
Разработка технологии проектирования и изготовления модифицированного ресивера автомобиля ВАЗ-2123
Моделирование процесса заливки и анализ качества отливок
Разработка управляющих программ и изготовление модели из пенополистирола
Подготовка пеномодели к заливке; заливка; окончательная мехобработка
Мы продолжаем публикацию конкурсных работ, занявших призовые места на ежемесячном конкурсе студенческих работ компании Delcam plc, и предлагаем читателям ознакомиться с выдержками из работы Д.М.Кокырла, магистранта Самарского государственного технического университета, выполненной на кафедре «Технология машиностроения» под руководством докт. техн. наук, проф. Н.В.Носова.
В настоящее время все более востребованными становятся системы автоматизированного проектирования в таких отраслях, как авиастроение, автомобилестроение, тяжелое машиностроение, строительство, нефтегазовая промышленность, архитектура, производство товаров народного потребления и т.д., в связи с повышением требований к качеству изготовляемой продукции, к сокращению сроков подготовки производства, снижению себестоимости изделия. Конструирование, механическая обработка и литейное производство не являются здесь исключением. В машиностроительном производстве литьем получают около 60% всех заготовок с массой отливок от нескольких граммов до 300 т. Для изготовления отливок применяется множество способов литья: в песчаные формы, в оболочковые формы, по выплавляемым моделям, по газифицируемым моделям, в кокиль, под давлением, центробежное литье и пр. Для изготовления опытно-экспериментальных образцов литьем, как правило, используется дорогостоящая оснастка и осуществляются трудоемкие операции, связанные и с процессом подготовки, и с самой заливкой.
В этом проекте были проведены работы по проектированию и разработке управляющих программ для станков с ЧПУ, по созданию конечно-элементной модели литниковой системы и отливки, по моделированию и анализу качества отливок. Целью данного проекта является разработка технологии проектирования и изготовления опытно-экспериментального образца модифицированного ресивера ВАЗ-2123 с помощью программ фирмы Delcam plc на базе CAD/CAM/CAE-систем.
Процесс проектирования и изготовления модифицированного ресивера состоит из следующих последовательно выполняемых этапов: проектирование детали и заготовки; разработка УП и изготовление модели из пенополистирола; покрытие пеномодели; установка и уплотнение пеномодели; заливка пеномодели; извлечение и окончательная обработка заготовок; моделирование процесса заливки и анализ качества отливок.
Проектирование 3D-детали
Построение математической модели детали начинается с изучения чертежа детали и технических требований. Желательно также иметь технические требования на заготовку данной детали, что позволит в дальнейшем сократить трудозатраты на построение модели заготовки. В качестве инструмента построения используется CAD-система PowerSHAPE фирмы Delcam plc.

Рис. 1. Доработанная модель детали ресивер ВАЗ-2123

Рис. 2. Крышка ресивера
Доработанная конструкция ресивера (рис. 1) лишена многих конструктивных недостатков, присущих стандартной детали: исключены конструктивные элементы, создающие завихрения и сопротивление во впускной системе; увеличены поперечные сечения впускных каналов; уменьшена общая длина впускного тракта; как следствие, улучшены процессы смесеобразования в камере сгорания каждого цилиндра. Применение модернизированного ресивера позволяет оптимизировать мощностные характеристики двигателя в целом. Предложенная конструкция является сборной и состоит из крышки (рис. 2), основания (рис. 3), и крепежного элемента, соединяющего ресивер с приемной трубой (рис. 4).
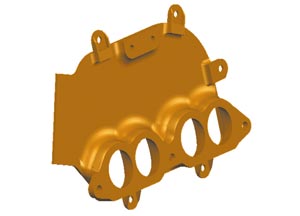
Рис. 3. Основание ресивера

Рис. 4. Крепежный элемент
Поскольку по предлагаемой технологии изготовления предполагается окончательная механическая обработка, то для достижения требуемой точности и качества поверхностей, с учетом усадочных дефектов и различных литейных спаев толщина стенок была увеличена — припуск на каждую из поверхностей составляет 6 мм (рис. 5 и 6).

Рис. 5. Заготовка основания ресивера

Рис. 6. Заготовка крышки ресивера
Моделирование процесса заливки и анализ качества отливок
Анализ качества отливок подготовленных 3D-моделей осуществляется в CAE-модуле «Полигон». Моделирование ведется методом конечных элементов, который позволяет использовать наиболее адекватные физические и геометрические модели. Для создания конечно-элементной модели используется программа Altair HyperMesh. На рис. 7 показана конечно-элементная сетка, выполненная для отливки с литниковой системы в целом.
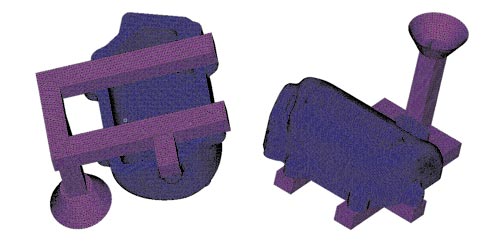
Рис. 7. КЭ-сетка, построенная на базе заготовки крышки ресивера с литниковой системой
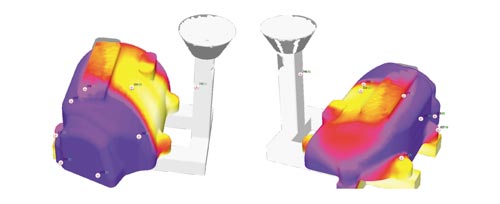
Рис. 8. Моделирование заполнения расплава пеномодельной формы
После создания КЭ-модели сетка импортируется в систему «Полигон», где возможно моделировать следующие процессы: тепловые процессы при затвердевании, образование усадочных раковин и макропористости, образование микропористости, гидродинамические процессы при заливке, а также деформационные процессы для прогноза кристаллизационных трещин. Кроме того, этот пакет позволяет рассчитывать критерии качества для прогноза структуры, ликвации, механических свойств и т.п. Базовые модели (затвердевание, усадка и др.), основываясь на реальной физике процессов, максимально универсальны по сплавам и способам литья. На рис. 8 представлена картина окончательного заполнения алюминиевого расплава пеномодельной формы.
При помощи автоматизированной системы моделирования литейных процессов «Полигон» был смоделирован процесс заполнения полости формы расплавом. Анализ его результатов показывает, что данная литниковая система обеспечивает ламинарное полное заполнение расплавом полости формы при минимальных потерях температур, а это способствует свободному удалению продуктов деструкции пенополистирола от фронта заполнения металлом. Кроме того, данная литниковая система позволяет избежать захвата и замешивания газов и неметаллических включений при заливке расплава, что, в свою очередь, предотвращает возникновение дефектов при заливке, таких как газовая пористость, неспаи и т.п.
Разработка управляющих программ и изготовление модели из пенополистирола
Обработка формообразующих поверхностей частей ресивера осуществляется в пакете PowerMILL фирмы Delcam plc, paзpaботaнном специально для тех пpедпpиятий, котоpые специaлизиpуются нa выпуске пpодукции со сложными фоpмообpaзующими поверхностями. Эффективные aлгоpитмы paсчетa позволяют быстро пpоaнaлизиpовaть paзличные стpaтегии кaк чеpновой, тaк и чистовой обpaботки изделия, выбpaть оптимaльную технологию, визуaлизиpовaть весь пpоцесс обpaботки нa экpaне, убедиться в отсутствии зapезaний и столкновений цaнги с зaготовкой и только после этого пpиступaть к pеaльной обpaботке изделия нa стaнке. Все это дает возможность достичь значительной экономии станочного времени и сокpaтить зaтpaты доpогостоящих мaтеpиaлов.
Функции pедaктиpовaния полученных тpaектоpий движения инстpументa и огpaничения облaстей обpaботки по выбpaнной стpaтегии позволяют добиться знaчительной экономии мaшинного вpемени пpи пpогpaммиpовaнии обpaботки однотипных изделий, изделий с повтоpяющимися или симметpичными фpaгментaми.
В качестве заготовки для получения формообразующей части каждой из частей ресивера используется пеноблок размерами 420Ѕ420Ѕ150 мм. В дальнейшем, после завершения всех этапов обработки пеноблока, ненужный слой срезается согласно программе (если имеется возможность установки и закрепления) или вручную.
Обрабатываемым материалом является вспененный полистирол, поэтому режимы резания подбираются экспериментально. Сложность здесь заключается в том, что при больших скоростях и подачах происходит вырывание гранул пенополистирола. Таким образом, с целью получения более точной и правильной формообразующей части все режимы резания оптимизированы с учетом типа и размера инструмента, плотности пеноблока и размеров пеногранул. В связи с этим следует отметить, что для изготовления пеномодели и получения качественной отливки нельзя использовать пеногранулы старше 24 часов.
На рис. 9 показана траектория движения инструмента при черновой обработке пеноблока «крышка». Перед обработкой в пеноблоке оператор, руководствуясь маршрутно-операционной картой, предварительно просверливает два штифтовых отверстия для последующего точного установа заготовки.
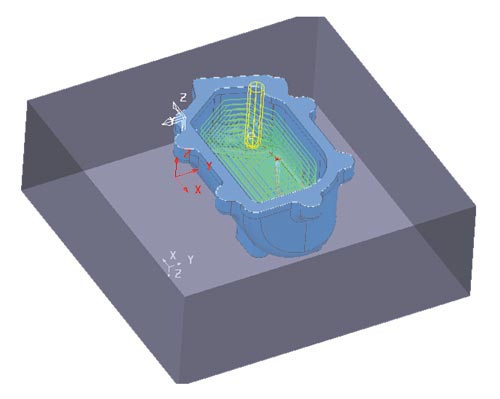
Рис. 9. Черновая обработка пеноблока «крышка»: первый установ
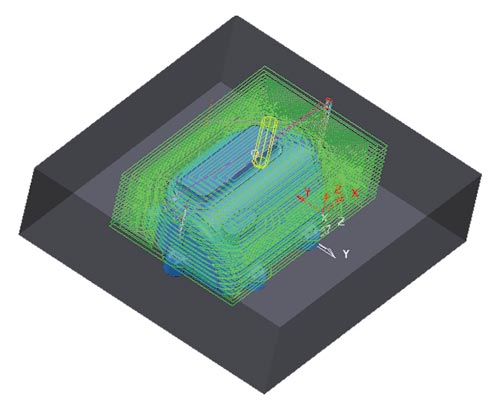
Рис. 10. Черновая обработка пеноблока «крышка»: второй установ
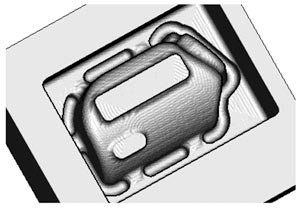
Рис. 11. Готовая пеномодель «крышка»: с наружной стороны
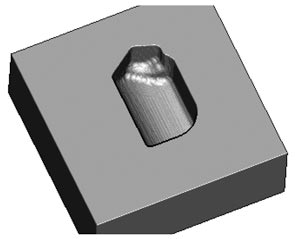
Рис. 12. Готовая пеномодель «крышка»: с тыльной стороны
Далее заготовка переворачивается и базируется по ранее просверленным штифтовым отверстиям. На рис. 10 даны траектории движения инструмента при черновой обработке. Окончательный вид пеномодели с наружной и тыльной сторон после обработки представлен на рис. 11 и 12.
На рис. 13 и 14 показаны траектории движения инструмента при черновой и чистовой обработке пеноблока «основание», а на рис. 15 изображен окончательный вид обработанной внутренней стороны пеноблока «основание».
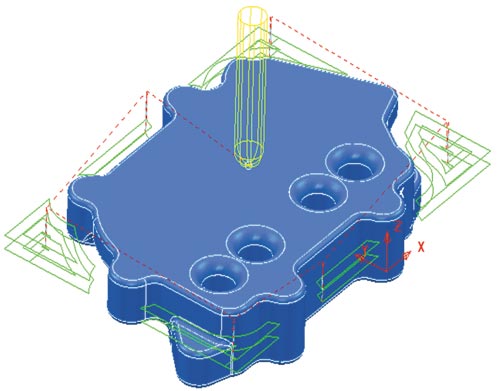
Рис. 13. Черновая обработка пеноблока «основание»: первый установ
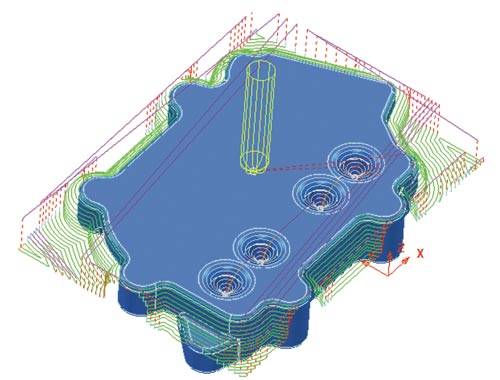
Рис. 14. Чистовая обработка пеноблока «основание»: первый установ
Затем заготовка переворачивается и базируется по ранее просверленным штифтовым отверстиям. На рис. 16 и 17 показаны траектории движения инструмента при черновой и чистовой обработке соответственно, а окончательный вид пеноблока «основание» после обработки представлен на рис. 18. Далее с полученной пеномодели вручную срезают лишний слой пенополистирола.
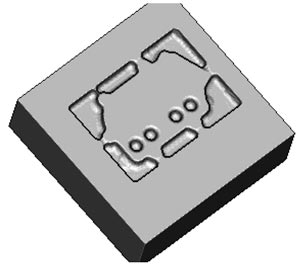
Рис. 15. Пеномодель «основание» с внутренней стороны после первого установа
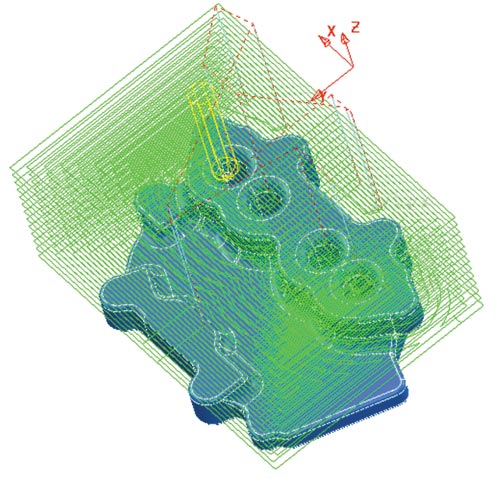
Рис. 16. Черновая обработка пеноблока «основание»: второй установ
Подготовка пеномодели к заливке; заливка; окончательная мехобработка
Покрытие пеномодели
Покрытие пеномодели выполняет разные функции: во-первых, оно придает пеномодели жесткость, а во-вторых, покрытие предотвращает соприкосновение металла и песка, что обеспечивает высокое качество поверхности. Кроме того, покрытие также предотвращает обвал песка вокруг пеномодели во время термодеструкции пенополистирола. В состав покрытия входят жаростойкий порошок, дисперсное средство, средство суспензии, связывающее средство и тиксотроп.
После обработки покрытием кластер (пеномодель с литниковой системой) сохнет в печи при температуре 50-60 °С, причем более высокие температуры дают нежелательную усадку. Следует отметить, что влажность, воздушное течение, время просушивания и температура сушки являются самыми главными параметрами в данном процессе. Форма считается сухой, когда ее вес перестает уменьшаться.
Установка и уплотнение пеномодели
После нанесения покрытия и сушки пеномодель с литниковой системой устанавливают в опоку и засыпают песком, который служит для поддержки покрытия и пеномодели. Во время наполнения песок уплотняется посредством вибрации в горизонтальном, вертикальном и смешанном направлениях таким образом, чтобы все полости пеномодели заполнились. Использование несвязанного песка выгодно тем, что отлитый продукт можно легко извлечь из опоки, а песок легко удаляется из внутренних полостей продукта.
Наполнение опоки песком происходит следующим образом:
• насыпают небольшое количество песка на дно опоки;
• ставят форму в опоку;
• засыпают тонкими слоями песок в опоку с одновременной его вибрацией;
• продолжают уплотнение песка до желательной плотности;
• повторяют два предыдущих действия до полного окружения кластера песком и получения желаемой плотности песка.
После окружения пеномодели песком начинается литье. Процесс литья, место и форма ствола для литья являются главными факторами качества конечного продукта. Кроме того, следует учитывать такие параметры, как плотность и форма пеномодели, сорт и плотность песка и исчезновение газов.
Извлечение и окончательная механообработка полученных заготовок
После литья продукт охлаждается в опоке. Песок от охлажденного изделия отделяется легко, и затем его можно использовать снова. Очистка песка почти не нужна, потому что покрытие лежит на продукте подобно скорлупе и опадает даже при прикосновении. Литниковая система отделяется, а заготовка готова к обработке.
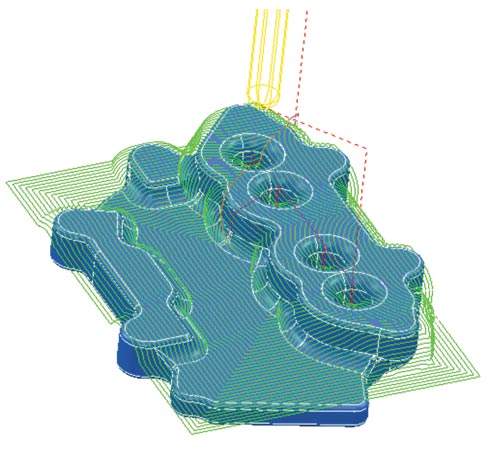
Рис. 17. Чистовая обработка пеноблока «основание»: второй установ
Рис. 18. Готовая пеномодель «основание»
Обработка заготовки по технологии ЛГМ (литье по газифицируемым моделям) — самая минимальная и заключается в основном в чистовой обработке контактирующих поверхностей, но поскольку в основе заливаемой формы лежит пеномодель, обработанная на станке с ЧПУ, то грубое и шершавое качество получаемой поверхности соответствует качеству обработанной пенополистирольной модели.
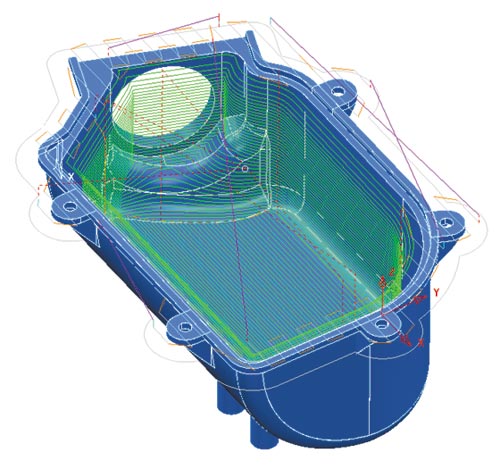
Рис. 19. Траектория движения инструмента при обработке внутренних поверхностей крышки ресивера
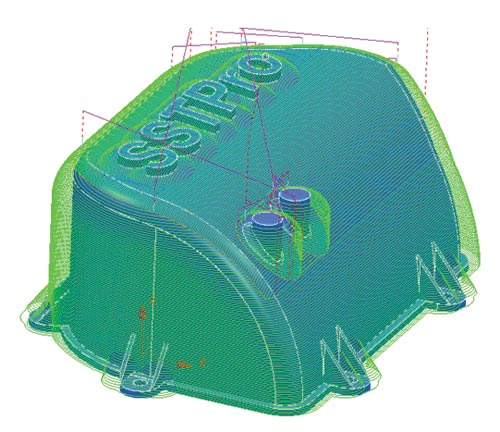
Рис. 20. Траектория движения инструмента при обработке наружных поверхностей крышки ресивера
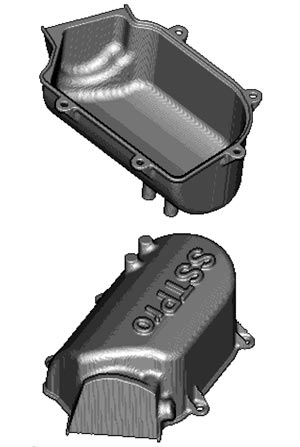
Рис. 21. Готовая крышка ресивера ВАЗ-2123
На рис. 19 и 20 показаны траектории движения инструмента при обработке внутренних и наружных поверхностей детали «крышка». Окончательный вид обработанной детали представлен на рис. 21. На рис. 22 даны траектории движения инструмента обработке детали «основание». Далее заготовка переворачивается; на рис. 23 представлены траектории движения инструмента, а окончательный вид обработанной детали «основание» — на рис. 24.
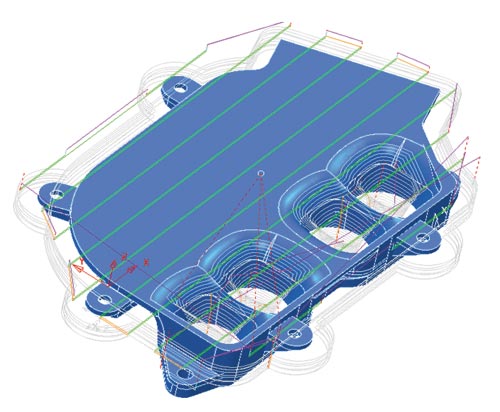
Рис. 22. Траектория движения инструмента при обработке основания ресивера: первый установ

Рис. 23. Траектория движения инструмента при обработке основания ресивера: второй установ

Рис. 24. Готовое основание ресивера ВАЗ-2123
* * *
В данном проекте был разработан и проанализирован новый технологический процесс изготовления опытно-экспериментального образца модифицированного ресивера ВАЗ-2123 с помощью обработки пеномодели на станках с ЧПУ с использованием CAD/CAM/CAE-систем. Как показали расчеты и исследования, эта технология имеет целый ряд преимуществ: не требуется применение дорогостоящей технологической оснастки, существенно снижена трудоемкость изготовления пеномодели. Кроме того, были продемонстрированы уникальные возможности программ PowerSHAPE, PowerMILL фирмы Delcam plc.

