CimatronE DieDesign — проектирование штампов в рекордные сроки
Организация разработки. Отслеживание инженерных изменений
Как отмечает независимая аналитическая компания Aberdeen Group (www.aberdeen.com) в исследовании «Производители пресс-форм и штампов XXI века» (см. также «САПР и графика» № 9’2007), средние сроки поставки для предприятий, классифицированных ею как лучшие в этой отрасли промышленности, составляют 8,7 недели, тогда как для предприятий, классифицированных как отстающие, — 11,6 недели. При этом дополнительный анализ данных, предоставленных Aberdeen, показывает, что пользователи Cimatron способны обеспечивать значительно более короткие сроки поставки, чем другие предприятия , — в среднем им достаточно для выполнения заказов всего 7,9 недели.
Подтверждая результаты исследования, пользователи Cimatron отмечают, в частности, высокую эффективность применения приложения DieDesign для проектирования штампов листовой штамповки. «Благодаря CimatronE DieDesign мы получаем калькуляции стоимости заказов в среднем всего за один час, включая расчет заготовки, раскрой полосы и расчет использования материала, — констатирует Торстен Франке (Thorsten Franke), менеджер проекта Ernst Keller GmbH (Арнсберг, Германия). — До внедрения DieDesign нам требовалось шесть часов для выполнения такой же работы». Джей Вейнер (Jay Weiner), менеджер по механическому проектированию и информационным технологиям CAM Tool & Die (Онтарио, Канада), отмечает: «Приложение Cimatron DieDesign является очень мощным и гибким и обладает непревзойденными возможностями работы с поверхностями. Имея возможность работать в 3D от начала до конца, мы видим значительные улучшения в производительности. Недели работы могут быть сокращены до дней». Поскольку такие оценки вызывают повышенный интерес к предлагаемым решениям, рассмотрим подробнее возможности комплекса специализированных подсистем и модулей CimatronE v.8.5 для проектирования штампов DieDesign (см. также «САПР и графика» № 5’2007).
Организация разработки. Отслеживание инженерных изменений
Как и для других задач технологического проектирования и производства (выпуск литьевых форм, электродов и другой оснастки, управляющих программ для станков с ЧПУ), для разработки штампов компания Cimatron предлагает интегрированное процессно-ориентированное решение, базирующееся на развитых функциональных и организационных возможностях. Для решения каждой задачи рабочего процесса с учетом опыта ведущих предприятий отрасли компания создала множество специализированных функций, модулей и подсистем. В то же время для современной организации работы пользователям предоставляется комплекс средств коллективной разработки и вспомогательные инструменты, ориентированные на решение задач конкретной проблемной области и управление работой (специализированные проводники, панели инструментов, контекстные меню и др.).
В плане организации существенное значение имеет то, что система является сетевой в любой конфигурации и обеспечивает единое представление проекта в менеджере данных для всех пользователей. Такое представление включает иерархические и логические (ассоциативные) связи между объектами проекта и их атрибутную информацию, состав которой может настраиваться. Также любая конфигурация системы поддерживает режим Concurrent Design, обеспечивающий совместную работу нескольких человек с одной сборкой.
Кроме того, средства выявления (модуль QuickCompare) и отслеживания инженерных изменений на всех этапах рабочего процесса независимо от того, в какой CAD-системе разработаны исходные модели изделий, позволяют организовать одновременное выполнение этапов рабочего процесса. Такое распараллеливание работ при использовании CimatronE весьма эффективно, поскольку каждый последующий (при традиционной последовательной организации разработки) этап работы можно начинать до завершения предыдущего, не опасаясь необходимости трудоемких переделок в случае изменения исходных моделей, даже если они импортировались из другой системы. В целом комплекс предлагаемых функциональных и организационных решений позволяет весьма значительно сократить сроки выполнения заказов за счет одновременного прохождения этапов работы, а также сокращения сроков каждого из них.
Рабочий процесс
Комплекс DieDesign предназначен для проектирования всех основных типов штампов листовой штамповки: простого, совмещенного и последовательного действия — и преобразовательных штампов для обработки материала толщиной около 0,1-6 мм. Штампы простого и совмещенного действия обеспечивают выполнение одной или нескольких однородных (например, вырубку-пробивку) операций соответственно. В штампах последовательного действия за один ход пресса выполняются все операции формообразования, необходимые для получения готовой детали из автоматически подающейся полосы или ленты. Операции на полосе выполняются последовательно: на входе полосы в штамп — первая, на выходе — окончательная, каждой из них соответствует определенное промежуточное состояние заготовки на полосе.
Преобразовательные штампы подобны штампам последовательного действия, но предполагают работу с отдельными листовыми заготовками, которые при перемещении в положение выполнения следующей операции могут менять ориентацию или верхнюю сторону с нижней относительно пресса. Штампы простого и совмещенного действия предназначены для выпуска деталей меньшими сериями, но являются более дешевыми, а их проектирование, по сути, представляет собой частный случай процесса проектирования более сложных типов штампов.
Процесс разработки штампов, как и любой вид инженерной деятельности, является итерационным, включающим тесты и внесение корректив при их неудовлетворительных результатах. Среди его основных этапов можно выделить такие, как прием и оценка стоимости заказа, для чего требуется рассчитать заготовку и произвести раскрой полосы, проектирование процесса формообразования (полосы) и сборки штампа, в процессе выполнения которых необходимо производить различные аналитические проверки правильности принятых решений, чтобы сократить число переделок. Для производства также являются важными этапы разработки чертежно-графической документации и комплекса управляющих программ для различных станков с ЧПУ.
Оценка стоимости заказа
На этом этапе определяются необходимые материальные потребности, достижимые экономические показатели и другие данные, используемые для планирования производства. Особую важность этот этап имеет для специализированных предприятий, основной сферой деятельности которых является выполнение сторонних заказов. От точности определения ими стоимости заказа зависит, будет ли он ими получен и какова будет прибыль в случае его выполнения. Такие предприятия должны иметь возможность быстро прорабатывать большое количество заказов и выпускать точные калькуляции в течение часов, так как только менее 2% из них доходит до реализации в проектах. Для определения стоимости оценивается технологичность детали, которая наряду с программой выпуска будет влиять на конструктивную сложность и соответственно на стоимость штампа, а также вычисляется стоимость материала, необходимого для изготовления партии деталей. При большей серийности выпускаемых деталей доля стоимости штампа в общей стоимости заказа уменьшается.
Для быстрой оценки стоимости заказа CimatronE предлагает специальную конфигурацию DieQuote Solution, которая позволяет произвести оценку без необходимости полного проектирования штампа. При работе с ней, как и с другими конфигурациями DieDesign, пользователь определяет такие установочные параметры, как материал, коэффициент нейтрального слоя, толщину листа, профиль (структуру) отверстия в матрице для вырубных пуансонов, расстояние между деталями на полосе, и задает другие исходные данные. Конфигурация включает необходимые средства моделирования CimatronE, а также позволяет импортировать модель детали из любой CAD-системы, моментально рассчитать заготовку (рис. 1) и произвести предварительное проектирование полосы. С применением эффективных средств раскроя вычисляются потребности в материале, коэффициент его использования, определяется количество операций штамповки, ширина полосы и другие параметры, которые могут влиять на стоимость заказа. Для формирования заготовок, соответствующих выполнению различных операций штамповки, применяется комплекс специальных команд деформации геометрических моделей, которые будут рассмотрены далее.
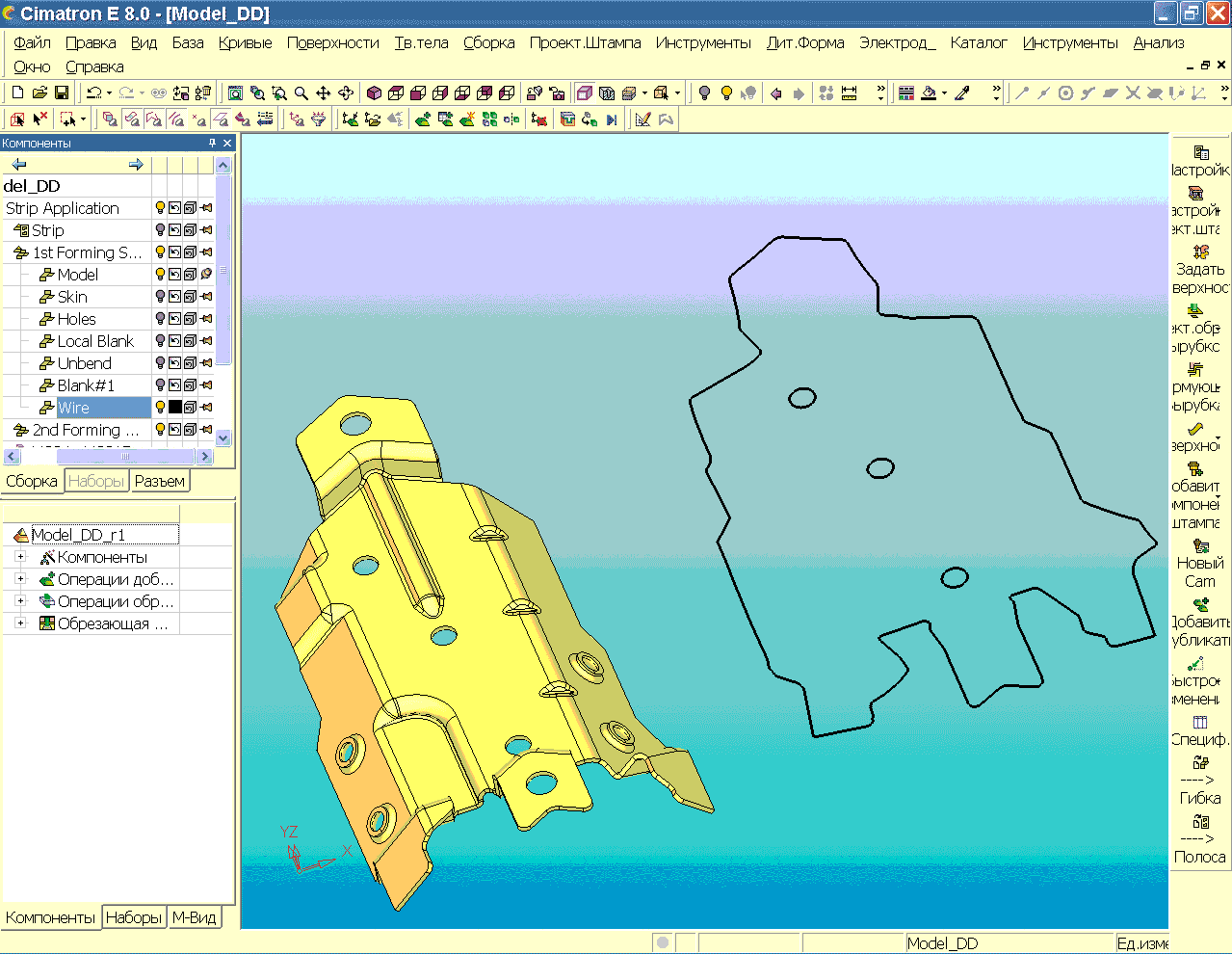
Рис. 1. С использованием конечно-элементных средств, встроенных в систему, заготовка штампуемой детали рассчитывается моментально
Работая в DieQuote Solution, пользователь может получить полное представление о технологичности и сложности детали, экспортировать полученные параметры в Excel-таблицу и быстро вывести точные калькуляции в виде документов (рис. 2). Дополнительно эта конфигурация может включать модуль Die Safety Zone Analysis, предсказывающий места появления разрывов или складок на заготовке, и модуль Die Thickness & Thinning Analysis, применяемый для анализа изменения ее толщины при штамповке. В ближайших версиях DieQuote Solution также будет включать такие возможности по генерации отчетов, как поддержка базы данных с информацией о заказчиках, материалах и ценах, автоматический расчет стоимостей и цен, детализированная статистическая информация (например, стоимость одной штампованной детали), генератор отчетных форм.
Рис. 2. Быстрая генерация точных и наглядных калькуляций позволяет выиграть больше выгодных заказов
Проектирование полосы
Геометрия исходной 3D-модели детали должна быть отработана на технологичность. Для этого используются мощные возможности гибридного параметрического моделирования CimatronE, объединяющие функции каркасного, твердотельного и поверхностного моделирования в единой рабочей среде и позволяющие быстро модифицировать модель. Путем модификации геометрии решаются задачи повышения жесткости заготовки, формирования технологических углублений, желобков, отбортовок, компенсации пружинений, скругления острых кромок для исключения концентраторов напряжений и др. Исходная модель детали может быть импортирована с использованием как прямых (Cimatron IT, CATIA, UGS, Pro/ENGINEER, Inventor, SolidWorks), так и стандартных (SAT, Parasolid, DXF, DWG, IGES, STEP, STL, VDA) интерфейсов обмена данными. В случае принятия заказа в виде чертежа такая же отработка детали на технологичность производится после проектирования в CimatronE ее 3D-модели.
Рис. 3. Модель полосы отражает последовательность операций штамповки и используется при проектировании сборки штампа
Для проектирования сложных полос для штампов различного типа предназначен модуль Die Strip Design, предлагающий многие развитые средства моделирования операций формообразования детали, такие как гибка, разгибка, скручивание, развертка, моделирование пружинения и др., позволяющие для каждой операции штамповки создать модели промежуточных заготовок, эквивалентные состояниям полосы перед выполнением соответствующей операции (рис. 3). Модуль позволяет задать структуру полосы (положения каретки, ловителя, заготовок и др.) и автоматически или вручную (с обеспечением заданного минимального зазора) производить раскрой заготовок на ней, динамически отображая изменения размеров и коэффициента использования материала. Также он включает набор инструментов, помогающих быстро создать и расположить сложный набор вырубных пуансонов на полосе (автоматическое замыкание контуров, 2D/3D-гибридная рабочая среда и др.), которые при проектировании сборки штампа преобразуются в законченные детали.
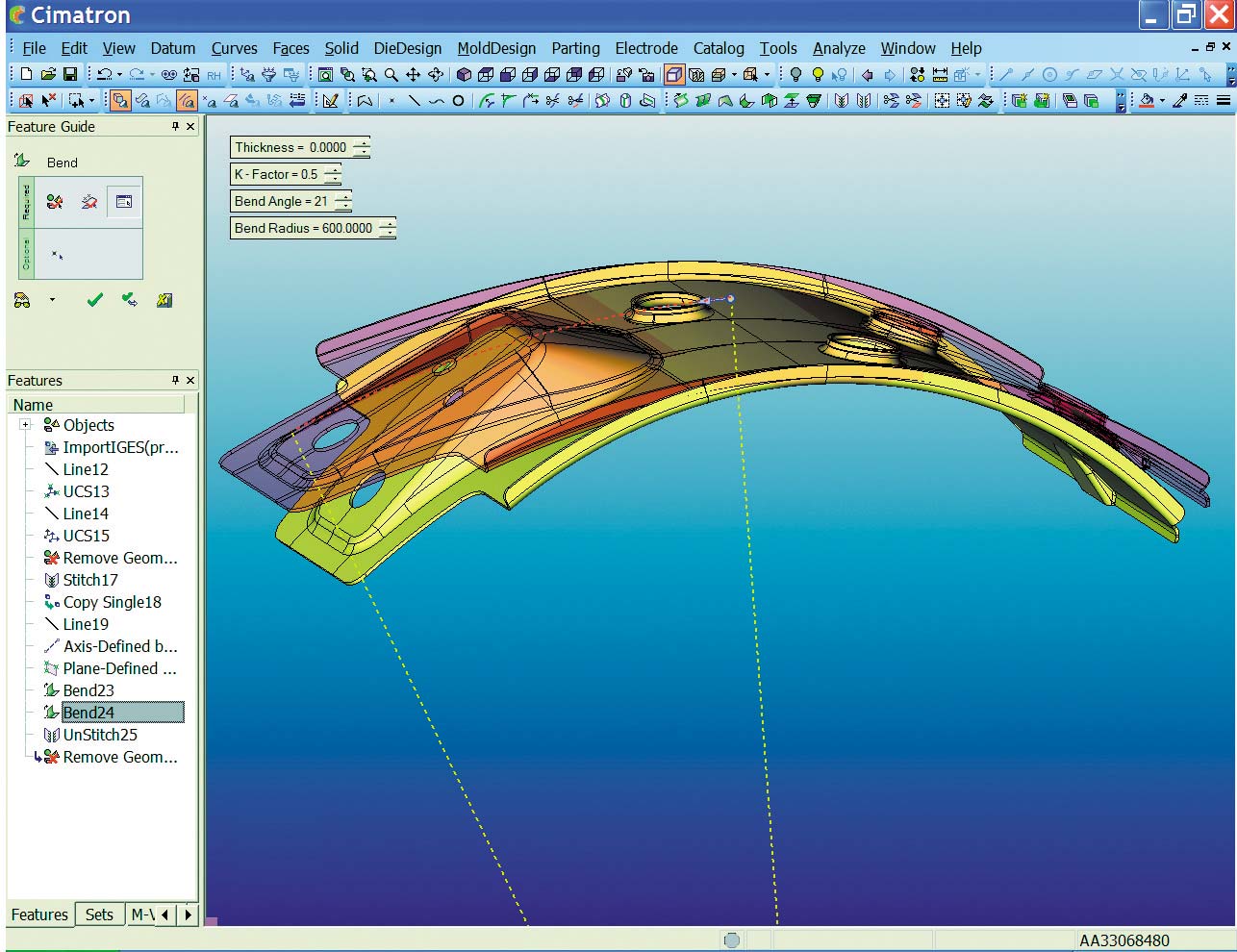
Рис. 4. Моделирование пружинения — одна из многих возможностей моделирования операций штамповки CimatronE
Среди функций геометрического моделирования, полезных при работе с моделями деталей из листа и при моделировании операций формообразования, некоторые вызывают особый интерес. Так, команда «Растяжение/Сжатие» позволяет безразрывно деформировать такие объекты (или их части), как твердые тела, поверхности, оболочки, составные кривые и эскизы вдоль заданного вектора. Функции «Согнуть»/«Разогнуть», а также «Развернуть» обеспечивают соответствующую модификацию или разворачивание на плоскость одного либо нескольких объектов, включая составные кривые и эскизы, на требующийся угол относительно заданной оси с различными условиями. Команда «Скручивание» позволяет закрутить один или несколько объектов (или часть объекта) вокруг заданной оси на определенный угол, что бывает полезно, например, при моделировании эффектов пружинения (рис. 4). В области скручивания можно управлять гладкостью деформируемых поверхностей, задавая непрерывность касательной типа G1 или G2 и другие параметры.
Систему CimatronE v.8.5 на эксклюзивной основе предлагает компания «Би Питрон» (www.bee-pitron.com), осуществляющая полный комплекс работ по ее предпродажной подготовке, поставке, обучению, внедрению, гарантийному и послегарантийному обслуживанию. Более подробно с возможностями представляемых систем можно ознакомиться в офисах компании, на выставках «Металлообработка» (www.metobr-expo.ru; павильон 8, зал 3, стенд 83D10) и RosMould (www.rosmold.ru; павильон 2, зал 7, стенд D14), а также на традиционном июльском семинаре «Би Питрон» в Санкт-Петербурге.
Продолжение следует

