имеет встроенные библиотеки постпроцессоров для различных управляющих стоек, а также обеспечивает возможность разработки пользовательских постпроцессоров.
Единого стандарта использования функций G-Code сегодня в постпроцессорах не существует. Принятые национальные и международные стандарты регламентируют использование некоторого числа основных команд, а остальные задействуются производителями систем ЧПУ по своему усмотрению. К тому же, помимо формата G-Code, имеются радикально иная система программирования Heidenhain и множество систем ЧПУ прежних поколений, которые предъявляют особые требования не только к используемым функциям и формату их записи, но и к расчету динамики станка. Реализовать такое многообразие форматов управляющих программ (УП) можно с помощью настраиваемого постпроцессора. В настоящее время все производители САМ-систем снабжают свои продукты именно такими постпроцессорами (включая универсальный генератор постпроцессоров системы CAMWorks) или предоставляют инструментальные средства для их разработки сторонними фирмами.
Как правило, настраиваемый постпроцессор состоит из ядра и файла настройки. Ядро — это сердце постпроцессора, выполняющее математические операции и ввод-вывод и содержащее интерпретатор файла настройки. Обычно ядро неизменно и является своего рода черным ящиком для технолога. В зависимости от степени интеграции ядра с САМ-системой различаются встроенные (интегрированные) и внешние постпроцессоры. Встроенные постпроцессоры получают информацию для обработки напрямую, минуя промежуточный файл в формате CLData или APT. Их использование предпочтительнее, так как они оперируют категориями не только низкого уровня (координатами положения инструмента и так называемыми командами постпроцессора), но и высокого (подвод, отвод, врезание и т.п.), позволяя более точно управлять формированием УП.
В отличие от ядра, файл настройки доступен для изменения. Когда речь заходит о написании постпроцессора, то под этим в основном подразумевается разработка именно такого файла. Его структура может варьироваться — от простейшего хранения используемых команд ЧПУ и других статических параметров (табличный файл) до фрагментов или целых процедур, расширяющих функциональность ядра или описывающих правила формирования УП, написанных на специализированном языке программирования (языковой файл). Каждый из них имеет свои преимущества и недостатки, представленные в таблице.
Практически лишена недостатков комбинация обоих вариантов, реализованная в универсальном генераторе постпроцессоров (UPG) системы CAMWorks. Благодаря использованию диалогового режима можно оперативно назначить правила форматирования адресов и формирования кадров УП (рис. 12).
Рис. 12. Диалоговое окно настройки постпроцессора
Помимо формирования УП, постпроцессор создает сопроводительный файл, содержащий информацию о дате, используемом инструменте и т.п. (рис. 13).
Рис. 13. Сопроводительный файл постпроцессора
В случае необходимости задействовать оригинальные возможности системы ЧПУ можно перейти к ручной настройке с использованием языковых средств (рис. 14).
Рис. 14. Использование языковых средств настройки постпроцессора
Программирование ведется с использованием бейсикообразного языка, который содержит как средства, присущие универсальным языкам программирования, так и специализированные переменные и функции. Благодаря интуитивно понятному построению файла настройки, легкости языка программирования и системе документации, время на разработку постпроцессора снижается до минимума. По завершении создания постпроцессора он становится доступным для использования в пользовательском интерфейсе модуля CAMWorks. Сегодня по заказам пользователей программного комплекса SolidWorks/CAMWorks специалистами компании SolidWorks-Russia создана библиотека постпроцессоров, включающая большую часть оборудования, используемого на предприятиях постсоветского пространства.
* * *
Итак, мы рассмотрели основные технические аспекты применения CAM-модуля SolidWorks для автоматизации производства. В заключение еще раз подчеркнем, что только внедрение современных гибко настраиваемых программных комплексов для моделирования процессов механической и электроэрозионной обработки и подготовки управляющих программ для станков с ЧПУ позволяет снизить производственные затраты и повысить конкурентоспособность выпускаемой продукции. Компания SolidWorks-Russia готова помочь всем заинтересованным предприятиям в этом вопросе и предоставить все знания и опыт, накопленные нами за долгие годы проектно-внедренческой деятельности.
Артем Аведьян
Канд. техн. наук, директор по маркетингу SolidWorks-Russia.
Михаил Малов
Зам. технического директора SolidWorks-Russia.

