
Точное фрезерование в ADEM-VX
Динамические характеристики оборудования
Оптимальные режимы резания инструмента
За последние 10 лет мировые лидеры в области режущего инструмента представили на рынке образцы, позволяющие в несколько раз повысить производительность и качество обработки. Ранее, до появления такого инструмента, минутная подача не превышала 300 мм/мин при обработке конструкционных сталей и 600 мм/мин при обработке легких сплавов. Сейчас, если станок обеспечивает необходимые обороты, скорость подачи может достигать 1500 и 10 000 мм/мин соответственно. Например, сверла для обработки алюминиевых сплавов фирмы SANDVIK для достижения максимальной производительности требуют оборотов шпинделя до 25 000 об./мин и скорости подачи до 9000 мм/мин. Конечно, далеко не каждый станок может поддерживать такие режимы при глубине сверления 10- 15 мм.
Однако сам по себе инструмент не способен обеспечить нужные параметры получаемой детали, в первую очередь точностные характеристики. Следовательно, это должно быть заложено в управляющей программе. Что же следует учитывать CAM-системам при создании УП для фрезерования? На наш взгляд, определяющими являются следующее факторы:
- учет динамических характеристик станка;
- максимально точное выдерживание оптимальных режимов резания для выбранного инструмента.
Рассмотрим эти факторы более подробно.
Динамические характеристики оборудования
Рабочие органы станка имеют значительную массу и, как следствие, большую инерционность. Для исключения излишних нагрузок на приводы и увеличения срока их службы в системы ЧПУ обычно закладываются специальные параметры, которые определяют угол перелома (реверса) траектории и характеристики разгона/торможения (максимально возможное ускорение). При всех изменениях направления движения на этот или более острый угол система управления выполнит торможение в конце перемещения перед переломом и разгон после него.
Давайте рассмотрим пример сброса скорости подачи (с 400 до 10 мм/мин), который производит система управления станка МАНО-600 на визуально гладкой траектории, созданной в системе Master-CAM. Траектория имеет очень незначительные отклонения от модели — до 0,004 мм, но поскольку все перемещения достаточно малы, то возникает ситуация реверсного угла — даже небольшое изменение направления приводит к торможению. Как было выяснено экспериментальным путем, станок МАНО-600 значительно сбрасывает подачу при развернутом угле перелома траектории 175° и меньше.
Если длина перемещения, заданная в кадре перед переломом, меньше, чем это необходимо для торможения, система управления не может обеспечить сброс подачи. При этом инструмент отклоняется от заданной траектории и на обрабатываемой детали получается подрез (рис. 1). Данная диаграмма получена путем промера точек траектории на КИМ SKY-1 и наложения их на математическую модель.
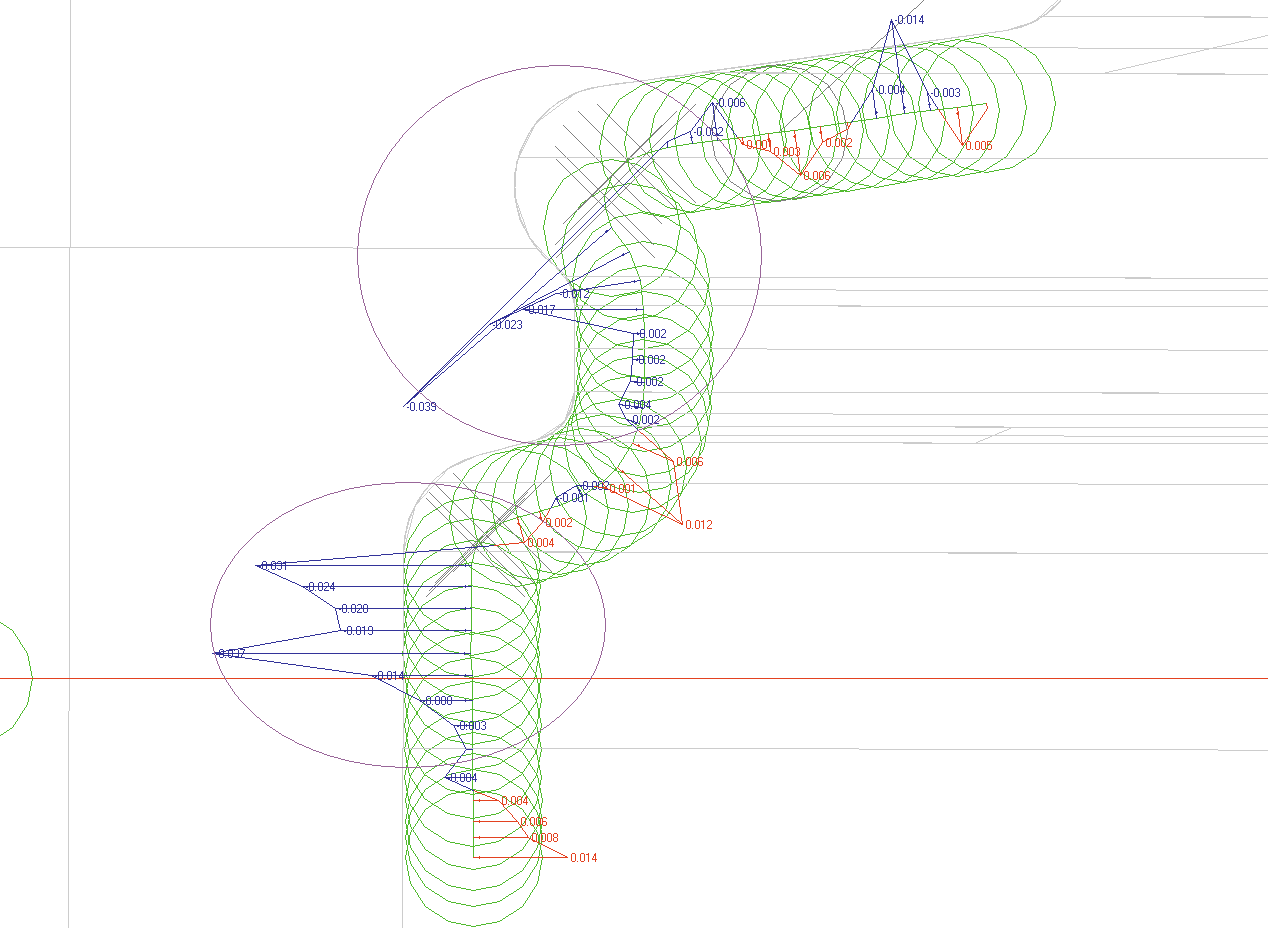
Рис. 1. Пример отклонения инструмента от расчетной траектории
При обработке поверхностей с наличием переломов или зон вырождения такая ситуация возникает по нескольку раз на каждом проходе. Максимальный подрез в этом случае достигал 0,39 мм при обработке матричного блока выдувной формы ФЛS-130-03-000-СБ (это хорошо видно на рис. 2).

Рис. 2. Подрезы на реальной детали
Есть еще один негативный момент в ситуации реверсного угла: поскольку в этом случае включается режим экстренного торможения, то возникают механические и электрические нагрузки на привод, превышающие нормальные эксплуатационные значения, а это приводит к уменьшению срока службы ШВП и систем управления электроприводами.
Для исключения подобных ситуаций в отечественной интегрированной CAD/CAM/CAPP-системе ADEM-VX начиная с версии 8.1 был реализован механизм, который значительно уменьшает риск появления подобных подрезов. Результаты промера той же самой детали, обработанной в ADEM-VX с теми же режимами, представлены на рис. 3.
Оптимальные режимы резания инструмента
Не менее важной для обеспечения качества и точности обработки является необходимость строгого соблюдения рекомендаций фирм — производителей инструмента относительно используемых режимов резания.
Для определения важности каждого параметра режимов резания рассмотрим упрощенный порядок их расчета, например, для обработки деталей из конструкционных углеродистых и легированных сталей концевыми быстрорежущими фрезами.
Первой рассчитывается подача на зуб — Fz:
Fz =(D/(T•B))•K,
где: D — диаметр фрезы; T — глубина фрезерования; B — ширина фрезерования; K — набор коэффициентов, учитывающих механические свойства материала заготовки, чистоту и вид обрабатываемой поверхности, отношение вылета к диаметру инструмента и др.
Затем рассчитывается скорость резания V:
V =(D/(T•B•Fz•Nz•t))•K,
где Nz — количество зубьев фрезы; t — время стойкости фрезы.
Далее рассчитываются обороты и подача:
N = V•1000/(![]() •D).
•D).
F = V•Nz•Fz.
Давайте рассмотрим, на что влияет каждый из этих параметров.
Подача на зуб
Данный параметр определяет основные условия резания. Он задает толщину снимаемой стружки и обеспечивает создание необходимого усилия для резания. Условие создания усилия резания определяет минимальную подачу на зуб и зависит от типа инструмента.
При попутном фрезеровании задание подачи на зуб меньше минимально допустимой приводит к ухудшению условий резания и повышенному износу инструмента. Это происходит потому, что первый зуб не может срезать слишком тонкий слой металла: на режущей кромке не создается достаточная сила резания и он проскальзывает, резать начинает только второй или третий зуб. При этом возникает дополнительная нагрузка на инструмент и на станок из-за избыточного трения при проскальзывании зубьев. Кроме того, поскольку фреза работает через зуб, а то и через два, возникает вибрация, которая приводит к разрушению режущей кромки инструмента, повышенному износу узлов станка и плохому качеству обрабатываемой поверхности.
При встречном фрезеровании даже при оптимальной подаче зуб фрезы входит в металл по касательной, со стружкой нулевой толщины и проскальзывает до тех пор, пока сила давления режущей кромки не достигнет необходимой величины для создания достаточной силы резания. Процесс резания больше напоминает выглаживание с сопутствующими ему высокой температурой и повышенным трением. Зачастую это приводит к нежелательному упрочнению поверхностного слоя детали и повышенному износу инструмента.
Поэтому встречное фрезерование следует применять при наличии твердой корки на первом проходе или зазоров в приводе станка, так как при попутном фрезеровании в этой ситуации силы резания могут сместить стол, что приведет к «подрыву» — внезапному увеличению подачи на зуб и поломке инструмента. Кроме того, при встречном фрезеровании необходимо обращать особое внимание на удаление стружки из зоны резания.
Скорость резания
Скорость резания — это окружная скорость движения режущей кромки, вектор которой направлен по касательной к диаметру инструмента (для фрезерной обработки). Она оказывает основное влияние на время стойкости инструмента при условии задания оптимальной подачи на зуб. Ее значение зависит от многих параметров (смотри формулу расчета).
Обороты и минутная подача
Как видите, обороты и минутная подача являются производными от скорости резания и диаметра инструмента. Кроме того, они задаются в управляющей программе для станка. И если обороты, как правило, не изменяются от начала до конца работы одного инструмента, то минутная подача может меняться на любом участке траектории.
Существующее мнение, что минутная подача должна быть константой, ошибочно. Из всего вышесказанного очевидно, что постоянной необходимо выдерживать подачу на зуб, а минутная подача может и должна меняться. Наиболее простым примером этого служит фрезеровка отверстий или обкатка углов на контуре. При движении фрезы при обработке внутреннего радиуса возникает ситуация, когда периферия инструмента перемещается с гораздо большей скоростью. Например, если при движении по радиусу 1 мм фрезой ![]() 10 мм задана подача 300 мм/мин, то непосредственно на контуре минутная подача будет равна 1500 мм/мин. Соответственно реальная подача на зуб возрастет в пять раз(!), что несомненно приведет к поломке инструмента.
10 мм задана подача 300 мм/мин, то непосредственно на контуре минутная подача будет равна 1500 мм/мин. Соответственно реальная подача на зуб возрастет в пять раз(!), что несомненно приведет к поломке инструмента.
При обработке выпуклых поверхностей мы получаем обратный эффект — подача падает.
Рассчитать вручную необходимое изменение минутной подачи на каждый участок траектории вряд ли возможно. Это становится очевидным при обработке сложных поверхностей, где практически каждый проход должен выполняться со своей минутной подачей.

Рис. 3. Учет угла реверса в системе ADEM-VX
Заметим, что практически во всех САМ-системах существует механизм коррекции минутной подачи, который, как правило, основан на выделении зоны торможения. Для «старого» инструмента этот алгоритм работает хорошо, поскольку изменение подачи составляет не более 50%. Однако при применении современного инструмента, когда необходимо изменение минутной подачи в несколько раз, этот алгоритм приводит к его повышенному износу, что наглядно видно на рис. 4. Данный рисунок получен путем обмера детали на КИМ и наложения результатов на математическую модель.
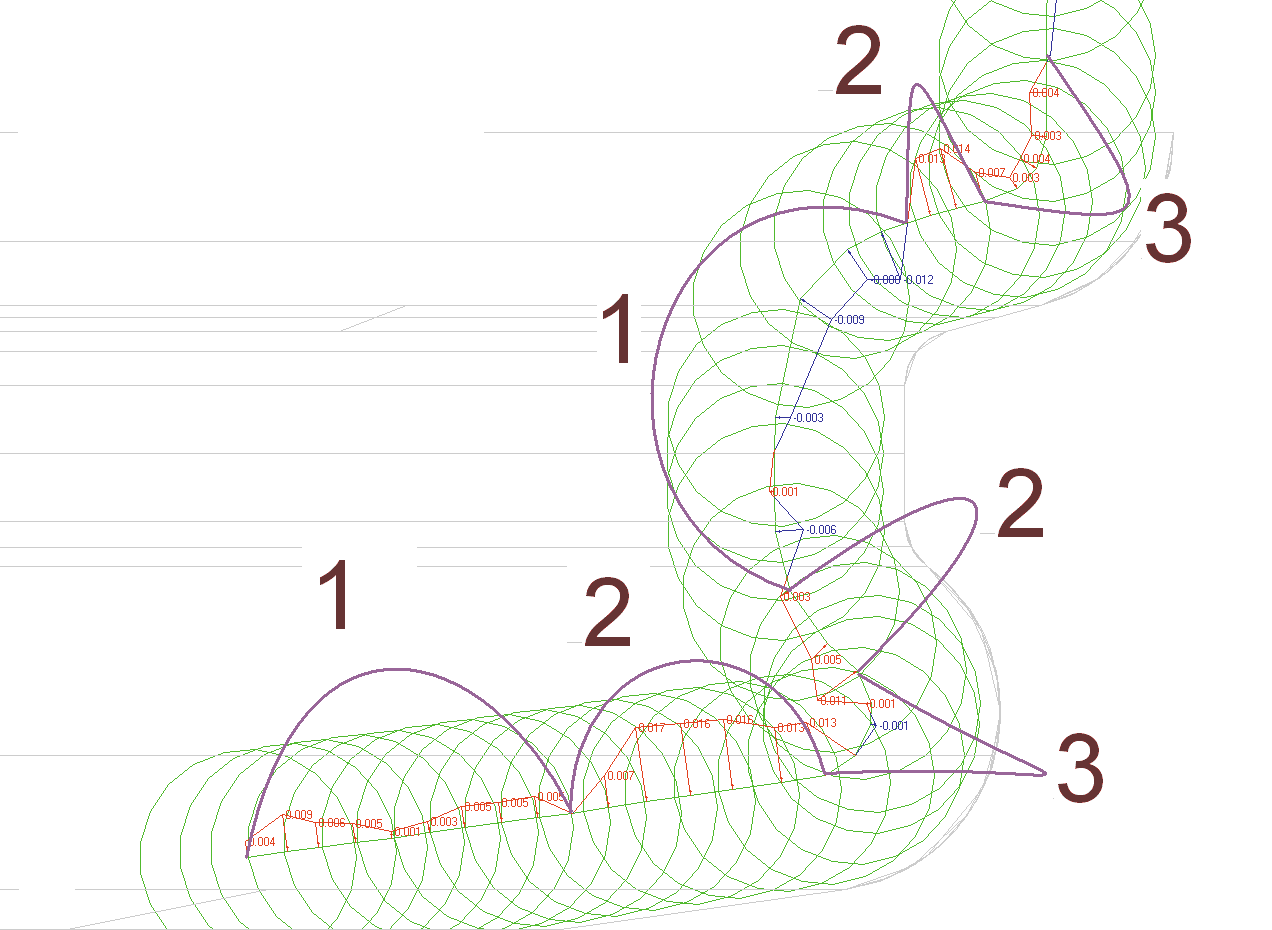
Рис. 4. Традиционный метод корректировки минутной подачи
В качестве примера возьмем ту же деталь, которая использовалась для создания диаграммы, представленной на рис. 1. Она изготовлена из стали 40Х (твердостью 46 HRC), припуск на обработку 0,05 мм.
В местах, обозначенных цифрой 1, минутная подача равна 400 мм/мин и обеспечивает подачу на зуб 0,06 мм, что, согласно рекомендациям фирмы SANDVIK, соответствует оптимальному режиму. Отклонение не превышает 0,01 мм.
На участках 2 в программе задан плавный сброс минутной подачи до 10 мм/мин, а затем согласно динамическим требованиям станка — разгон. На этих участках подача на зуб составила менее 0,007 мм, в результате чего из 0,05 мм припуска фреза смогла срезать только 0,03 мм. Поскольку сильно заниженная подача на зуб не обеспечила необходимого усилия резания, стойкость фрезы уменьшилась примерно в 10 раз.
В то же время на участках 3 хотя минутная подача и была равна 10 мм/мин, но за счет малого радиуса разворота подача на зуб составила 0,03 мм, что хоть и меньше оптимальной, но больше минимально допустимой. В результате отклонения полученного контура сразу уменьшились. При этом если уменьшить величину аппроксимации с целью улучшить качество поверхности, то возникнет ситуация реверсного угла, описанного выше.
Из приведенного примера очевидно, что традиционные методы изменения минутной подачи для современного инструмента неприемлемы. Именно поэтому в версии 8.1 системы ADEM-VX были реализованы оба метода, обеспечивающих повышение точности фрезерной обработки:
при расчете зон торможения принимаются во внимание динамические характеристики станка;
корректировка подачи производится для каждого участка траектории исходя из заданных оборотов, числа зубьев фрезы, подачи на зуб и кривизны обрабатываемого контура на конкретном участке.
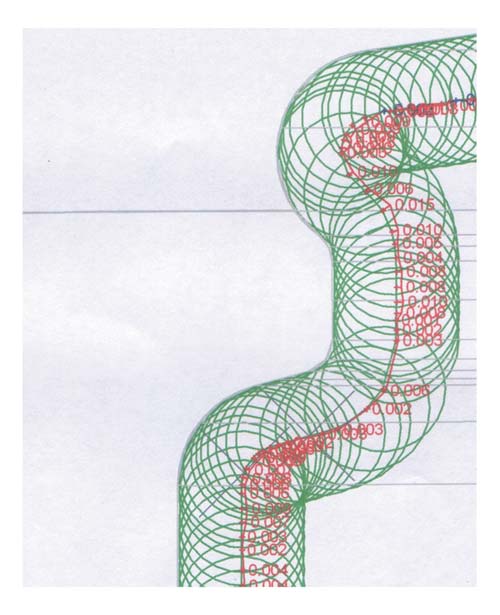
Рис. 5. Фрагмент траектории, созданной в CAD/CAM ADEM-VX
Это существенно повысило точность получаемых деталей, уменьшило общее время работы УП и значительно увеличило стойкость инструмента. Так, обмер детали, созданной на основе УП, подготовленной в ADEM-VX, показал практически равномерное отклонение по всему контуру, не превышающее 0,015 мм в наиболее сложных местах (рис. 5). Практическая проверка полностью подтвердила правильность реализованных методик.
Итак, учет динамики станка и оптимальные режимы обработки — вот залог максимальной точности получаемых деталей.

