
Моделирование процесса затвердевания крупногабаритных отливок, получаемых методом ЛВМ
При эксплуатации запорных и регулирующих устройств (ЗРУ) фонтанной и устьевой арматуры, используемых для добычи нефти и газа, основные детали (задвижки, дроссели) подвергаются воздействию высоких давлений рабочей среды (до 105 МПа), эрозионному износу и коррозионным повреждениям. Очевидно, что материал таких деталей, помимо механической прочности, должен обладать необходимой плотностью, обеспечивающей их герметичность в условиях длительной эксплуатации. При изготовлении корпусных деталей ЗРУ предпочтение традиционно отдается кованым и штампованным заготовкам. Реже применяются литые заготовки, что связано с трудностями в обеспечении плотного состояния металла в литом материале. Поэтому использование литых деталей в ЗРУ, работающих при высоких нагрузках, как правило, ограничивается давлением добываемой среды (до 21 МПа). Возможность расширения сферы применения литых деталей в оборудовании с высокими эксплуатационными характеристиками напрямую связана с улучшением качества литых материалов.
На Воронежском механическом заводе впервые в мировой практике для изготовления ЗРУ фонтанной и устьевой арматуры была применена технология литья по выплавляемым моделям (ЛВМ), призванная обеспечить получение надежных деталей, способных работать под высоким давлением.
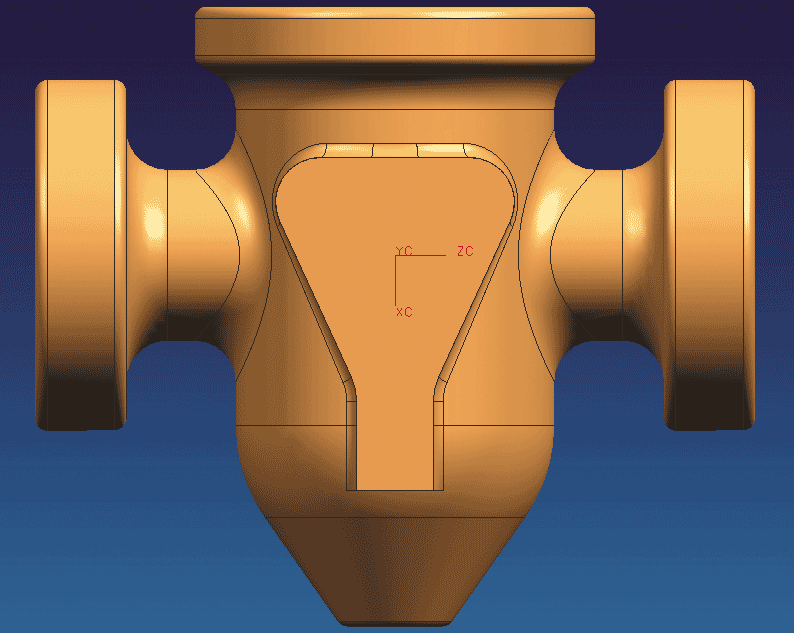
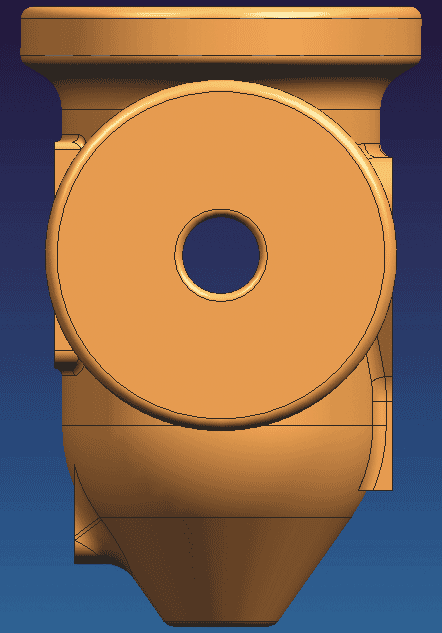
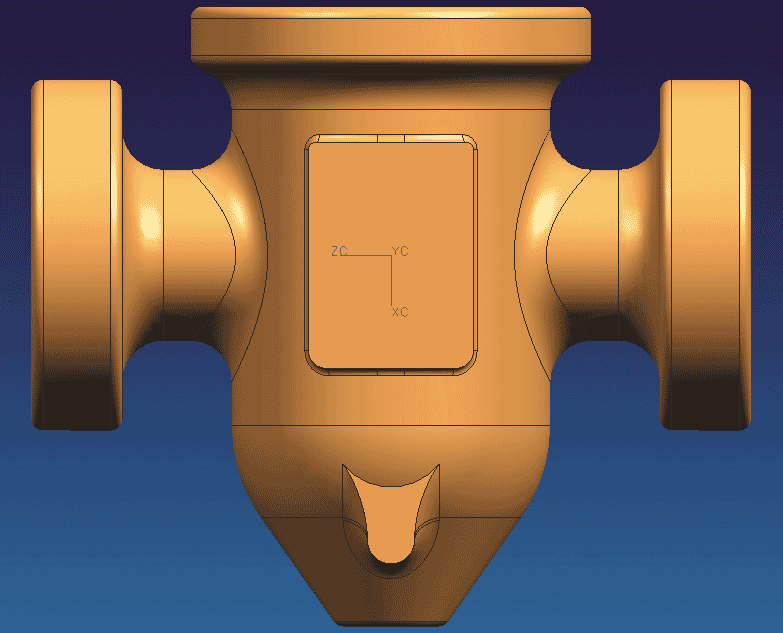
Конструкция типовой отливки корпуса задвижки ЗРУ может быть представлена в виде двух взаимопроникающих под углом 90° цилиндрических тел с протяженными толстыми стенками и массивными фланцами (рис. 1). Ее особенностью является выраженная разнотолщинность (соотношение толщин стенок и фланцев составляет 30:100 мм) и наличие нескольких тепловых узлов (больше трех), требующих питания.
Ведущий инженер CSoft Воронеж.
В отличие от литья в песчано-глинистые формы (так называемого литья «в землю»), которое обычно применяется для изготовления корпусов ЗРУ, способ ЛВМ обладает значительно большими технологическими возможностями построения литниково-питающей системы и регулирования температуры формы.
Основная задача — получение плотной литой структуры в крупногабаритных корпусах ЗРУ и обеспечение высокой герметичности — была решена за счет применения оболочковых форм на основе плавленого кварца, разработки специальной литниково-питающей системы и особых температурных режимов нагрева оболочковой формы.
Использование плавленого кварца на Воронежском механическом заводе [1] позволило разработать технологический процесс изготовления крупногабаритных отливок методом ЛВМ с массой залитого блока до 1000 кг. Ранее этим способом отливки такой массы нигде не изготавливались.
Однако управлять качеством изготовляемых отливок непросто: многооперационность процесса ЛВМ, необходимость контролировать и поддерживать на определенном уровне множество технологических параметров, которые имеют свойство колебаться, часто приводят к дефектам усадочного происхождения. Доработка отливок до требуемого уровня качества вызывает дополнительные затраты.
Чтобы решить возникшую проблему, необходимо было провести анализ процессов затвердевания отливки типа «Корпус». Эта задача была доверена системе автоматизированного моделирования литейных процессов (САМ ЛП) LVMFlow, которая имеет ряд преимуществ по сравнению с аналогичными продуктами, представленными на мировом рынке. Работа LVMFlow основана на методе конечных разностей (МКР), предоставляющем возможность оперативно решать тепловую и гидродинамическую задачи.
Результаты уже рассмотренного нами [2] анализа процессов затвердевания крупногабаритных отливок, получаемых из низколегированной Cr-Ni-Mo стали GR4 методом ЛВМ с помощью системы автоматизированного моделирования литейных процессов LVMFlow, позволили оптимизировать ЛПС и получить качественные отливки.
Дальнейшее совершенствование технологии получения крупногабаритного литья с применением САМ ЛП LVMFlow выполнялось при изготовлении отливок ЗРУ из нержавеющих сталей типа Х14Н4М. В отличие от низколегированной стали GR-4, эта сталь имеет более широкий интервал кристаллизации, что приводит к большему развитию усадочных процессов при затвердевании.
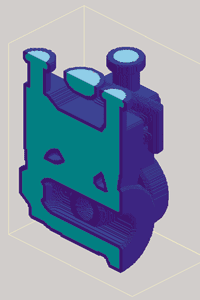
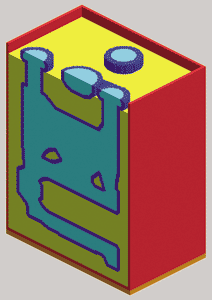
Рис. 2
Для получения плотного материала отливок из нержавеющих сталей было предложено дополнительно создать градиент температуры в форме перед заливкой с обеспечением более высокой температуры в направлении к ЛПС. Практически это осуществлялось следующим образом. Оболочковая форма с опорным наполнителем (рис. 2) помещалась в прокалочную печь и нагревалась до требуемой температуры. Затем форму извлекали из печи и устанавливали на устройство принудительного охлаждения сжатым воздухом, где в оболочковой форме перед заливкой создавался градиент температур между нижней и верхней ее частями.
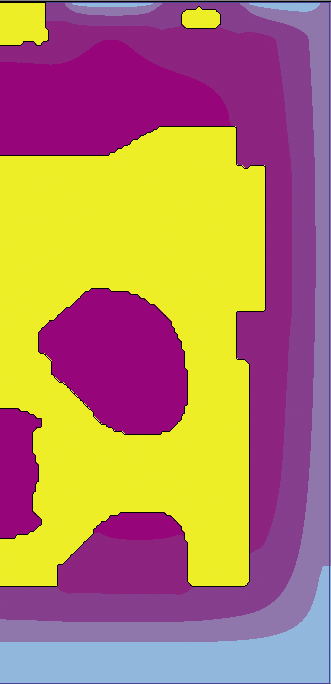
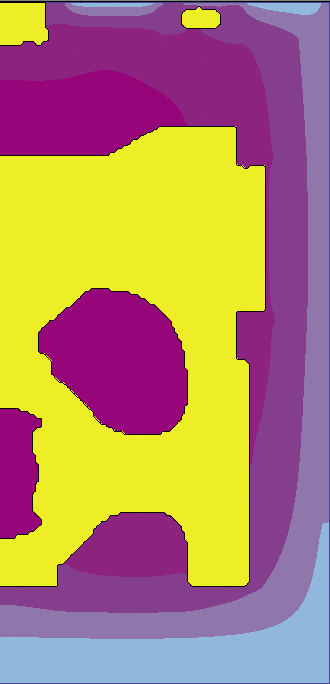
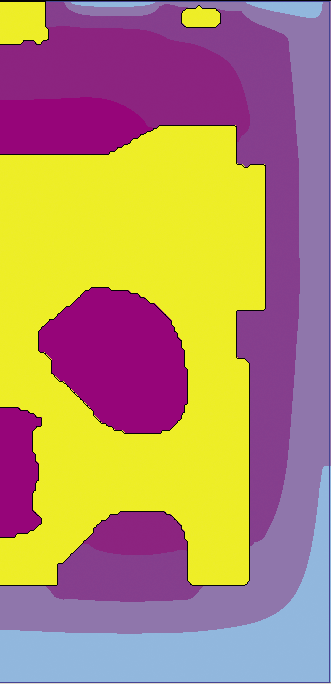
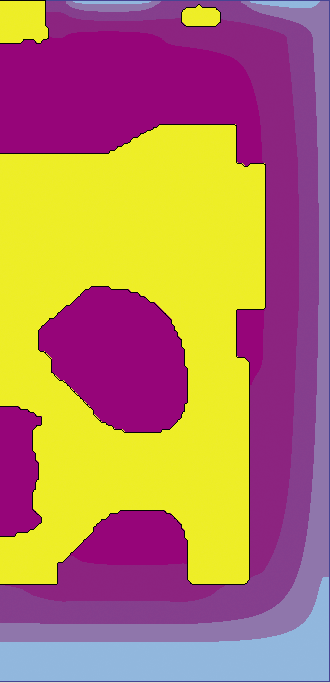
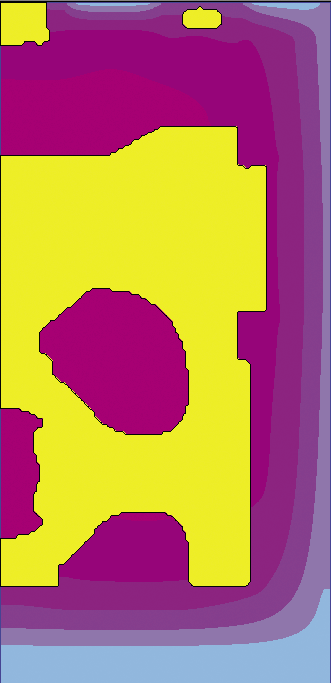
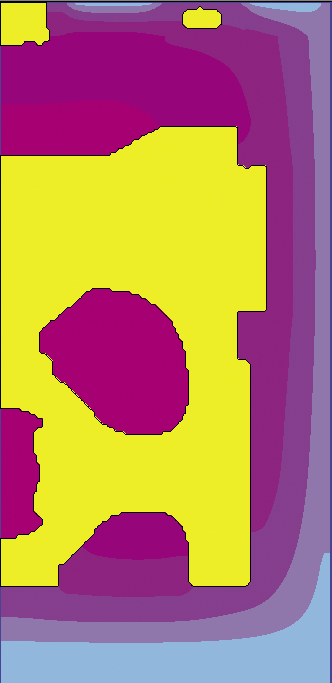
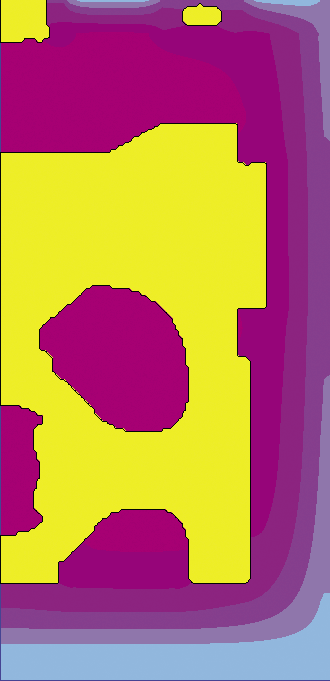
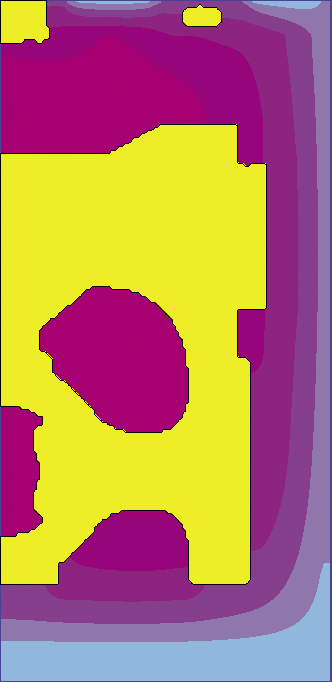
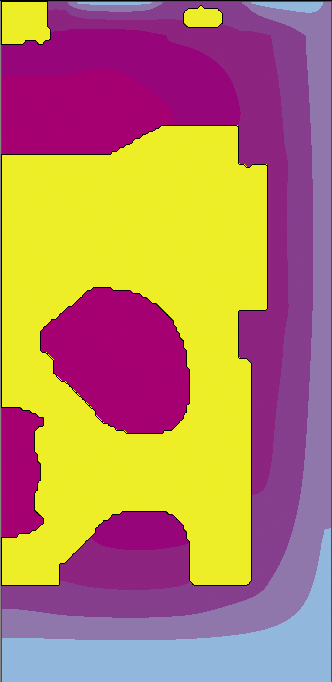
Начальная температура формы на выходе из печи изменялась в пределах 500-650 °С с шагом 50 °С. Длительность выдержки перед заливкой варьировалась в интервале 1-4 часа с шагом 1 час. Таким образом, общее количество температурно-временных вариантов формы перед заливкой равнялось 16. Результаты моделирования представлены на рис. 3.
1 час |
2 часа |
3 часа |
4 часа |
|
| 500 °С |  |
 |
 |
 |
| 550 °С |  |
 |
 |
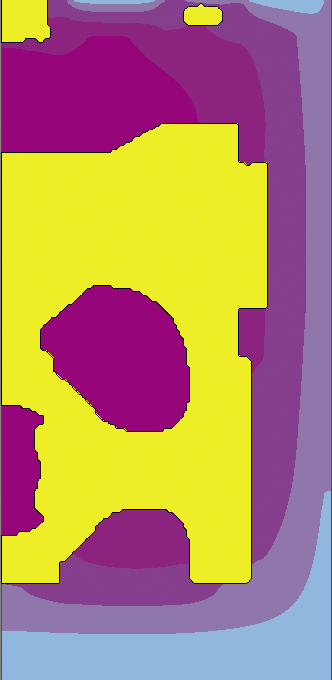 |
| 600 °С |  |
 |
 |
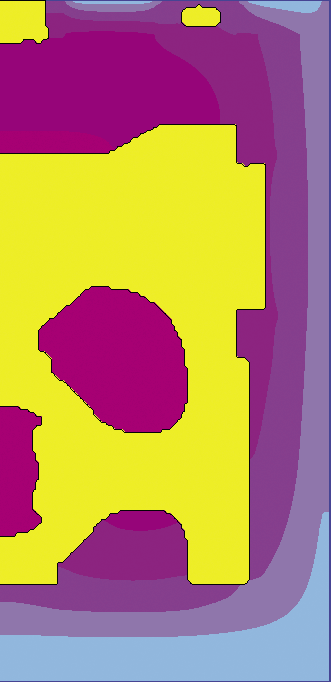 |
| 650 °С | 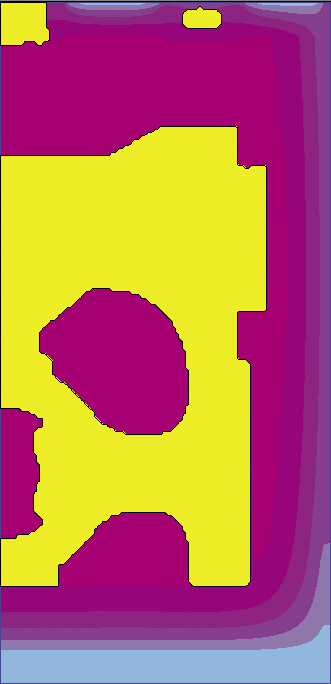 |
 |
 |
 |
После создания градиента температуры по высоте формы моделировался процесс затвердевания отливки в САМ ЛП LVMFlow (модуль «Затвердевание»).
Компьютерное моделирование процесса предварительного охлаждения формы и последующего затвердевания отливки «Корпус» с применением САМ ЛП LVMFlow позволило:
- отследить в режиме реального времени изменение температурно-фазовых полей процесса затвердевания;
- выявить места образования усадочных дефектов;
- определить оптимальный температурный режим нагрева формы;
- сформулировать рекомендации по оптимизации ЛПС.
Литература
1. Грибанов А.С., Савельев Ю.Н., Кучеренко В.С., Щетинин А.А., Сушко Т.И. Опыт использования плавленого кварца для изготовления огнеупорных оболочек в литье по выплавляемым моделям на Воронежском механическом заводе (ВМЗ) // Литейщик России. 2006. № 1. С. 31-35.
2. Савельев Ю.Н., Турищев В.В. Литье по выплавляемым моделям: взгляд изнутри // CADmaster. 2004. № 4. С. 30-35.
Ведущий инженер ФГУП «Воронежский механический завод».
Виктор Кучеренко
Начальник технического бюро ФГУП «Воронежский механический завод».
Александр Грибанов
Главный металлург ФГУП «Воронежский механический завод».
Юрий Савельев
Заместитель главного металлурга ФГУП «Воронежский механический завод».
Анатолий Щетинин
Зав. кафедрой ФХТЛП ВГТУ, докт. техн. наук, профессор.
Владислав Турищев
Ведущий инженер CSoft Воронеж.

