
ГеММа-3D версии 9.5: новые возможности программирования обработки
Анализ имеющегося станочного парка пользователей системы ГеММа-3D, как и анализ станочного парка потенциальных заказчиков различных отраслей промышленности, показывает возросший интерес предприятий к закупке и модернизации фрезерного оборудования и повышенное внимание к группе токарного оборудования, поскольку все больше предприятий решают свои производственные задачи на этих группах станков. Именно в этом направлении и велись работы компании НТЦ ГеММа по дальнейшему развитию системы ГеММа-3D.
В настоящей статье мы представим новые возможности программирования обработки в новой версии системы ГеММа-3D по сравнению с предыдущими версиями. Прежде всего стоит упомянуть, что удалось значительно сократить время подготовки технологических контуров, используя геометрические примитивы (рамка, прямоугольник, шпоночный паз), а также примитивы на валу, удобные для задания контуров токарной обработки. Логические операции с контурами, такие как сложение, вычитание, пересечение и др., позволили заметно ускорить процесс создания сложной технологической геометрии.
Кроме того, следует отметить, что значительную экономию времени при геометрических построениях дают так называемые массовые операции (операции над группами объектов), круг которых существенно расширился. При работе с импортируемыми моделями очень полезен новый инструмент автоматического распознавания геометрических примитивов.
Фрезерная обработка и гравировка
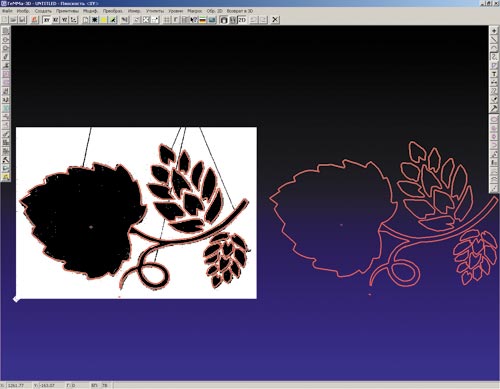
Теперь в процессе создания элементов подхода-отхода контура можно динамически менять их параметры; при этом изменения параметров отображаются на экране автоматически. Улучшенные алгоритмы таких операций, как «Вписать резец», «Вписать фрезу», позволяют получать достоверные зоны доработок и ограничений. Расширенные возможности операции построения эквидистант позволяют одновременно обеспечить плавность траектории инструмента и остроту углов на детали. Модифицированная операция ручного переноса геометрических объектов может быть использована для операций раскладки, при раскрое листового материала. Применение растровых изображений в качестве подложки заметно упрощает создание необходимых геометрических элементов, например при художественной гравировке.
Новый менеджер проектов управляющих программ позволяет сократить сроки их подготовки и отладки. Возможность обработки замкнутого контура с перехлестом позволяет избегать рисок и заусенцев на изготавливаемых изделиях.
Появилась возможность задавать с плоского чертежа третью координату, используя инструмент получения высоты с указанной проекции детали.
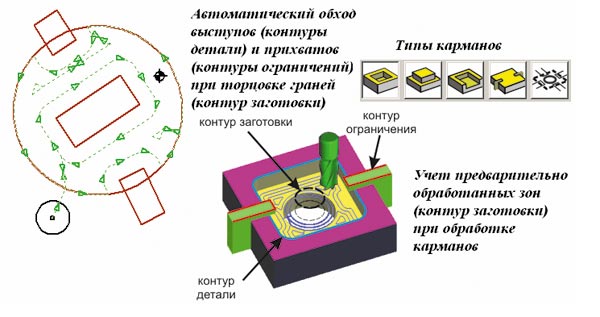
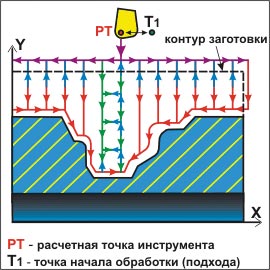
При использовании стратегии «Выборка кармана по эквидистанте» или «Выборка кармана штриховкой» появился новый уровень прозрачности и гибкости за счет применения в качестве исходных данных следующих групп геометрических объектов:
• контуры детали;
• контуры ограничений;
• контур заготовки.
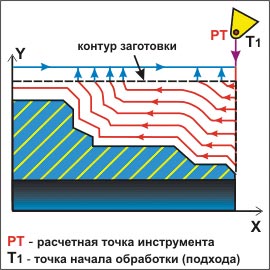
Торцевать плоскости теперь можно, задавая только контур заготовки и угол штриховки, и получить таким образом кратчайшую траекторию фрезеровки.
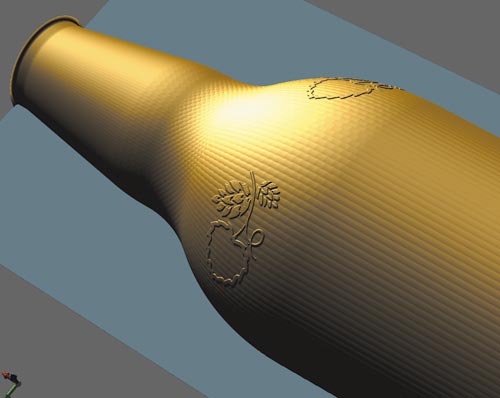
При использовании гравировки для изготовления художественных изделий можно почти сразу же получить результат благодаря новому, радикально ускоренному алгоритму расчета траекторий, а также за счет возможности автоматического формирования управляющей программы.
Токарная обработка
Значительно пополнился список стратегий, доступных в режиме токарной обработки:
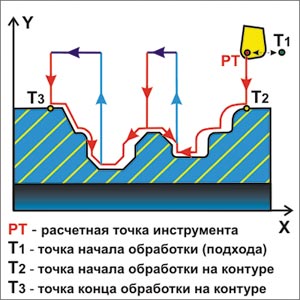
• резец может следовать линиям, эквидистантным к профилю изделия с помощью стратегии «По профильным линиям»;
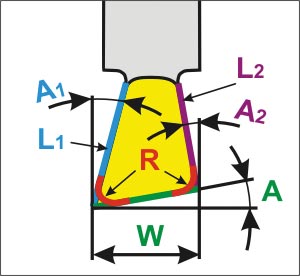
• при использовании для обработки канавочных резцов все параметры профиля будут учтены при формировании траектории;
• специальные стратегии для обработки — канавочными резцами — контурная обработка канавки и поперечная (для широких резцов), независимо от сложности обрабатываемого профиля, удобны для получения качественных траекторий движения инструмента, как для одностороннего, так и для двустороннего точения.
При создании макросов постоянных циклов можно использовать неограниченное количество параметров станочных циклов в соответствии с требованиями инструкции по программированию конкретной стойки. Данная возможность позволяет надлежащим образом интегрировать нестандартные возможности станков в систему.
Специалисты предприятий, принимавших участие в тестировании бета-версии 9.5, отметили, что особенно хорошо система проявила себя в цеховых условиях, когда основным становился вопрос оперативной подготовки управляющих программ. Интуитивная понятность системы как для программистов, так и для наладчиков позволяет сокращать время разработки программ.

