SprutCAM: укрощение «терминатора»
На протяжении многих лет система SprutCAM успешно используется на большом количестве предприятий во всем мире. Бурное развитие станкостроения в последнее время требует новых решений в подготовке управляющих программ для постоянно усложняющегося оборудования.
Предлагаем вашему вниманию решения компании СПРУТ-Технология в этом направлении.
Процесс подготовки к боевым действиям будущего губернатора Калифорнии в блокбастере 80-х «Коммандо» стал классикой жанра. Кто ж не помнит этих ножей, гранат, магазинов с патронами, горсти автоматов, мешка пистолетов, ракетную установку и парочку пулеметов под мышкой… Грозные полосы камуфляжа на суровые скулы Терминатора Батьковича — и вот он во всей красе: готов к труду и обороне... ууууух как!!! Редкий фильм про крутых профи-вояк с тех пор обходится без этого эффектного момента с последующей, естественно, демонстрацией, как наш герой всё это богатство будет лихо и точно использовать. На то он и спецназовец, чтобы уметь делать всё и решать любые задачи всем возможным арсеналом средств. Это вам не пехотный ванька, для которого важнее всего — уметь действовать согласованно с подобными ему ваньками, и чья задача — либо в окопе сидючи от атакующих вражин отбиваться, либо, наоборот — на чужие окопы в яростную атаку ходить.
Современные токарно-фрезерные станки с ЧПУ — такие же спецназовцы-терминаторы в армии металлорежущего оборудования. Их вооружение и амуниция не менее разнообразны и функциональны, а свобода действий вызывает искреннее уважение… Если, конечно, мозги такого «терминатора» умеют адекватно всем этим распорядиться.
Вот, скажем, токарные центры могут иметь до четырех револьверных головок, приводной инструмент в этих револьверных головках, управляемые люнеты, противошпиндель, управляемую заднюю бабку, механизмы загрузки-выгрузки, механизмы удаления стружки... и соответственно до 15 управляемых осей перемещения всего этого движущегося, вращающегося, качающегося, ползущего и бегущего добра. Вертикальные и горизонтальные фрезерные центры имеют поворотные и глобусные столы для изменения положения заготовки, поворотные головки для изменения оси вращения инструмента, несколько шпинделей, магазины для автоматической смены инструмента, палетты и прочее — до десяти осей перемещения. Многоцелевые токарно-фрезерные центры — до четырех револьверных головок, фрезерную головку с перемещением по четырем осям, прочее оснащение, присущее двум предыдущим типам «железных монстров», и уже до 30 осей перемещения.
Вправить эдакому «железному дровосеку» мозги, да так, чтобы он и боевое задание выполнил максимально точно и быстро, и, раскуражившись, себя ненароком не превратил в металлолом, — это вам не плюшки в рот метать. А потому «докторам-мозгоправам» требуются новые и более совершенные инструменты для формирования списка заданий нашему «терминатору» и максимально точного моделирования его поведения и, конечно же, средства предварительного контроля: насколько правильно боец тебя понимает и что именно будет вытворять при команде «вперед короткими перебежками! Ура!».
Если раньше на токарных станках можно было обходиться без CAM-систем (задачи программирования обработки решались тактически — прямо на стойке ЧПУ, с помощью инструментария от производителя станка), то по мере роста сложности оборудования, добавления фрезерных операций, количества одновременно управляемых и контролируемых исполнительных механизмов ситуация меняется в корне. Спроектировать обработку даже простейшей детали без применения развитых CAM-средств становится практически невозможно по причине сложности обеспечения безопасного синхронного перемещения исполнительных органов оборудования. А если вспомнить о том, что при написании УП непосредственно на станке он в это время простаивает, продукцию не выпускает, план горит, оператор бьет баклуши и т.д., то написание и отладка управляющей программы в CAM-системе на удаленном ПК не просто обеспечивает экономию, но оборачивается прибылью — ведь производство при этом не останавливается, а работает в обычном режиме. Да и сами производители станков все чаще рекомендуют использовать CAM-системы для разработки УП. Так что, товарищ военный, это раньше ты мог обходиться планшеткой на боку для планирования своих действий, а сейчас изволь явиться в штабной блиндаж для получения подробных инструкций.
Каким же требованиям должна удовлетворять CAM-система, чтобы она служила максимально удобным инструментом, соответствующим поставленным задачам?
Во-первых, САМ-система должна быстро настраиваться для программирования любой конфигурации всех перечисленных классов оборудования (токарных, фрезерных и токарно-фрезерных центров), а также уметь моделировать кинематику каждого конкретного «терминатора».
Во-вторых, САМ-система должна предоставлять необходимый и достаточный набор различных стратегий обработки. Наш «терминатор» должен не только теоретически уметь делать всё, он должен это и фактически уметь осуществить: что толку, если он вроде бы уметь должОн, но CAM -система, вишь ты, «моя твоя не панимай, я такой мысль кумекать не умей». Не способствует удобству работы и обратная ситуация, когда CAM-система предлагает максимум возможных стратегий обработки независимо от того, с каким конкретно станком мы имеем дело. Как говаривал Шерлок Холмс, «хорошо. Земля вращается вокруг Солнца, но мне в моем деле это не пригодится» — незачем засорять «чердак» лишним хламом, и если работаем с токарным центром, то нам ни к чему держать «на чердаке» стратегии фрезерной обработки, и наоборот.
В-третьих, САМ-система должна обеспечивать оптимальное позиционирование режущего инструмента относительно детали при любой стратегии обработки. Наш вояка должен уметь выхватывать свой кольт лихо и пулять точно в цель хоть с бедра, хоть с колена, хоть из положения лежа, а не только с позиции «как в тире». Да и почесывать правое ухо левой пяткой четвертой задней ноги — можно, конечно, задача в принципе будет выполнена. Но в реальных условиях это лишний расход энергии, износ оборудования, увеличение времени обработки — оно нам надо?
В-четвертых, САМ-система должна обеспечивать управление не только основными, но и всеми вспомогательными узлами и параметрами станка.
В-пятых, она должна контролировать УП на предмет столкновения узлов станка (в том числе тех, которые не принимают непосредственного участия в обработке). Наш «железный воин» должен видеть себя и не покалечить себя же ненароком. А то сколько ж таких дорогущих «спецназовцев» по предприятиям нашей необъятной, которые вроде бы еще молодые и горячие, но оснастка уже в таком состоянии, будто это гордость вермахта Т-VI «Тигр» после Курского сражения — и ведь не русские «тридцатьчетверки» так покусали, а сам себя покорежил…
Ну и, наконец, желательно, чтобы CAM-система умела имитировать обработку — моделировать (визуализировать) процесс обработки детали именно так, как это будет происходить на станке с учетом расположения оснастки и перемещения всех узлов в рабочем пространстве станка.
Система SprutCAM предназначена для разработки управляющих программ для токарной, токарно-фрезерной, а также многокоординатной фрезерной обработки, и при ее создании, естественно, учитывалось все вышеперечисленное.
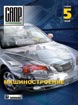
Система генерирует траектории в координатах конкретного станка, что стало возможным благодаря применению кинематической схемы оборудования (рис. 1). Настройка системы на оборудование производится путем выбора схемы станка из библиотеки. Кроме того, технолог имеет возможность самостоятельно описать схему станка и добавить ее в библиотеку. При этом нет никаких ограничений на количество узлов, а значит, и управляемых координат — сколько понадобится, столько и включай в свою схему, соответствующую именно твоему подопечному-«терминатору», сколько бы у него мизинцев на задней правой ноге ни было и сколькими бы шарнирами ни обеспечивалась свобода действий того мизинца.
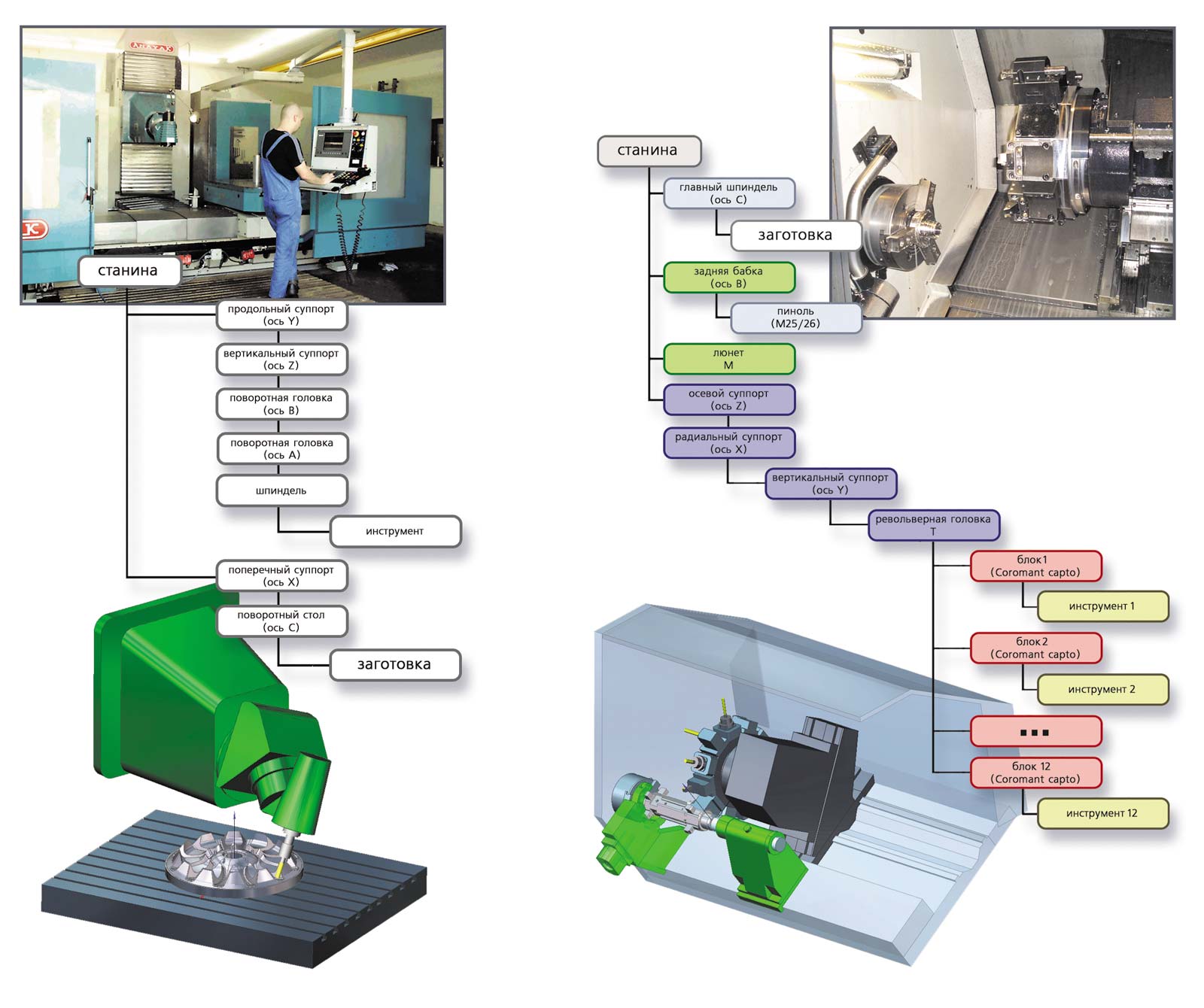
Рис. 1. Кинематические схемы и модели многокоординатного фрезерного и токарно-фрезерного станков в системе SprutCAM
Таким образом, помимо традиционных двух/пятикоординатных станков, SprutCAM идеально подходит для программирования многокоординатных токарно-фрезерных центров, этих и жнецов, и кузнецов, и на дуде игрецов (рис. 2 и 3).
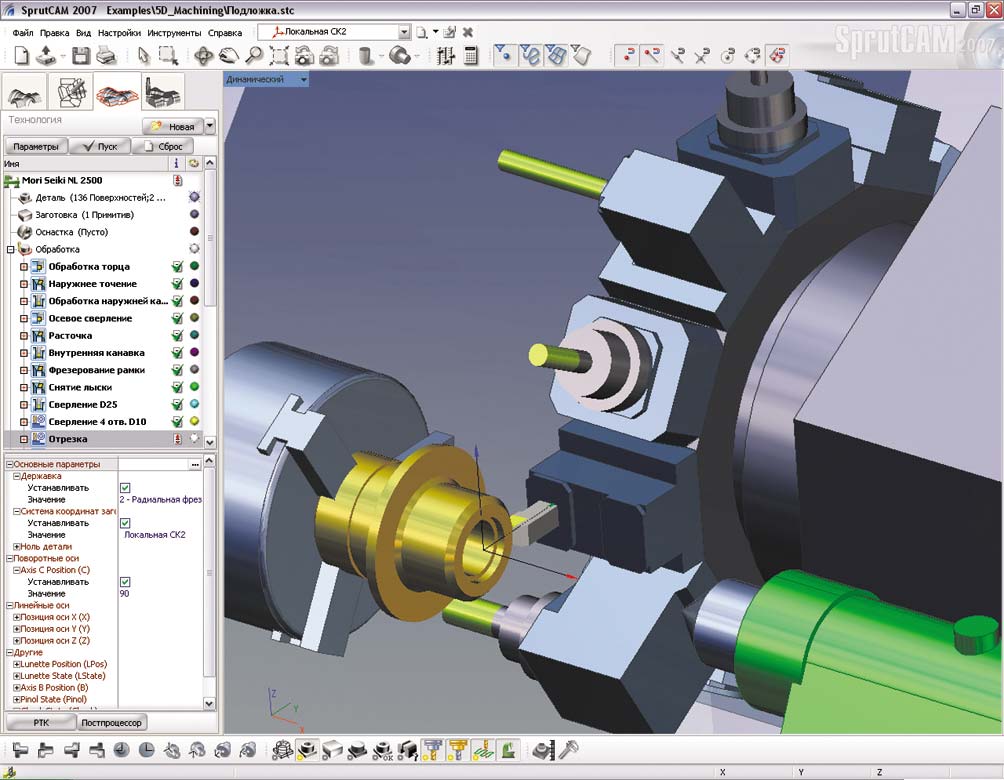
Рис. 2. Моделирование токарной обработки на токарно-фрезерном станке (Mori Seiki NL2500)
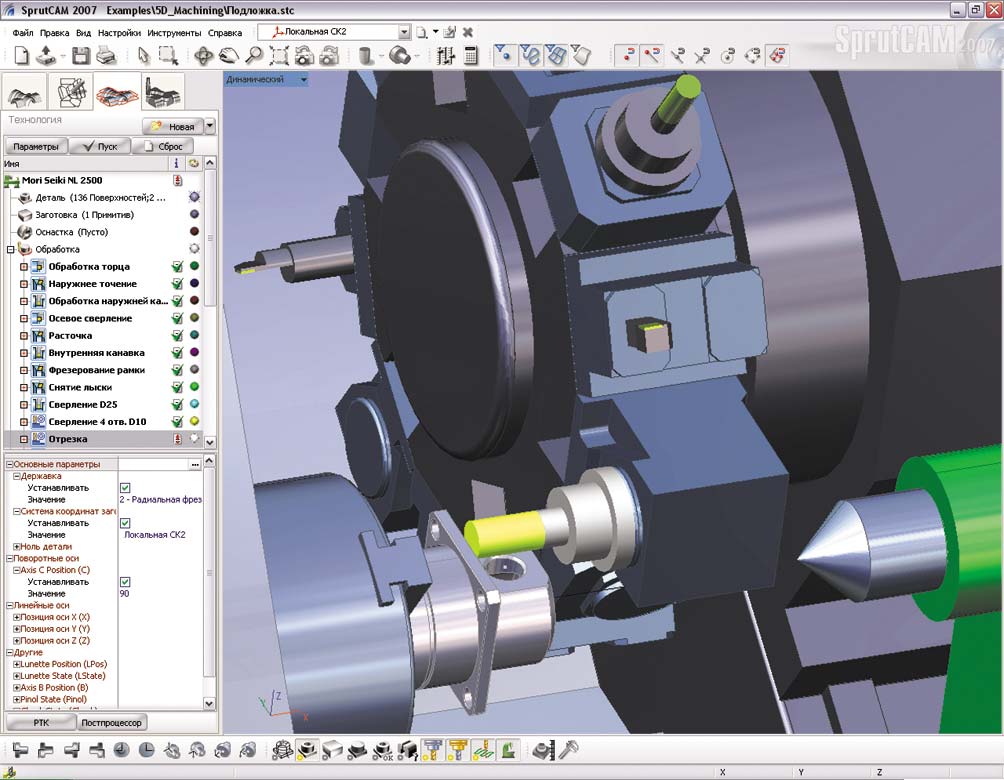
Рис. 3. Моделирование фрезерной обработки на токарно-фрезерном станке (Mori Seiki NL2500)
Итак, система SprutCAM видит конкретный станок со всеми его нюансами и различными классами вооружения, со всеми его степенями свободы. Задачу по обработке конкретной детали, требующей и токарной, и фрезерной обработки, она может разделить на отдельные задачи по типу обработки для специализированных токарных или фрезерных станков либо (при наличии токарно-фрезерного станка в парке оборудования) рассматривать целиком, не разбивая на разные проекты: вот здесь играй, здесь токарка, а здесь не играй — здесь рыбу заворачивали, здесь фрезерная обработка.
Генерация траектории обработки осуществляется в рабочем пространстве конкретного станка, что позволяет реалистично визуализировать работу станка в целом. При этом SprutCAM предоставляет несколько режимов визуального отображения процесса обработки:
- процесс трансформации заготовки удобнее наблюдать, когда деталь неподвижна, а инструмент перемещается вокруг нее (в системе отсчета детали);
- процесс резания контролируется при неподвижном инструменте (в системе отсчета державки инструмента);
- в третьем режиме мы получаем отображение не только заготовки и режущего инструмента, но и остальных узлов, при этом наблюдая за происходящим в системе отсчета станка: неподвижной является станина, все же динамические узлы движутся относительно этой системы отсчета. То есть движения органов станка показываются так, как это происходит на самом деле, с точки зрения стороннего наблюдателя.
Универсальный алгоритм расчета траектории сформирует оптимальную УП, даже если схема описывает станок, имеющий более пяти управляемых координат. Для получения управляющей программы для другого станка достаточно выбрать соответствующую ему кинематическую схему и пересчитать траекторию.
Таким образом, постпроцессор определяет только синтаксис управляющей программы и не производит геометрических вычислений, подстраиваясь под осевую схему конкретного станка. Данный факт минимизирует вероятность возникновения ошибки в УП после того, как она была протестирована в режиме моделирования обработки.
В общем случае для создания процесса обработки в SprutCAM сначала следует выбрать станок, загрузить модель изготавливаемой детали, определить исходную заготовку. После этого надо сформировать последовательность обработки — операция за операцией. Для каждой операции указывается, что и как требуется обработать. Обычно это какая-либо часть детали или деталь целиком и общие требования к процессу обработки, такие как припуск, высота гребешка, стратегии врезания, подходов и отходов и т.п. По введенной информации система автоматически рассчитает оптимальную траекторию с учетом заданных параметров. При этом по умолчанию считается, что каждая следующая операция получает ту же деталь и оснастку, что и предыдущая, а в качестве начальной заготовки каждой последующей операции передается весь материал, который остался после обработки предыдущей операцией. То есть, как и при реальной обработке, конфигурация детали изменяется от операции к операции, постепенно по форме изменяясь от начальной заготовки к конечной детали. Если в данной области заготовки материал снят предыдущими ходами инструмента, то в последующем инструмент не будет сквозь это (фактически уже пустое) пространство пробираться слой за слоем в рабочем режиме, как бы продираясь сквозь толщу изначальной заготовки (рис. 4). Таким образом, мы получаем возможность оптимизировать траекторию перемещения инструмента с учетом изменяющейся в процессе обработки формы заготовки. Наш «терминатор» обретает память: он помнит, что уже сотворил с изначальной заготовкой, в какую красотулечку он ее превращал в каждой конкретной операции.
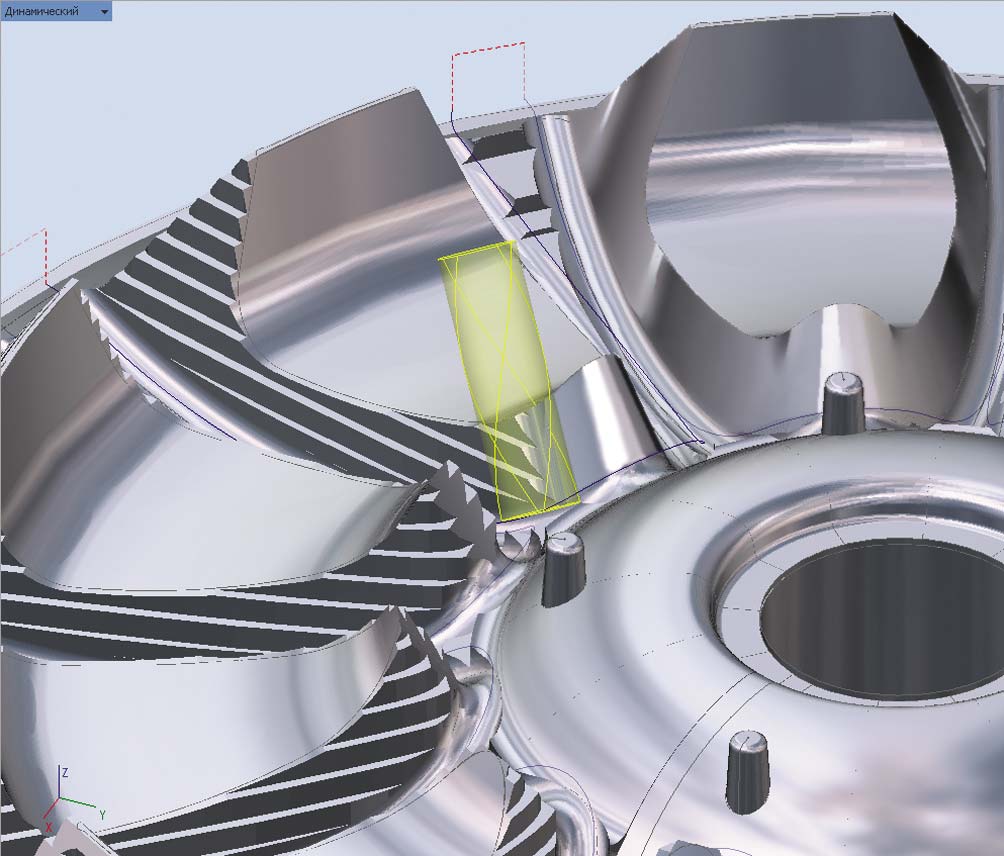
Рис. 4. Пятикоординатная фрезерная обработка на экране монитора
При создании новой технологической операции система автоматически устанавливает весь набор ее параметров в значения по умолчанию с учетом метода обработки и геометрических нюансов детали. Следовательно, в любой момент операция готова к расчету и не требует рутинного ввода множества параметров. При этом изменение очередности технологических операций и редактирование их параметров возможно на любом этапе проектирования техпроцесса обработки. Интерфейс системы SprutCAM не налагает ограничений на возможность изменения параметров и не регламентирует последовательности действий технолога — твори, выдумывай, пробуй! Каждая модификация какого-либо параметра приводит к соответствующим изменениям на схематических рисунках экранных форм: всем, что натворил, — любуйся сразу. Это позволяет значительно сократить сроки освоения системы и время работы с документацией.
Ну-с, что у нас уже имеется? SprutCAM помогает нашему стальному подопечному адекватно управлять своим ногодрыжеством и рукомашеством — хорошо. Прививает ему какой-никакой инстинкт самосохранения (себя ломать — негоже). Дает ему зачатки памяти и свободу в комбинировании своих действий. Что бы еще добавить? Хм… А не замахнуться ли нам на Вильяма нашего, так сказать, э-э-э, Шекспира? «Быть или не быть…» Морально-этические императивы лишними, видимо, не будут. Себя бережешь — ладно, этим эгоцентризмом нас не удивишь, ты нежно и ласково обойдись с тем, кого ты приручил, — с обрабатываемой деталью. В этом отношении можно сказать, что в SprutCAM всегда соблюдается правило «не навреди»: деталь не должна зарезаться ни при каких обстоятельствах, будь то рабочий ход, переход, подход, врезание или засверливание. И это не зависит ни от инструмента, ни от типа обработки, ни от параметров. Технолог устанавливает способ обработки, а система генерирует управляющую программу так, чтобы удалить материал лишь вне конечной модели. Механизм сравнения полученного результата с моделью детали выделяет цветом участки с различными значениями припуска. Получаем эдакую «физическую карту» заготовки, в которой в качестве «уровня моря» выступает поверхность готовой детали, а все отклонения от этого уровня расцвечиваются в определенные цвета, соответствующие высоте отклонения.
И наконец, собственно о мастерстве и виртуозности, которые надо бы привить нашему стальному «реципиенту». Какими типами технологических операций и стратегий может снабдить его SprutCAM?
Прежде всего это обширный набор стратегий для трехкоординатной фрезерной обработки, который предоставляли предыдущие версии SprutCAM . Классическая 2D-обработка (выборка области и 2D-обработка кривой), построчные и послойные стратегии 3D-обработки, стратегии с учетом высоты гребешка — весь этот набор стратегий и основанных на них разнообразных технологических операций имеется в арсенале последней версии SprutCAM . Теперь их можно применять при любой ориентации инструмента на станке произвольной конфигурации.
К этим стратегиям для фрезерования добавляются многокоординатная фрезерная операция по изопараметрическим линиям и ротационная фрезерная обработка. Стратегия многоосевой обработки по изопараметрическим линиям дает возможность существенно увеличить производительность в типовых случаях, например, за счет обработки фасок боковой поверхностью цилиндрической фрезы, обработки радиусных скруглений соответствующим инструментом и т.п. (рис. 4).
Ротационная фрезерная операция — это, можно сказать, та же трехкоординатная обработка с той лишь разницей, что линейные перемещения по одной из осей заменяются на поворотные. Иными словами, вместо одной из плоскостей перемещений используем цилиндрическую поверхность. Данная операция позволяет задействовать большинство трехкоординатных стратегий.
Кроме фрезерных операций в SprutCAM добавлен набор токарных операций: черновое и чистовое точение, обработка торца, осевое сверление, отрезка, обработка канавок и нарезание резьбы. Все эти операции применяются как обособленно для токарных станков, так и совместно с фрезерными операциями для проектирования обработки на токарно-фрезерных центрах. Токарные и фрезерные операции работают по единой концепции и полностью совместимы между собой по геометрическим параметрам, что позволяет передавать между этими операциями деталь, промежуточную заготовку и оснастку. При этом токарные и фрезерные операции, технологические установы детали могут чередоваться в произвольном порядке.
Подводя итог всему сказанному, нельзя, увы, с уверенностью утверждать, что система SprutCAM поможет вашему «терминатору» стать в будущем губернатором Калифорнии… Но, надеемся, в налаживании контакта и взаимопонимания с конкретным «железным дровосеком» существенно поспособствует. А там — как знать, как знать…

