
Взаимодействие САПР CATIA, Pro/Engineer и ADEM в сквозном цикле создания изделия. Часть 2
Выявленные замечания устранялись конструктором в САПР Pro/ Engineer за счет корректирования электронных моделей на этапе разработки сборочной единицы (рис. 1). В результате по согласованию с конструктором была удалена полусфера задней части КА «Клипер» как неопределяющая для данной модели.
Одновременно с окончанием объемного моделирования был завершен процесс технологического планирования, и к началу разработки конструкторской документации бюро технологического планирования выпустило маршрут изготовления изделия. Согласно этому маршруту в соответствующих подразделениях одновременно началась разработка управляющих программ для станков с ЧПУ (рис. 2) и комплекта документов на технологический процесс изготовления изделия в ADEM CAM и ADEM CAPP соответственно. Параллельно с этим были разработаны спецификации на проектирование средств технологического оснащения (СТО) для изготовления деталей, а КБ средств технологического оснащения осуществило это проектирование.
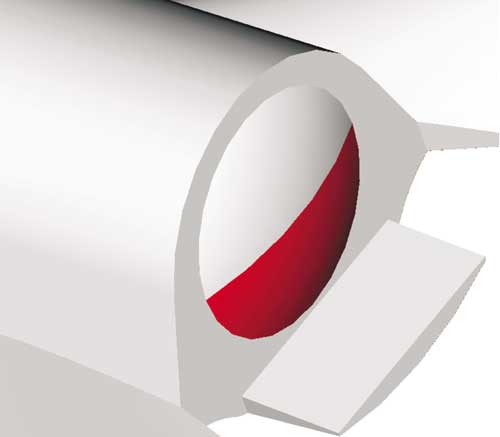
a

b
Рис. 1. Результат отработки на технологичность. Невозможная для обработки зона (а — красная) была устранена на этапе объемного моделирования (б)
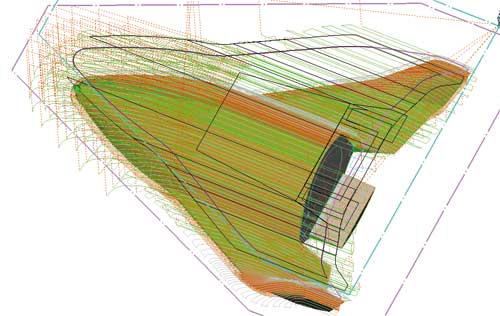
Рис. 2. Разработка управляющей программы для станка с ЧПУ с использованием ADEM CAM
На третьем этапе в момент выпуска конструкторской документации и передачи ее в производство уже шла доработка и отладка управляющих программ (рис. 3 и 4), разработанных с помощью ADEM CAM, а также утверждение технологических процессов механической обработки всех деталей сборочной единицы.
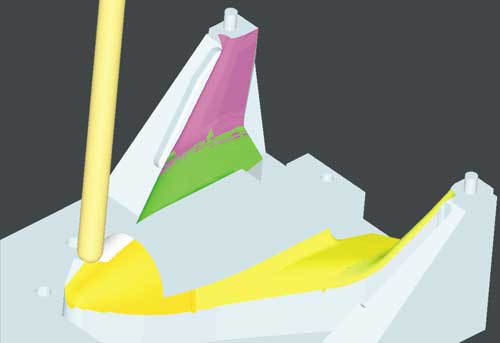
Рис. 3. Пооперационная визуализация обработки с анализом возможных зарезов и недорезов в модуле визуализации ADEM Verify
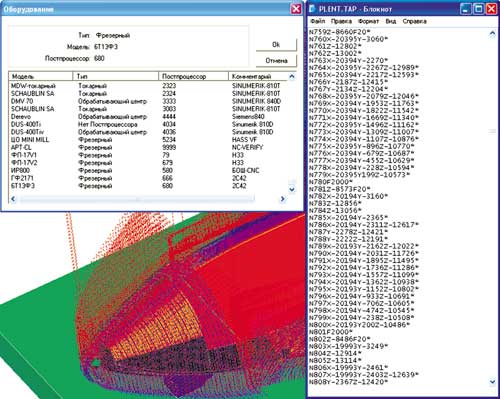
Рис. 4. Выбор постпроцессора и формирование управляющей программы в ADEM CAM
На четвертом этапе, после получения производством чертежей деталей, комплекта документов на технологический процесс, управляющих программ, а также необходимых средств технологического оснащения, началось непосредственно изготовление теплового макета КА «Клипер» (рис. 5). Окончательный вид обработанной детали представлен на рис. 6.

Рис. 5. Тепловой макет КА «Клипер» во время обработки

Рис. 6. Тепловой макет КА «Клипер»
Таким образом, при использовании сквозного параллельного цикла проектирования изделия можно выделить четыре основных временных этапа:
• проектирование изделия;
• моделирование изделия и инженерные расчеты, технологическое планирование и отработка на технологичность;
• разработка и утверждение конструкторской документации; разработка техпроцесса изготовления, проектирование и изготовление СТО; разработка управляющих программ;
• производство и контроль изделия.
Подводя итог вышесказанному, можно отметить следующие основные особенности применения сквозного цикла в разных САПР.
Разработка комплекта документов на технологический процесс изготовления изделия и управляющих программ для станков с ЧПУ производилась в САПР ADEM. Передача данных осуществлялась с помощью форматов iges и step, из-за чего происходила потеря информации по допускам, шероховатостям и размерным цепям при переводе моделей из одной системы в другую. Потерь и искажений по геометрии отмечено не было. Утрачиваемая информация, необходимая для чистовых операций при создании управляющих программ, а также для создания техпроцесса, восполнялась непосредственно из Pro/ Engineer.
Использование разных САПР на данном этапе необходимо, поскольку, на наш взгляд, ни одна САПР не обладает всеми возможностями, требуемыми для создания изделия. В частности, применение САПР Pro/ Engineer необходимо технологу, работающему в САПР ADEM, так как в ней создается электронная модель, а кроме того, при передаче через форматы iges и step происходит потеря информации.
САПР ADEM требуется при технологической подготовке производства, поскольку необходимо:
• использование модуля ADEM САМ, служащего для построения обработки, создания УП и имеющего отлаженные постпроцессоры для основных станков;
• применение модуля ADEM САРР, посредством которого осуществляется автоматизированное создание техпроцесса совместно с построением обработки, что удобно и необходимо, так как комплект документов на технологический процесс оформляется в соответствии со стандартом, действующим на предприятии. Удобно и то, что ADEM САРР позволяет реализовать создание различных эскизов, схем, наладок в одном техпроцессе на базе электронной модели.
В целом обмен данными между подразделениями, работающими в разных САПР, происходил довольно просто, как только была осуществлена возможность полноценной работы САПР ADEM в среде Pro/INTRALINK.

Рис. 7. Сравнительная диаграмма этапов последовательного и сквозного параллельного циклов подготовки производства изделия
На диаграмме (рис. 7) показано сравнительное прохождение этапов жизненного цикла создания изделия при последовательном и сквозном параллельном циклах подготовки производства.
В итоге применение сквозного параллельного цикла с использованием разных САПР (ADEM, Catia и Pro/ Engineer) хотя и породило некоторые неудобства, но, тем не менее, показало свою жизнеспособность и дало выигрыш во времени по сравнению с традиционным последовательным циклом (рис. 8).
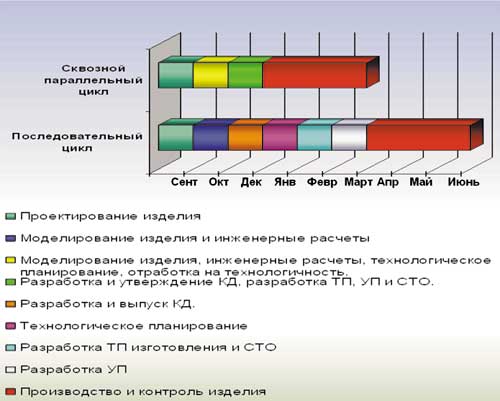
Рис. 8. Сравнительная диаграмма временных показателей вероятного последовательного и реального сквозного параллельного циклов подготовки производства моделей изделия «Клипер»
Выводы
Использование сквозного параллельного цикла проектирования изделия с применением различных систем дает возможность осуществить прохождение нескольких этапов одновременно, что позволяет сократить временные затраты по подготовке производства изделия до 50% и при этом повысить качество инженерного труда за счет одновременной работы над изделием нескольких инженерных групп.

