
ADEM-VX — на острие атаки
Продолжение. Начало в № 5’2007.
В прошлом номере журнала мы начали рассматривать путь от проекта до его материального воплощения на примере детали. В этом процессе участвуют конструкторы, технологи, конструкторы оснастки, программисты ЧПУ и операторы станков. Но это далеко не полный список специалистов, работающих над проектом. Для материализации проекта одних чертежей, техпроцессов, карт наладки, программ числового управления мало — необходимы финансово-экономически обоснованные документы, такие как карта сменного задания, наряд и т.п. При разработке подобных документов используется принцип нормирования работ.
Одним из важнейших параметров нормирования является время на проведение основных и вспомогательных операций. Например, время на установку и снятие заготовки определяется из следующих условий: схемы крепления детали, способа установки и крепления, вида установки, характера выверки, массы заготовки, состояния установочной поверхности, количества закрепляемых деталей, характера выверки и пр. При определении времени на измерение учитываются используемый мерительный инструмент, точность измерения, измеряемый размер, длина измеряемой поверхности, тип детали (жесткая конструкция или тонкостенная деталь).
Для получения точного времени механообработки сначала необходимо спроектировать траекторию движения инструмента и только после этого вычислить время с учетом подач (рис. 1).

Рис. 1. Точное время механообработки в ADEM-VX
Итак, рассмотренный нами пример подтверждает, что для реализации проекта необходима совместная работа специалистов разных профилей. При этом работа каждого из них опирается на данные, полученные не только от «соседа слева», но зачастую и от «соседа справа». Очевидно, что чем плотнее будет их взаимодействие, тем скорее будет получен требуемый результат.
Пример второй, который подтверждает правило «доверяй, но проверяй»
Представим себе, что мы обеспечили все звенья цепи проектирование — производство техническими и программными средствами автоматизации и наладили коммуникации между ними. Каждый из участников использует эти средства для решения задачи в рамках своей ответственности.
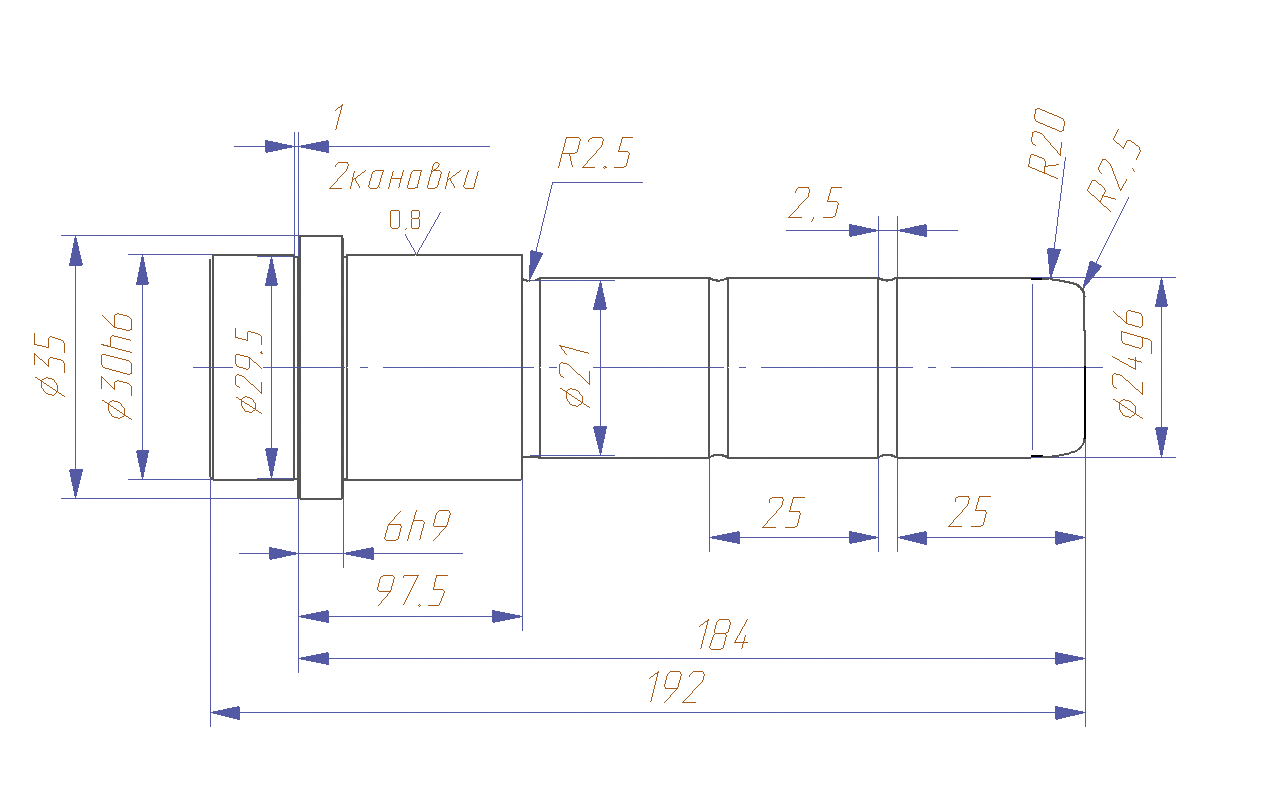
Рис. 2. Чертеж детали типа «вал»
Для примера возьмем деталь типа «вал» (рис. 2). При создании чертежа конструктор применял удобную для него CAD-систему. Документ был оформлен в соответствии со стандартами и нормами, прошел технологический и нормоконтроль и поступил в отдел подготовки ЧПУ в бумажном и электронном виде.
А теперь посмотрим, может ли технолог — программист ЧПУ использовать электронный вид этого документа для автоматизации своей части работ?
Основой для современного программирования ЧПУ является плоская или объемная геометрия изделия. В данном случае для программирования токарной обработки достаточно плоской модели. Проверим, насколько геометрия данного чертежа соответствует той, что определена системой размеров на этом же чертеже.
Загрузим чертеж в ADEM-VX и нажмем кнопку «Проверка геометрии» (рис. 3). Система показывает реальные отклонения геометрии от указанных на размерах, исходя из чего делаем вывод, что геометрия данного чертежа не может быть использована в качестве модели.
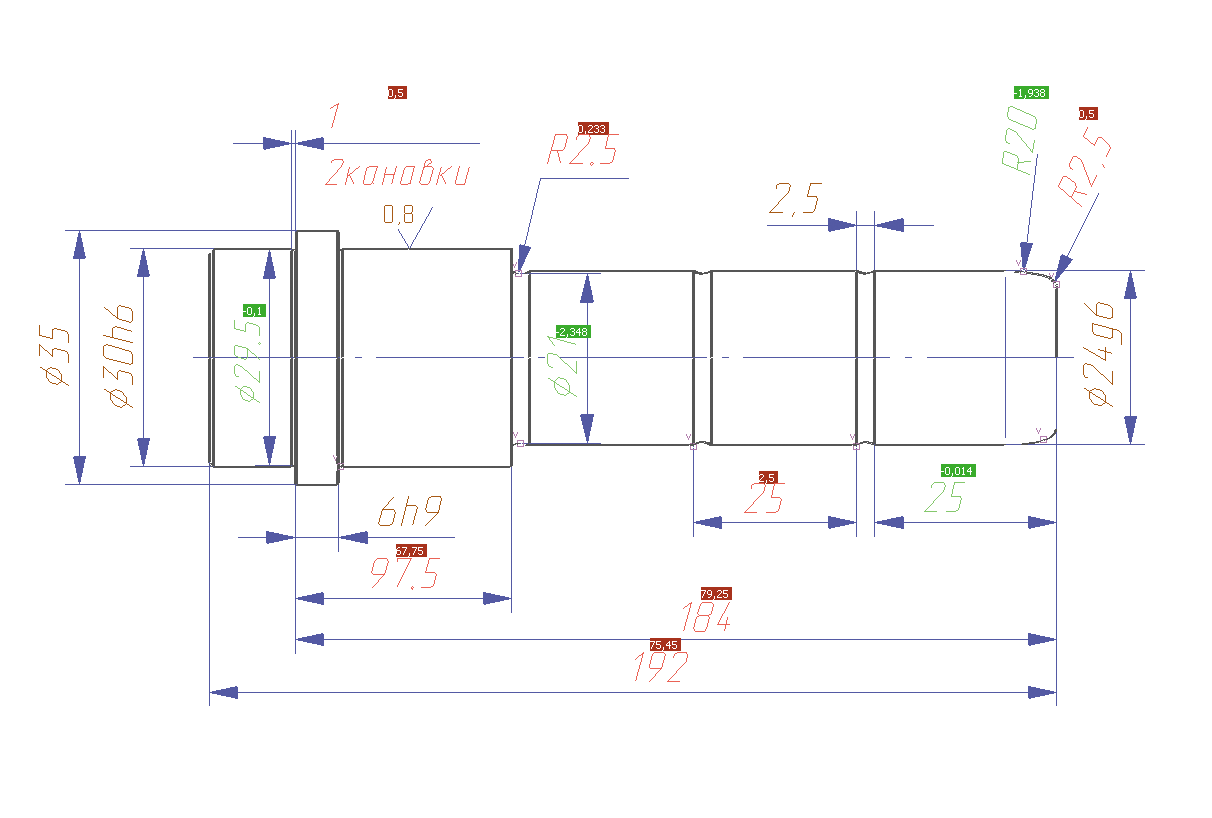
Рис. 3. Проверка соответствия геометрии системе размеров в ADEM-VX
Напомним, что при необходимости производить механообработку с заданной точностью (например, 0,1 мм) исходная модель для программирования должна иметь точность на порядок выше (0,01 мм). А в нашем случае различия составляют несколько миллиметров. Для справки сообщаем: ЕСКД допускает, а иногда даже предписывает отклонение размеров изображения на чертеже от номинальных значений. В связи с этим использование геометрии чертежа в качестве точной модели для последующей обработки проблематично. А это означает, что различным подразделениям придется по этим чертежам строить соответствующие модели с нуля.
Более того, чертежи, выполненные без точной геометрической проработки (то есть без модели) не гарантируют возможности геометрической реализации объекта. В первую очередь это касается деталей сложной формы, но подобные проблемы встречаются и во многих простых случаях.
Пример третий говорит о том, что одна голова хорошо, две лучше, а еще лучше две вместе
Теперь вернемся к конструктору и посоветуем ему создать точную модель и уже на ее основе выполнить чертежи. Тем более что точная модель может потребоваться не только технологу, но и другим службам, в том числе и самому конструктору, например для точного расчета массы детали или увязки ее с общей конструкцией изделия.
Очевидно, что если технологу приходит не только чертеж, но и модель (плоская или объемная), то геометрия модели может быть напрямую использована для программирования станков. Иными словами, создание модели на начальных этапах конструкторско-технологической подготовки производства помогает не только избежать ошибок в проектировании, но и существенно сократить затраты последующих этапов.
Рассмотрим теперь вопрос, связанный непосредственно с материализацией модели. Различные способы производства налагают свои ограничения на формообразование объекта. В связи с этим форма реального объекта, как правило, отличается от той, что получена при проектировании.
На рис. 4 приведен пример модели детали в двух вариантах. Слева — модель, спроектированная на основе конструктивных и компоновочных условий, а справа — с учетом технологии механообработки. Они различаются скруглениями в углах, которые получаются при фрезеровании.
Очевидно, что изменение геометрии, увеличение массы детали и т.п. должны быть отражены в конструкторской документации. Следовательно, мы возвращаемся к этапу изменения исходной модели и перевыпуску КД.
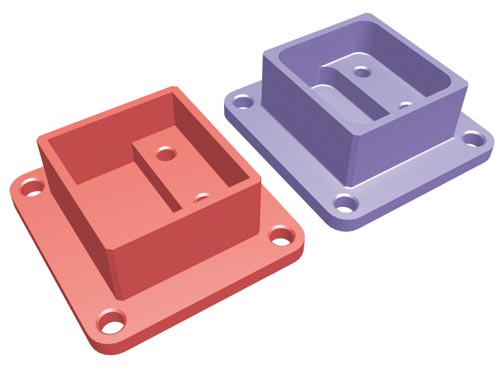
Рис. 4. Различия в проектном и реальном исполнении детали
Итак, в результате работы конструктора и технолога проект становится реальным и приобретает свой окончательный облик. Возникает вопрос, а мог ли конструктор на этапе проектирования учесть данные изменения, связанные с технологией изготовления? Скорее всего, это возможно в двух случаях: во-первых, когда конструктор имеет существенный технологический опыт, а во-вторых, когда конструктору доступен инструмент оценки технологичности его проекта.
В ADEM-VX конструктор может либо положиться на свой опыт, либо воспользоваться широким спектром процедур проверки технологичности. Например, система может провести автоматическую модификацию модели с учетом фрезерной обработки.
Более того, возможности ADEM-VX позволяют создавать и использовать библиотеки технологических шаблонов механообработки. Созданная технологом библиотека становится доступна конструктору, и ему остается только указать геометрические элементы, которые необходимо обработать, а система сама произведет моделирование обработки. Такое виртуальное производство не требует расходов на заготовки, инструмент и оборудование.
Пример четвертый: кесарю — кесарево, а слесарю — слесарево
Итак, мы увидели, что чертежи без модели не гарантируют возможности создания соответствующего геометрического объекта, а модель без технологической проработки не гарантирует материального воплощения.
Но это совсем не означает, что процесс подготовки производства на основе компьютерной мастер-модели — единственный путь к реализации проекта. Многие изделия изготавливаются без моделирования. Более того, широкий спектр технологических процессов, таких как покраска, гальваника, термообработка и пр., на первый взгляд не нуждаются в привлечении геометрической модели.
Какую роль может играть ADEM-VX при конструкторско-технологической подготовке производства для технологий такого рода? В чем универсальность системы? И каким образом обеспечивается достоверность формирования данных?
Во-первых, для большинства подобных операций требуется знание таких важных параметров, как площадь поверхности, объем и габариты детали, которые удобнее получать автоматически из точной геометрической модели. На основе площади поверхности рассчитывается, например, расход покрытия. По габаритам выбирается типоразмер оборудования или количество деталей в групповой загрузке и т.п. По геометрическим параметрам элементов можно рассчитать длину сварочного шва, расход материалов и электродов, время на сварку (рис. 5).
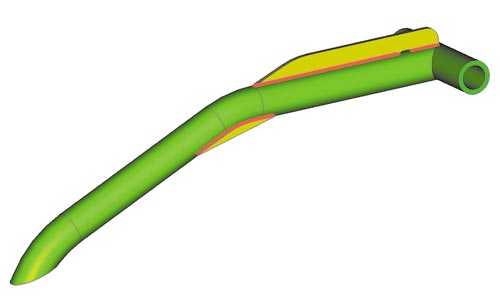
Рис. 5. Расчет длины сварных швов в ADEM-VX
Во-вторых, работу технолога сложно представить без формирования различных технологических ведомостей: ведомости оснастки, ведомости материалов, сводной ведомости трудоемкости и т.д. Используя ADEM VX, технолог не тратит время на их создание — они формируются автоматически. Информация для ведомостей берется из техпроцессов, созданных как с использованием мастер-модели, так и без нее (рис. 6).
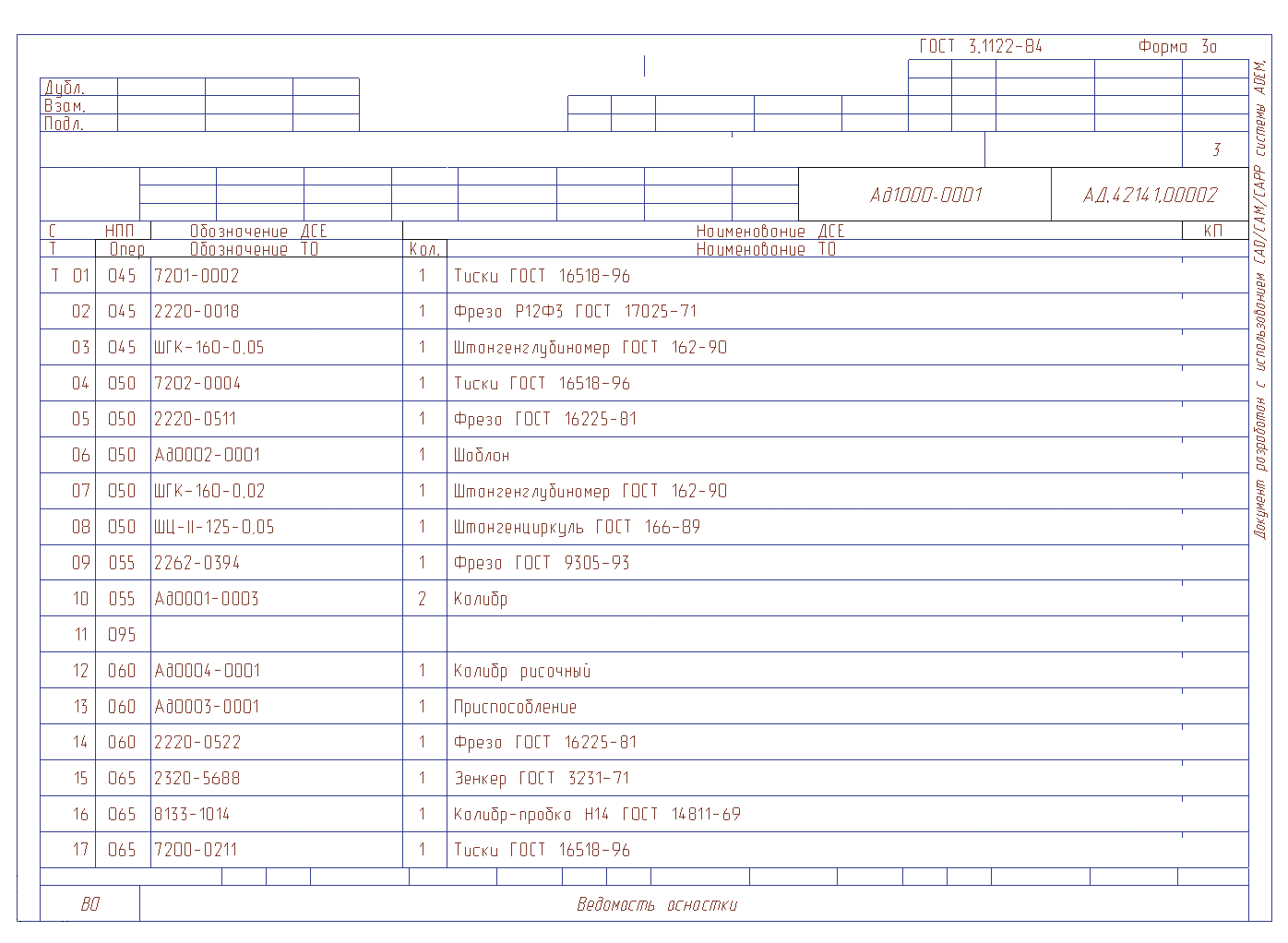
Рис. 6. Ведомость оснастки получена автоматически на основе техпроцессов
Автоматизировать технологическую подготовку производства по некоторым направлениям можно путем применения типовых техпроцессов. Примером могут служить ТТП на различные виды сварки, получения покрытия и т.д. Для проектирования таких ТП наличие мастер-модели не требуется. Здесь используются удельные материальные и трудовые нормы.
Заметим, что подобный подход, нередко применяемый на практике, имеет существенный недостаток: эти показатели являются среднестатистическими. Поэтому если все-таки имеется мастер-модель, то лучше всего на ее основе уточнить расчеты. И сделать это нужно как можно раньше, чтобы информация своевременно поступила в систему управления предприятием или непосредственно к руководителю.
Ведь от того, какого качества данные получит руководство, будет зависеть правильность и своевременность принимаемых решений. Отсюда автоматически вытекают вопросы безопасности бизнеса не только с точки зрения защиты, но и с позиций полноты и достоверности информации.
Чтобы контролировать процесс подготовки производства, руководитель обычно использует сводную информацию. ADEM-VX позволяет настроить генератор отчетов таким образом, что они будут составляться как автоматизированно, с участием рядовых исполнителей, так и полностью автоматически. Более того, единое информационное пространство ADEM-VX обеспечивает доступ к первичным данным: эскизам, чертежам, моделям, программам, техпроцессам и т.п. Поэтому руководитель имеет возможность посмотреть на ситуацию под собственным углом зрения, опираясь на реальную исходную картину.
Таким образом, независимо от объема проекта и количества разработчиков ADEM-VX обеспечивает непосредственное участие руководителя на любом этапе конструкторско-технологической подготовки производства.
Продолжение следует

