Организация конструкторско-технологической подготовки позаказного производства в комплексной САПР корпусной мебели
Позаказное промышленное производство корпусной мебели, получившее в настоящее время широкое распространение, существенно изменяет требования к автоматизации конструкторско-технологической подготовки. Это связано с необходимостью сочетания промышленных методов производства с индивидуальностью практически каждого выпускаемого мебельного ансамбля. Исходя из этого структура конструкторско-технологической подготовки должна определяться такими факторами изделий, как применение новых, прогрессивных материалов, фурнитуры и технологий, конструктивная сложность, проработанные типовые или групповые технологические процессы. Кроме того, необходимо соответствие установленным показателям качества и наличие необходимого оборудования и кадров для производства планируемых объемов с учетом нормативных технико-экономических параметров.
Организационная структура производственно-технологических подразделений предприятия должна обеспечивать эффективное решение следующих задач:
- рациональное распределение функций конструкторской и технологической подготовки производства между отдельными подразделениями;
- тесную информационную интеграцию технологических служб как с конструкторскими подразделениями — источниками необходимой информации, так и с производственными подразделениями;
- четкую организацию электронного документооборота конструкторско-технологических документов с фиксацией конкретных исполнителей и отслеживанием любого документа от момента его возникновения до архивации;
- возможность оперативного реагирования на быстро меняющуюся номенклатуру выпускаемых изделий.
В плане автоматизации особенностью предприятий, использующих элементы позаказного промышленного производства, является наличие двух параллельных информационных потоков, обеспечивающих промышленное производство мебели по индивидуальным заказам потребителей и выпуск пилотных вариантов изделий для расширения номенклатуры прототипных моделей и отслеживания тенденций изменения приоритетов потребителей. Общая структурная схема организации конструкторско-технологической подготовки показана на рис. 1. Выбор же конкретного варианта зависит от следующих факторов:
- доля изделий, выпускаемых по индивидуальным заказам, в производственной программе предприятия;
- уровень организации подготовки производства, в том числе уровень автоматизации выполнения проектно-производственных операций;
- скорость, точность и безошибочность выполнения этапов технологической подготовки производства, а также полнота и достоверность необходимых для этого исходных данных.
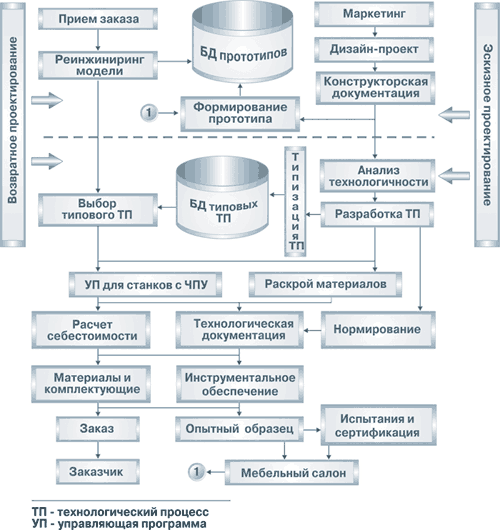
Рис. 1
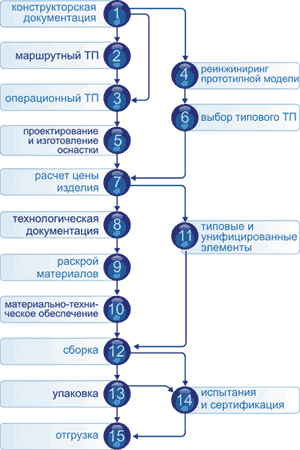
Рис. 2
На основании принятой схемы конструкторско-технологической подготовки разрабатываются типовые графики, отражающие набор и последовательность реализации отдельных ее этапов, которые представляются в виде графа (рис. 2).
На подготовку производства изделий по индивидуальным заказам на базе отработанных типовых технологических процессов (реинжиниринг, или возвратное проектирование) уходит немного времени. А разработка пилотных вариантов изделий (инжиниринг, или эскизное проектирование), напротив, требует тщательной проработки всех этапов, показанных на рис. 2, что занимает, по различным оценкам, от одного до двух месяцев. Для сохранения имеющихся конкурентных преимуществ и объемов прибыли предприятию необходимо организовать оперативное обновление номенклатуры прототипных моделей. Модель может получить статус прототипной либо директивно, либо на основании изучения потенциального спроса при экспонировании пилотного варианта в мебельных салонах в течение одного-трех месяцев. Анализ опыта работы ряда предприятий показал, что уровень перехода на новую прототипную модель должен составлять 40-60% периода эксплуатации старой модели, что иллюстрируется графиком, показанным на рис. 3. Из него видно, что во время перехода в качестве прототипных моделей одновременно будут предлагаться как старое, так и новое изделия.
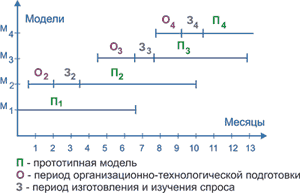
Рис. 3
В условиях позаказного промышленного производства мебели, помимо фактора времени, важной задачей является уменьшение количества субъективных ошибок проектирования на всех этапах. Параллельное и независимое выполнение операций эскизного и возвратного проектирования, являющееся одним из принципов концепции безошибочного проектирования и производства, позволяет решить эту проблему. Однако практическая реализация данного подхода в пространстве геометрических моделей объектов, традиционно используемых в существующих САПР, оказывается весьма затруднительной. Необходим переход к моделям структурно-атрибутивного класса, которые отражают специфику конкретной предметной области.
Модели изделий корпусной мебели, помимо геометрической информации, должны включать способы и алгоритмы реализации сопряжения деталей изделия между собой, методы контроля соответствия модели технологическим требованиям и ограничениям, информацию о наличии и форме вхождения в изделие стандартных элементов и механизмов. Принципиальным отличием рассматриваемого подхода является моделирование прототипных объектов в пространстве эскизных координат. Другими словами, эскизная модель мебельного изделия является обобщенной моделью, не привязанной ни к какому конкретному технологическому процессу изготовления, но содержащей достаточный объем информации для исключения субъективных ошибок в процессе перехода к некоторому конкретному изделию, то есть в пространство исполнительных координат. Например, включение в эскизную модель требования о недопустимости горизонтальных перегородок свыше определенного размера при построении конкретного изделия автоматически приведет к установке в соответствующей секции опорной штанги или вертикальной перегородки.
Традиционно при работе с индивидуальными заказами каждый из них порождает свою цепочку «конструирование — технологическая подготовка — производство». Разработка проекта нового изделия, даже при использовании функционально насыщенных САПР, требует достаточного времени и не исключает субъективных ошибок проектирования. В определенной мере сократить их количество позволяет использование библиотек ранее созданных изделий. Однако поиск подходящего изделия, доработка его конструкции и технологии изготовления тоже требуют немало времени. Таким образом, при большом количестве поступающих заказов конструкторско-технологическая подготовка становится узким местом, не позволяющим полностью загрузить производственные мощности предприятия. Экстенсивный способ решения этой проблемы — путем увеличения штата специалистов — неизбежно приведет к росту себестоимости продукции, что неприемлемо в современных рыночных условиях.
При распараллеливании процессов эскизного и возвратного проектирования (см. рис. 1) реализация заказа нового изделия уже не требует конструкторско-технологической проработки, поскольку оно априорно входит в одну из разработанных технологических цепочек. Время возвратного проектирования изделия невелико по сравнению с длительностью проектирования нового изделия, а субъективные ошибки исключаются в основном еще в процессе приема заказа, то есть при переходе от эскизных координат к исполнительным.
Реорганизация структуры предприятия при внедрении САПР, построенной на рассмотренных принципах, позволяет решить и проблему дефицита квалифицированных инженерно-технических кадров. В данном случае главной задачей конструктора становится разработка новых прототипных моделей мебели, а технолога — типовых технологических процессов их изготовления. Смена номенклатуры выпускаемых изделий происходит естественным образом: новые прототипные модели добавляются в библиотеку, а не пользующиеся спросом — исключаются из нее, не нарушая при этом общего процесса производства. Другими словами, квалифицированные специалисты занимаются эскизным проектированием, которое не предполагает жестких ограничений по времени. Это позволяет в максимальной степени учесть современные тенденции на рынке мебели, всесторонне проанализировать разрабатываемые модели изделий и отработать технологию их изготовления.
Задачи возвратного проектирования обычно решаются специалистами мебельных салонов (дизайнерами по интерьеру, менеджерами, продавцами-консультантами) при приеме индивидуальных заказов от потребителей. Эти работники, как правило, не владеют глубокими знаниями относительно конструкторских и технологических особенностей конкретного мебельного производства, а также не имеют опыта и навыков работы с автоматизированными конструкторскими и технологическими системами. По большому счету, это и не является их прямой обязанностью. Однако при применении такого программного обеспечения результаты их работы будут полностью соответствовать требованиям производства, причем степень соответствия (качество проекта) в значительной мере зависит от результатов предварительно выполненного эскизного проектирования прототипных мебельных изделий. Фактически на этом этапе прототипная модель изделия «доопределяется», обеспечивая выполнение индивидуальных требований заказчика к конкретному мебельному изделию.
В программное обеспечение возвратного проектирования входят функции расчета стоимости изделия, процедуры динамической визуализации его конструкции и модули формирования и печати документации, предназначенной для оформления расчетно-договорных отношений с заказчиком: договор-заявка, накладная, спецификация с эскизом мебельного изделия и др. Поскольку конечным результатом возвратного проектирования является комплект конструкторско-технологической документации, соответствующие проектные процедуры, выполняемые уже в рамках традиционных САПР корпусной мебели, тоже могут считаться его составной частью.
В соответствии с такой структурой процесса проектирования в составе САПР корпусной мебели для позаказного промышленного производства выделяются три основные функциональные подсистемы:
- автоматизации эскизного проектирования;
- автоматизации возвратного проектирования;
- универсальная САПР мебельных изделий, предназначенная для визуализации геометрических моделей и выполнения операций по подготовке конструкторско-технологической документации проектов.
Рассматриваемые положения были учтены при организации производственного процесса на мебельной фабрике GARDY (г.Санкт-Петербург). Здесь были разработаны и внедрены в эксплуатацию три программных модуля:
- автоматизированного эскизного проектирования;
- администрирования;
- менеджера (возвратного проектирования).
Первый модуль предназначен для формирования прототипных моделей. Он работает в интерактивном режиме, что позволяет специалистам предприятия без привлечения разработчиков создавать высокопараметрические эскизные модели мебельных изделий. Функциональные возможности модуля полностью охватывают текущие и перспективные ассортиментные потребности предприятия. Он устанавливается в конструкторско-технологическом отделе и предоставляет такие функциональные возможности, как:
- формирование корпуса мебельного изделия путем задания конструктивных параметров;
- структуризация внутреннего наполнения;
- формирование базы данных крепежных элементов в эскизном представлении и установка их на модель изделия в автоматическом режиме;
- создание и редактирование базы данных материалов и комплектующих изделий.
Модуль администратора предназначен для эксплуатации на стыке конструкторско-технологического подразделения, экономических служб и руководства предприятия. Его основное назначение состоит в формировании базы данных для работы менеджеров по приему заказов, что требует выполнения следующих функций:
- формирования списка менеджеров, имеющих доступ к модулю приема заказов, и наделения их соответствующими правами;
- формирования базы прототипных изделий, составляющих текущий модельный ряд предприятия;
- описания формальных алгоритмов компиляции прототипных моделей в конкретные модели;
- определения алгоритмов расчета стоимости изделия и ее структуры с учетом ценообразующих элементов заказа и принятой системы предоставления скидок.
Модуль менеджера предназначен для эксплуатации в местах приема индивидуальных заказов и реализует процесс возвратного проектирования изделий на основе информации, полученной от заказчика, и данных, подготовленных в модуле администратора. Он полностью абстрагирован от специфики производства и не предъявляет высоких требований к компьютерной и технологической квалификации пользователей. Главное его назначение заключается в быстрой реализации пожеланий заказчика и их визуализации. Это предполагает:
- быстрое и наглядное построение модели изделия в соответствии с размерами, предоставленными заказчиком;
- автоматизированное вариантное посекционное проектирование конфигурации внутреннего наполнения с автоматическим контролем допустимости выполнения каждой проектной операции;
- выбор профильной системы раздвижных дверей и их вида с автоматической коррекцией размеров щитовых элементов дверей и внутреннего наполнения;
- включение в модель дополнительных элементов фурнитуры: штанги для одежды, сеточные полки для обуви, элементы подсветки козырька, устройства для хранения брюк и галстуков и т.д.;
- автоматическое построение одной или двух открытых угловых консолей;
- качественную трехмерную визуализацию изделия для оценки его эстетических параметров;
- калькуляцию стоимости заказа с дифференцированным учетом стоимости наиболее ценных материалов и комплектующих и формирование сопроводительных документов, включая договор на изготовление мебельного изделия, бланки заказов на корпус шкафа и раздвижные двери, графические эскизы корпуса и дверей с простановкой необходимых фактических размеров;
- сохранение информации о принятом заказе с целью ее последующего использования;
- автоматическое формирование производственного задания в электронном виде с учетом требований и возможностей системы автоматизированного проектирования, используемой на предприятии;
- обеспечение защиты от несанкционированного доступа к программе и авторизации процесса приема заказов.
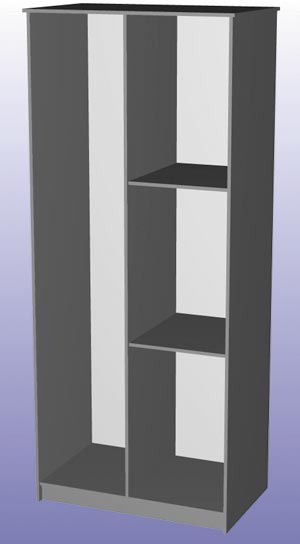
Рис. 4

Рис. 5
Рис. 6
Пример прототипной модели изделия показан на рис. 4, а на рис. 5 и 6 представлены модели шкафов-купе (на рис. 5 показана только одна из трех раздвижных дверей), спроектированных для конкретных заказчиков на основе данной прототипной модели. Эксплуатация комплекса в течение полутора лет показала значительное увеличение количества принимаемых и обрабатываемых заказов без расширения состава конструкторско-технологического подразделения.

