
TechCard v7: пять шагов технологической подготовки производства. Шаг второй. Материальное нормирование
В первой части статьи (см. «САПР и графика» № 5’2007) мы определили пять этапов технологической подготовки производства: создание расцеховочного маршрута, материальное нормирование, проектирование техпроцессов, трудовое нормирование и получение различных сводных ведомостей технологической информации. При этом было дано обоснование, почему все указанные этапы целесообразно осуществлять в единой базе данных, в которой будут работать и конструкторские и технологические подразделения предприятия.
Теперь давайте рассмотрим более подробно второй этап технологической подготовки производства, а именно осуществление материального нормирования средствами системы TechCard.
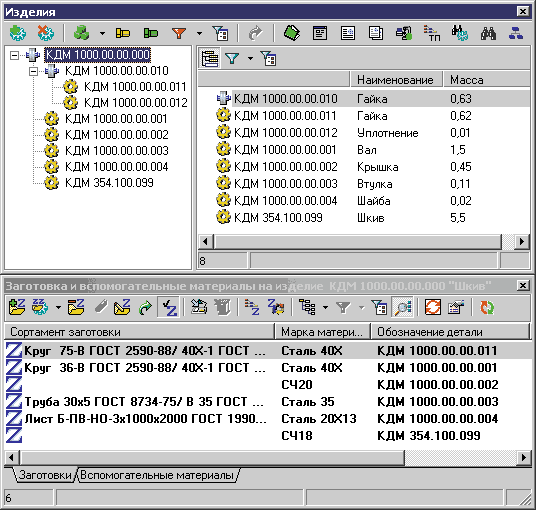
Рабочий стол TechСard
На абсолютном большинстве машиностроительных предприятий технолог перед началом проектирования техпроцесса обязан определить, из какого материала (сортамента) будет изготовлена деталь, а также рассчитать параметры заготовки. Многие из этих параметров, такие как габаритные размеры, масса заготовки, коэффициент использования материала, в дальнейшем нужно будет указывать на бланках документов техпроцесса. На крупных предприятиях для этих целей созданы специальные подразделения — бюро материального нормирования. Результатом их работы, помимо расчета параметров заготовки, является назначение и расчет норм расхода вспомогательных материалов, которые потребуются при обработке деталей. Естественно, полученные в бюро материального нормирования данные должны автоматически передаваться в техпроцессы, которые будут создавать технологи основного производства.
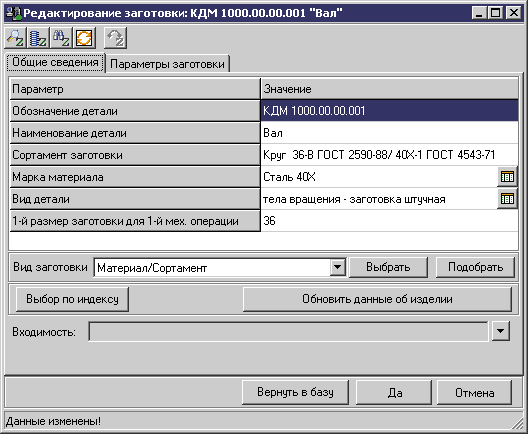
Страница «Общие сведения» окна редактирования заготовки
Программный комплекс TechCard позволяет формировать различные варианты заготовок на изделие, рассчитывать их параметры, назначать вспомогательные материалы и рассчитывать их нормы расхода, осуществлять и отслеживать изменения по вариантам заготовок и нормам расхода вспомогательных материалов, а также получать на основании базы материальных норм различные сводные и подетальные документы (ведомости).
В системе TechCard есть возможность создавать для одного изделия несколько вариантов заготовок. Нередки случаи, когда одна и та же деталь может изготавливаться, например, как из сортового проката, так и из поковки, при этом рассчитанные параметры заготовок могут настолько сильно отличаться, что потребуют создания нескольких техпроцессов для одной и той же детали с различными режимами обработки, а следовательно, и с разными трудовыми затратами. Система TechCard позволяет создать для каждого варианта заготовки свой техпроцесс обработки и, используя связь расцеховочного маршрута и техпроцесса, передать данные о заготовке в систему управления предприятием.
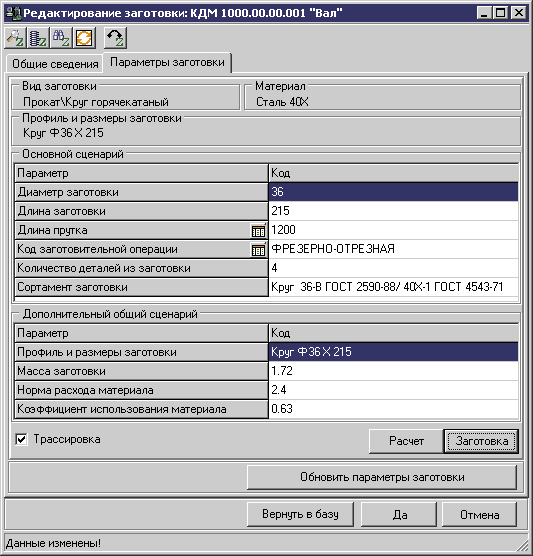
Страница «Параметры заготовки» окна редактирования заготовки
Создание варианта заготовки не составляет для технолога сложности. На странице «Общие сведения» он должен определить из контекстного списка «Вид заготовки», что будет являться заготовкой для данной детали. Система TechCard позволяет выбрать заготовку из каталога «Сортамент» базы IMBASE (разработка ОДО «ИНТЕРМЕХ»), а также использовать в качестве заготовок стандартные изделия из каталога «Конструкторский» базы IMBASE или изделия, уже хранящиеся в базе PDM Search (разработка ОДО «ИНТЕРМЕХ»). Модули IMBASE и PDM Search включены в состав системы TechCard по умолчанию. Если деталь планируется получать путем модификации стандартного изделия или детали из Search, то их параметры могут стать параметрами заготовки (перечень передаваемых параметров настраивает администратор в программе настройки базы данных TechCard). Если заготовка выбирается из каталога «Сортамент», то в сценарии общих сведений технолог должен указать вид детали (тело вращения, плоская деталь и т.п.), так как от этого зависит, по каким правилам будет произведен расчет параметров заготовки.
При выборе вида заготовки «Материал/Сортамент» технологу открывается окно каталога «Сортамент», в котором он имеет возможность выбрать вид сортамента, таблицу, связанную с маркой требуемого материала (данные по марке материала при этом автоматически попадут в сценарий общих сведений варианта заготовки), а из этой таблицы — типоразмер сортамента. Данные о выбранном сортаменте автоматически переносятся на страницу «Параметры заготовки» и являются исходными для расчета. После заполнения технологом всех исходных данных система TechCard автоматически рассчитывает параметры заготовки.
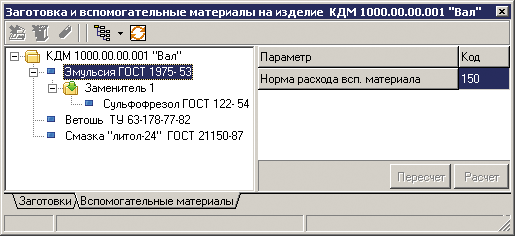
Назначение вспомогательных материалов на изделие
Помимо прямого выбора заготовки из таблиц каталога «Сортамент» система TechCard позволяет технологу осуществлять автоматический подбор сортамента в зависимости от выбранного вида детали (например, на основании наибольшего диаметра детали подобрать круг нужного типоразмера) или выполнять поиск по предварительно проиндексированным полям каталога «Сортамент». Автоподбор сортамента и поиск его по индексу существенно сокращают время технолога на разработку варианта заготовки.
При создании варианта заготовки нередки случаи, когда заготовки на целый перечень деталей одинаковы или имеют некоторые различия в размерах, но типоразмер сортамента для них один и тот же. В такой ситуации система TechCard позволяет существенно сократить временные затраты и не создавать для каждой детали вариант заготовки с нуля, а воспользоваться функцией копирования заготовки от детали с аналогичной заготовкой. При необходимости технолог может внести изменения в исходные данные вновь созданного варианта заготовки и автоматически пересчитать ее параметры.
Система TechCard позволяет связать варианты заготовок с вариантами расцеховочных маршрутов. При этом в техпроцессах, связанных с расцеховочными маршрутами, список заготовок автоматически отфильтруется — будут показаны только те варианты заготовок на деталь, которые связаны с вариантом расцеховочного маршрута для данного техпроцесса.
Технолог на своем рабочем столе в системе TechCard может ознакомиться с любой информацией по заготовкам — как на выбранное изделие, так и на его состав, если это сборочная единица. При этом перечень отображаемых параметров варианта заготовки настраивается каждым технологом самостоятельно, и данная настройка сохраняется для каждого рабочего места. Если технологом выбран режим отображения вариантов заготовок по всем входимостям выбранного изделия или показ заготовок состава изделия, то система TechCard предоставляет возможность фильтрации выводимой информации по параметрам заготовок. Например, фильтр можно настроить таким образом, чтобы были показаны только те варианты заготовок, в которых присутствует определенный тип сортамента или вид заготовки. Это позволяет оградить технолога от ненужной ему информации, а также существенно ускоряет работу в указанных режимах отображения данных по заготовкам.
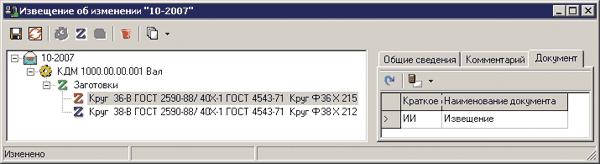
Извещение об изменении варианта заготовки
Помимо назначения заготовок и расчета их параметров неотъемлемой частью работы технолога является назначение вспомогательных материалов, которые потребуются в процессе производства детали, а также расчет их норм расхода. В системе TechCard можно еще до создания техпроцесса указать для детали перечень вспомогательных материалов и их нормы расхода (на предприятиях эту работу обычно выполняет бюро подготовки производства) для того, чтобы оценить себестоимость изготовления детали на предварительном этапе подготовки производства. Назначение вспомогательных материалов производится в окне «Заготовка и вспомогательные материалы на изделие» на странице «Вспомогательные материалы». Добавление материалов выполняется из каталога «Вспомогательные материалы» базы IMBASE. Если каталог «Вспомогательные материалы» был предварительно проиндексирован, то технолог имеет возможность осуществлять поиск необходимого материала по полю каталога, которому присвоены индексы, — это значительно сокращает время поиска требуемой информации.
В системе TechCard реализована возможность создания наборов вспомогательных материалов в базе данных. Таким образом, при добавлении набора к детали или к элементу техпроцесса осуществляется выбор сразу нескольких вспомогательных материалов, которые обычно применяются в комплексе. К тому же если происходит добавление для детали или элемента техпроцесса вспомогательного материала, являющегося рецептурой (база IMBASE позволяет указать для материалов-рецептур перечень материалов-компонентов и процентные соотношения), то при указании для него нормы расхода его компонентов рассчитываются исходя из доли каждого компонента в рецептуре. При необходимости технолог также может указать заменитель для выбранного материала и автоматически рассчитать его норму расхода.
Впоследствии любой вспомогательный материал, назначенный предварительно в окне «Заготовка и вспомогательный материал на изделие», может быть выбран к элементу техпроцесса на данную деталь по команде «Добавить материал из изделия». Это тоже позволяет сократить время поиска требуемого материала в базе IMBASE. Вспомогательные материалы, назначенные в техпроцессе, могут быть собраны с переходов на операции и с операций на техпроцесс с суммированием рассчитанных норм расхода. После создания техпроцессов изготовления детали данные по вспомогательным материалам будут попадать в различные сводные и подетальные ведомости материалов уже именно из техпроцессов.
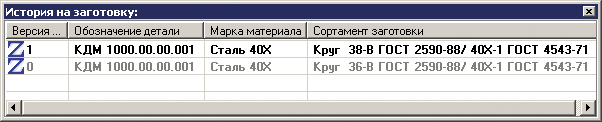
История изменения варианта заготовки
В системе TechCard реализован механизм проведения изменений в заготовках по извещениям. Данный режим работы позволяет упорядочить редактирование заготовок. Для того чтобы создать новые варианты заготовок или отредактировать уже существующие, необходимо выпустить извещение об изменении. Для проведения изменений технолог берет на редактирование вариант заготовки, рабочая копия которого помещается на рабочий стол TechСard. После того как все необходимые изменения проведены, технолог создает извещение об изменении и включает в него все варианты заготовок, которые он изменил.
В окне извещения отображаются строки редактируемых или вновь создаваемых вариантов заготовок — до внесения изменений и после. Технолог также имеет возможность сформировать документ вида «Было — стало». Для того чтобы новый или отредактированный вариант заготовки попал в базу данных, технологу потребуется согласовать технологическое извещение и поместить его в архив.
Для согласования и утверждения извещения об изменении заготовок технолог использует механизмы электронного документооборота системы Search. В процессе согласования извещение об изменении утверждается (подписывается), и после его регистрации в архиве все рабочие версии заготовок, включенные в данное извещение, автоматически актуализируются.
Вся история изменения заготовок хранится в базе данных и в любой момент эту информацию можно получить.
Все вышеописанные функции есть в системе TechCard, однако компания ИНТЕРМЕХ разработала и специализированный АРМ материального нормирования, который включает весь функционал по созданию, редактированию, внесению изменений в заготовки и вспомогательные материалы на изделие, получению отчетов (ведомостей) по составу изделия, заготовкам и материалам, применяемым в процессе обработки, который может использоваться в бюро материального нормирования предприятия.
Материальное нормирование — это неотъемлемая часть технологической подготовки, осуществление которой необходимо для эффективного определения себестоимости изготавливаемой продукции и планирования производства в целом.
Продолжение следует

