
Применение системы ГеММа-3D при изготовлении электродов
Pluralitas non est ponenda sine necessitate.
(Не следует множить сущее без необходимости.)
Уильям Оккам
Мы привыкли, что возможность организации технологического процесса присуща «большим» и соответственно дорогостоящим САПР. Никто не спорит — это так, и более того, такие системы постоянно совершенствуются. Нельзя оспаривать и то, что цена на них растет, причем в комплексе: дорожают и системы, и обучение, и компьютеры. В настоящей статье мы попытаемся применить философское положение мэтра Оккама к технологии машиностроения: зачем делать сложно то, что можно сделать просто?
Итак, мы имеем простую и недорогую систему моделирования и обработки ГеММа-3D и построенную в ней модель элемента формы (рис. 1). Задача: определить технологию обработки формы. Решение: делать электроды, причем несколько: для «красной» зоны и «бирюзовой» зоны (выбор патчей для перезакраски, наверное, самая нудная часть задачи). Создание «бирюзовой» зоны объясняется трудностью обработки как детали, так и электрода. Здесь легче «вырвать» этот участок и создать несколько простых электродиков.
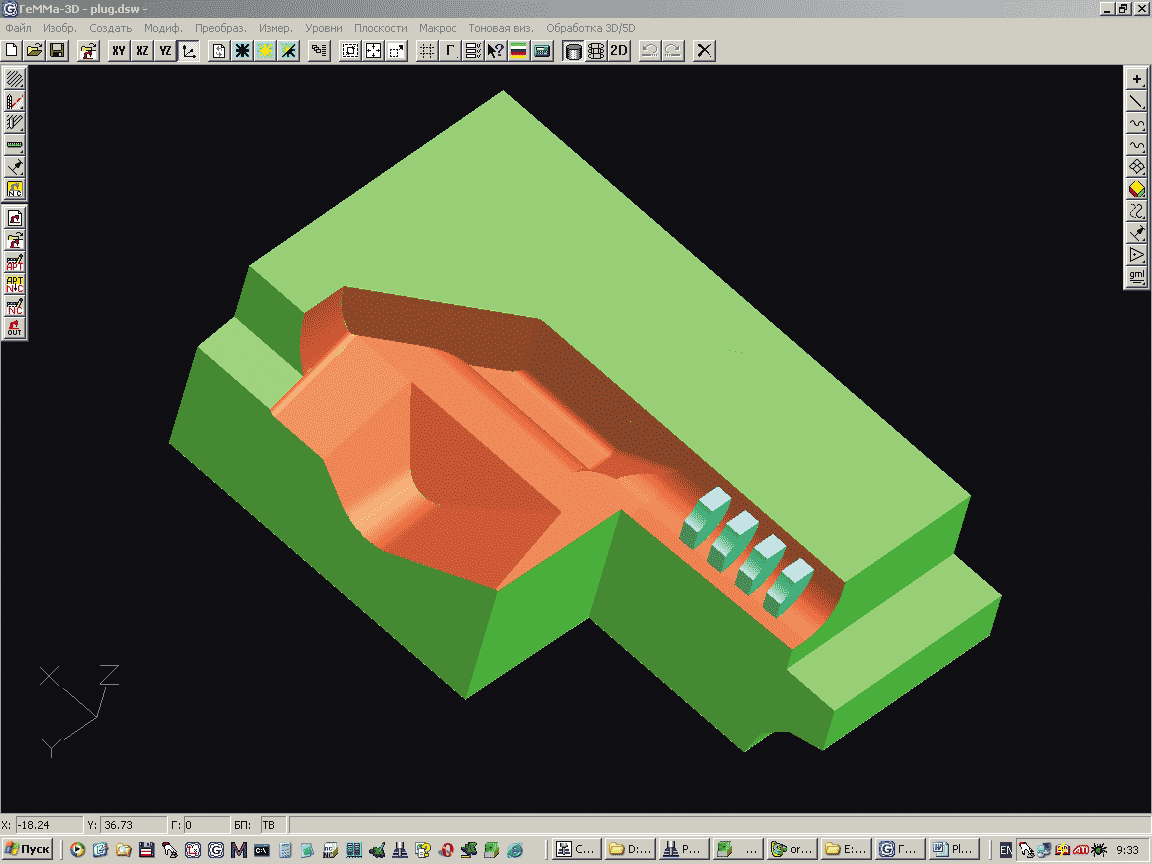
Рис. 1. Модель элемента формы
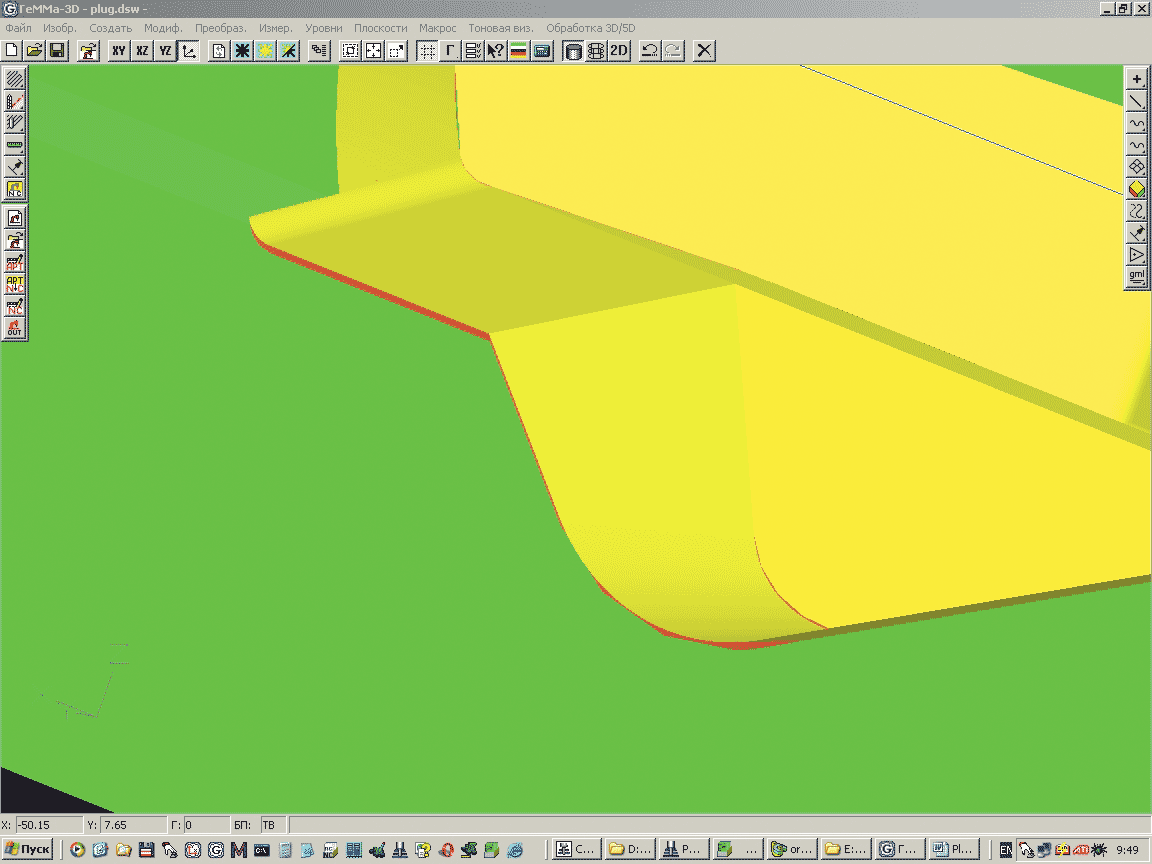
Рис. 2. Эквидистантная поверхность
Материал электрода — графит. Хотя в реальном производстве электрод был сделан без зазора, для наглядности оставим зазор –0,2 мм.
Шаг 1 . Создаем эквидистантные поверхности со смещением 0,2 мм. Выбираем «красные» зоны. Результат показан на рис. 2.
Шаг 2. Создаем собственно электрод для обработки. Для этого надо получить зеркальное отражение желтой модели (рис. 3).
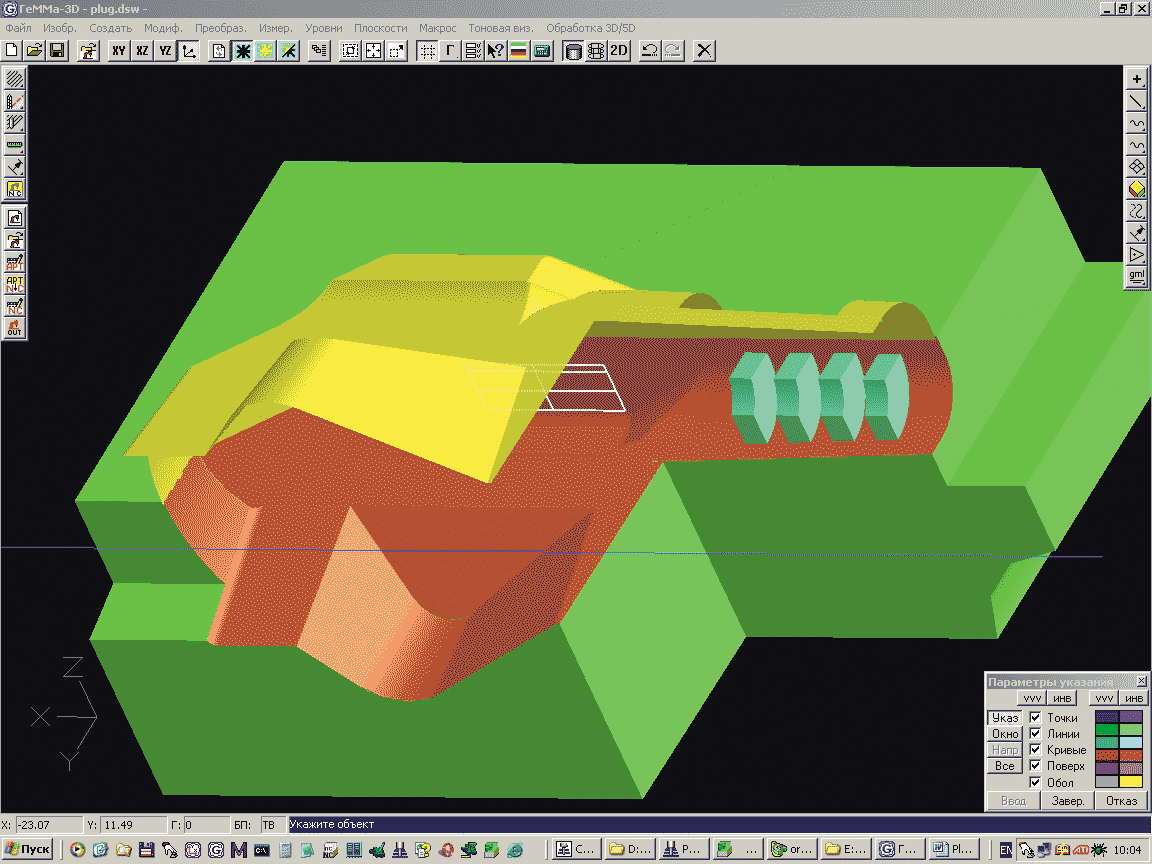
Рис. 3. Почти готовый электрод
Шаг 3 . Удаляем патчи для того, чтобы электрод не зажигал «бирюзовую» зону — эти элементы обрабатываются отдельными электродами. Создаем линейчатую поверхность, которая должна быть несколько больше «бирюзовой» зоны, учитывая последующую обработку и невозможность выбрать весь материал. Можно сделать и проще — создать поверхность «один в один» и обработать ее позже с отрицательным припуском. По сути, после нескольких геометрических преобразований (отражений и поворотов) электрод готов (рис. 4).
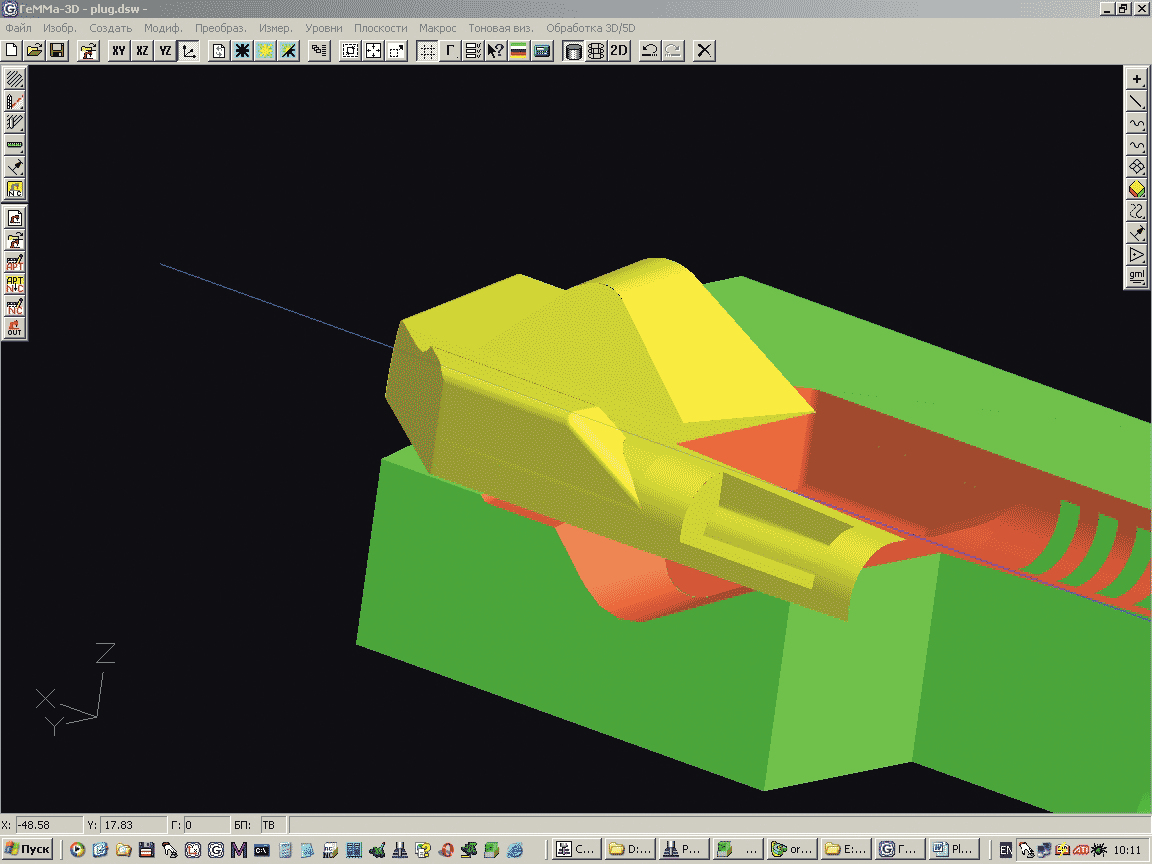
Рис. 4. Готовый электрод
Шаг 4 . Выделяем освобождение под «бирюзовую» зону другим цветом и приступаем к обработке. Фреза Mitsubishi, которой мы пользуемся, имеет диаметр 5 мм и радиус скругления 0,5 мм. Стратегия — черновая обработка (рис. 5).

Рис. 5. Выбор стратегии черновой обработки
На рис. 6 показана траектория черновой обработки.
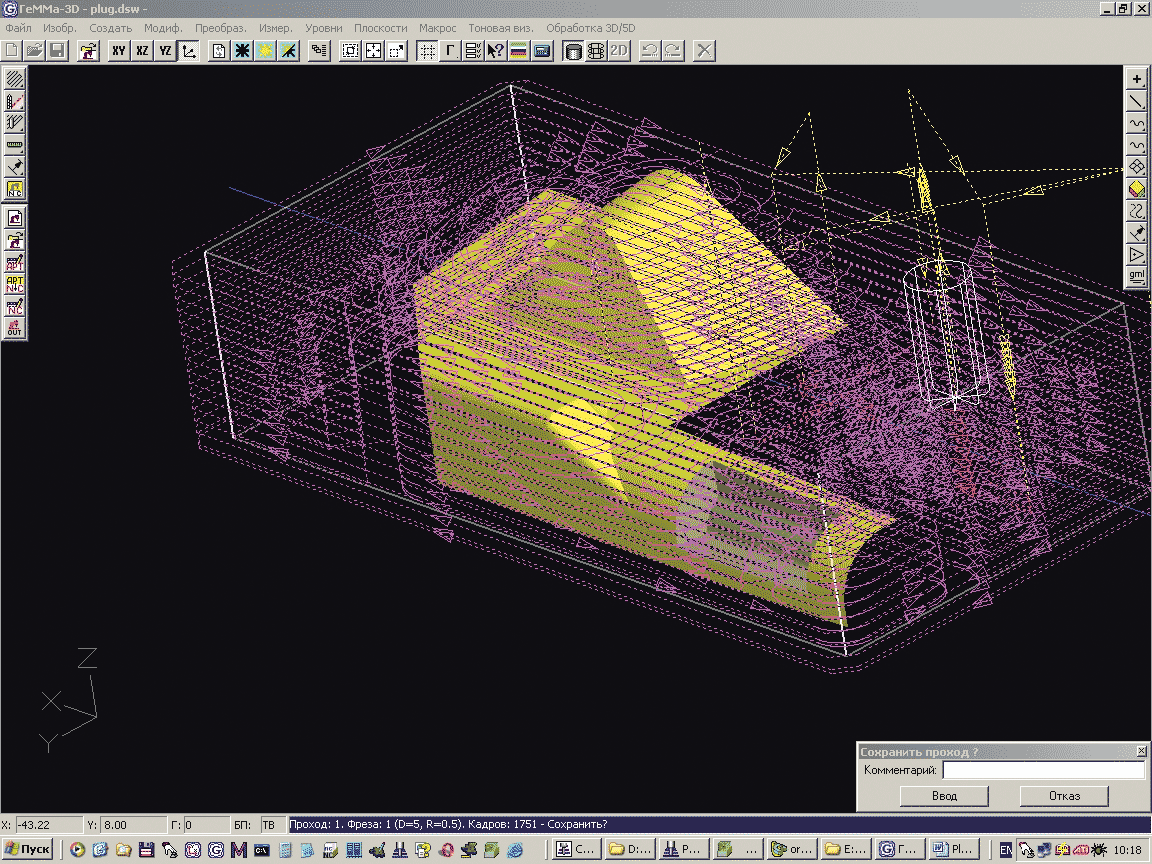
Рис. 6. Черновая обработка
Шаг 5 . Выбираем стратегии для чистовой обработки. Их две: по Z-уровням и штриховка, что объясняется наличием пологих участков. На рис. 7 показана обработка по слоям (Z-уровням), а на рис. 8 — стратегия «Штриховка».
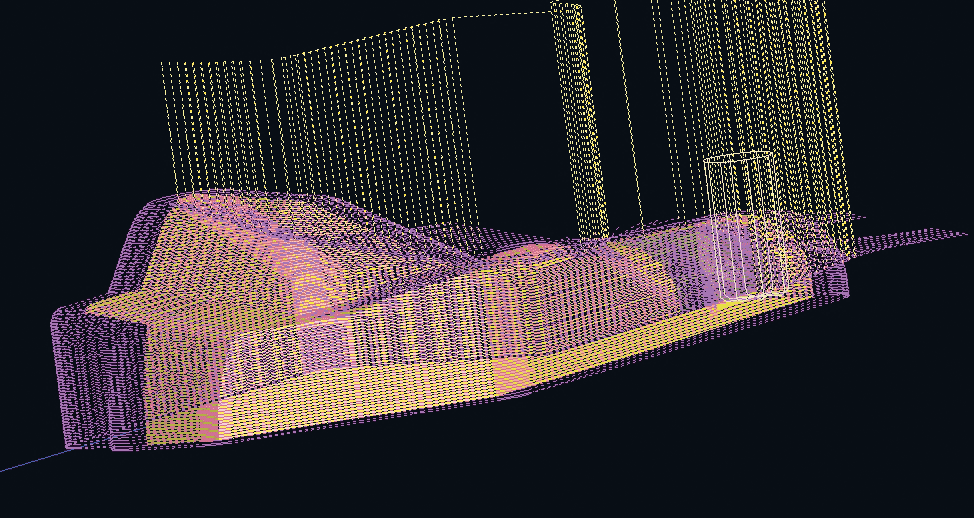
Рис. 7. Чистовая обработка по Z-уровням

Рис. 8. Чистовая обработка по стратегии «Штриховка»
Шаг 6 . Проверка с помощью программы визуализации. На рис. 9 показана визуализация обработки.
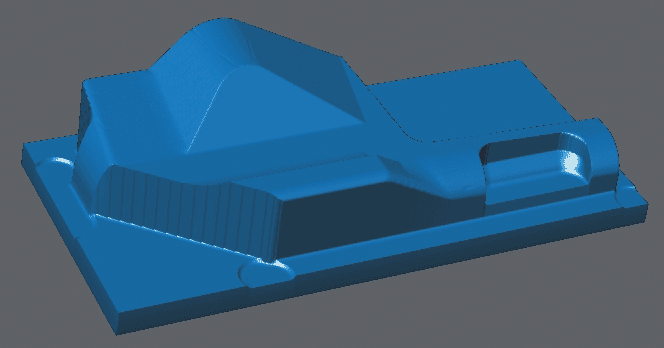
Рис. 9. Визуализация обработки
Шаг 7 . Доработка элемента освобождения с зазором 1 мм показана на рис. 10 и 11.
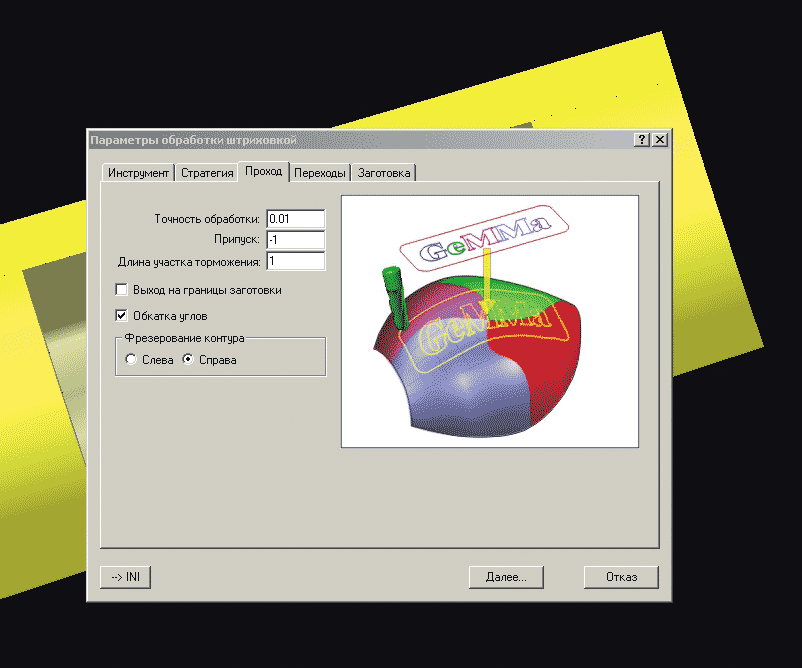
Рис. 10. Меню параметров обработки штриховкой

Рис. 11. Обработка элемента освобождения с отрицательным зазором
Шаг 8 . Заключительным этапом является получение управляющей программы (рис. 12) и учетной документации (рис. 13).
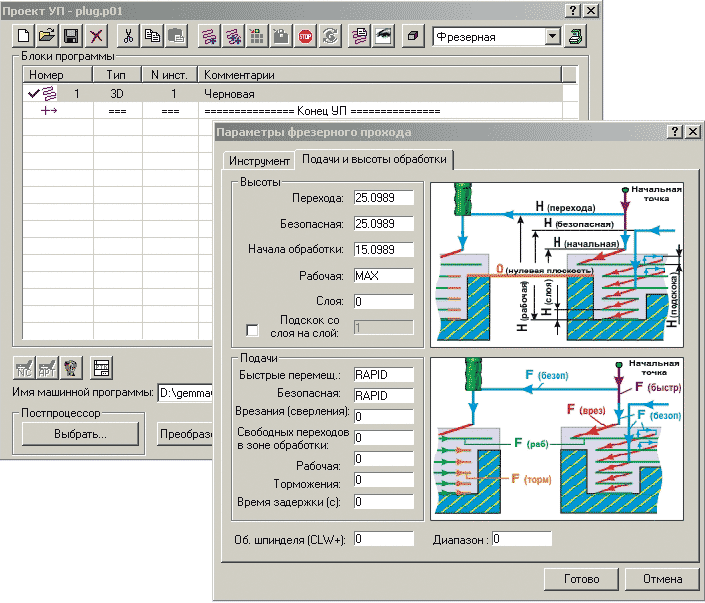
Рис. 12. Получение управляющей программы
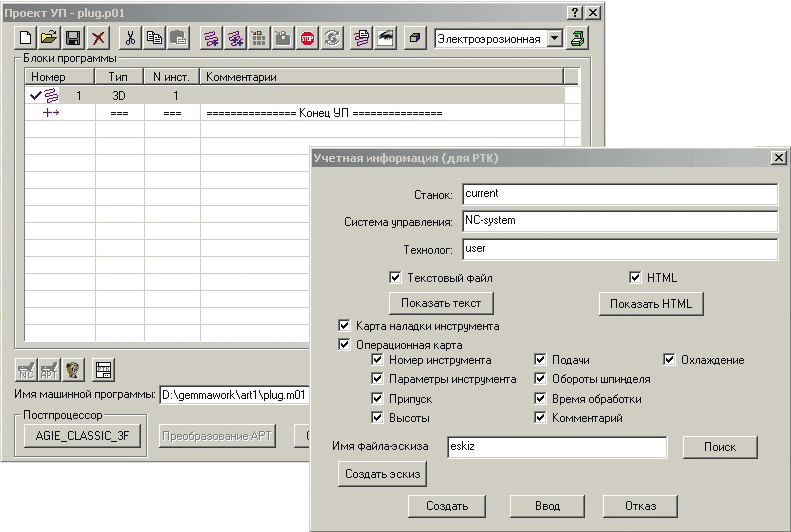
Рис. 13. Получение учетной документации
Аналогично делаем электроды для «бирюзовой» зоны. Подробно рассказывать об этом нет необходимости — все точно так же, как в предыдущем случае.
Описанная в статье работа над электродами заняла пару часов. Ни один технолог при изготовлении электродов не пострадал.

