CAD/CAM/CAPP ADEM как средство проведения технологического аудита на предприятиях ОПК
Конструкторская подготовка производства
Технологическая подготовка производства
Техническая подготовка производства — это комплекс нормативно-технических мероприятий, регламентирующих конструкторскую, технологическую подготовку производства и систему постановки продукции на производство.
Конструкторская подготовка производства
Задача конструкторских и проектных подразделений любого предприятия состоит в определении структуры изделия, составляющих его компонентов, их связей и основных геометрических параметров, которые обеспечивают заданные технические характеристики. На этом этапе создается вся конструкторская документация в виде графических и текстовых документов в соответствии с ЕСКД, необходимая на всех стадиях жизненного цикла изделия и в первую очередь на стадии технологической подготовки производства.
Очевидно, что для обеспечения эффективной подготовки производства структура изделия должна быть представлена в электронном виде. Согласно ГОСТ 2.053-2006 электронная структура изделия (ЭСИ) — это конструкторский документ, выполняемый только в электронной форме и предназначенный для использования в компьютерной среде. ЭСИ является обобщающим документом, консолидирующим технические данные об изделии, и предназначена для организации информационного взаимодействия между автоматизированными системами.
ЭСИ применяют в следующих случаях:
- представление информации о составе изделия и об иерархии составных частей (СЧ);
- представление интегрированной разнотипной информации о свойствах (характеристиках изделия и его СЧ);
- представление вариантов состава и структуры изделия;
- организация и структурирование проектной и рабочей конструкторской документации на изделие;
- представление информации о правилах применяемости и заменяемости (в том числе взаимозаменяемости) СЧ;
- классификация и формирование обозначения изделия и его СЧ;
- управление разработкой изделия;
- документирование изменений в конструкцию изделия и его СЧ, их свойства (характеристики) и соответствующую документацию;
- получение текстовых документов на изделие и его СЧ (детали, сборочные единицы, комплексы, комплекты) в электронной и/или бумажной форме.
Таким образом, ЭСИ можно представить как единое информационное пространство для выполнения всей технической подготовки производства (ЕИП). Для организации ЕИП на всех этапах подготовки производства в системе ADEM применяется модуль Vault.
Среди задач, решаемых с помощью ADEM Vault, можно выделить следующие:
- организация единого информационного пространства;
- создание и управление электронной структурой изделия;
- работа с документами с учетом прав доступа пользователей;
- поиск документов по учетным данным;
- работа с версиями документов;
- поддержка коллективной работы над документами;
- хранение документов любых форматов;
- генерация отчетов и ведомостей;
- подготовка информации для передачи в MES- и ERP-системы.
Электронную структуру изделия в ADEM Vault можно создать одним из следующих способов:
- автоматически при проектировании изделия в САПР;
- полуавтоматически, собственными средствами системы управления данными об изделии ADEM Vault.
Автоматическое создание ЭСИ при проектировании изделия в САПР
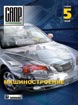
В качестве САПР, в которой создается модель сборки изделия, используется ADEM Assembly. Эта подсистема ADEM для вариационной параметрической сборки предназначена для эффективного проведения работ с крупными сборками. Проектирование сборок может производиться по принципу «снизу вверх», когда в первую очередь создаются детали, из которых формируются подсборки и сборки следующих уровней, либо «сверху вниз» — в этом случае сначала создается общая сборка, а затем производится ее детализация до необходимого уровня (рис. 1).
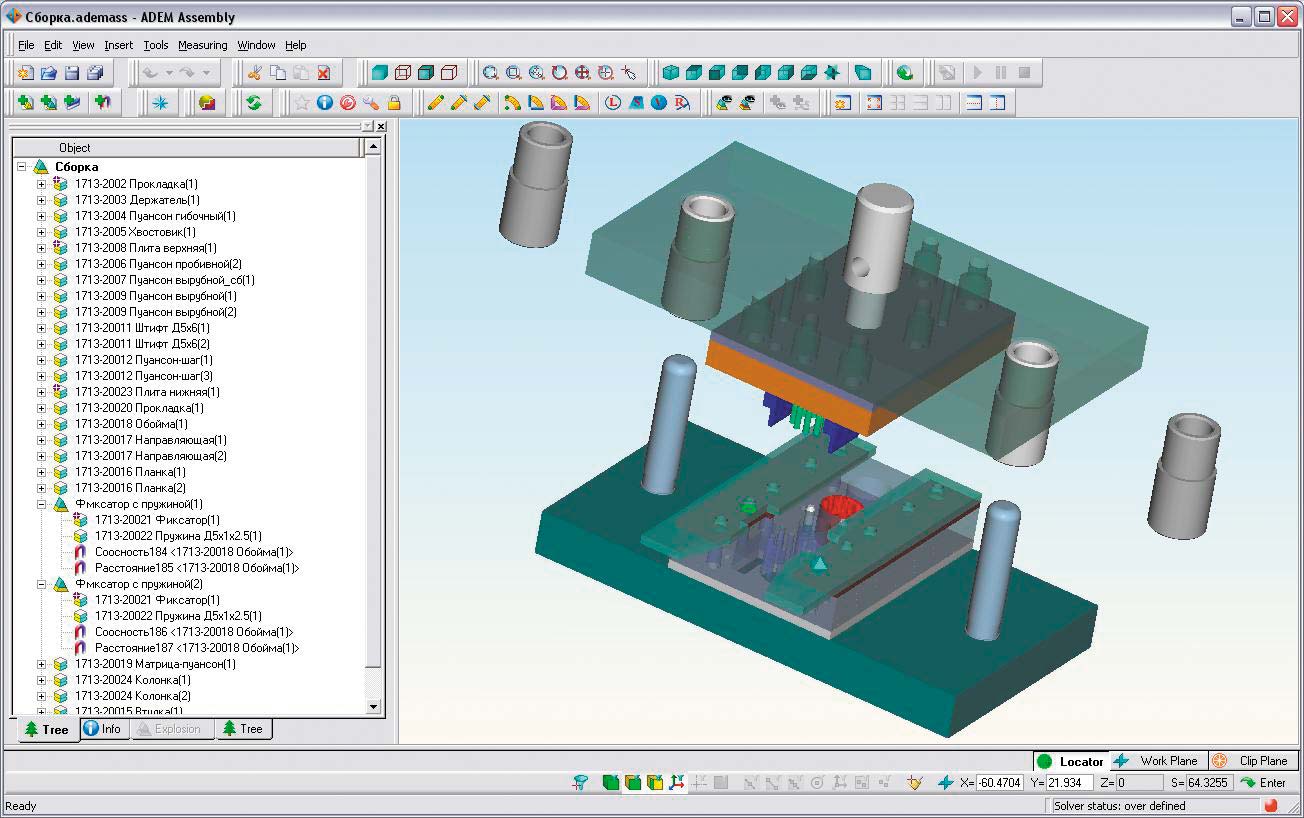
Рис. 1. Дерево сборки модуля ADEM Assembly
Редактор сборок позволяет формировать сборку из деталей и подсборок, устанавливать конструктивные связи и ограничения между элементами сборки. При добавлении компонента или подсборки в модуль ADEM Assembly в иерархическом дереве сборки автоматически появляется объект с именем компонента. На основе дерева сборки формируется обменный файл в формате XML, передающий ссылки на все компоненты сборки и связи между ними. На основе этой информации в ADEM Vault строится электронная структура изделия (рис. 2).
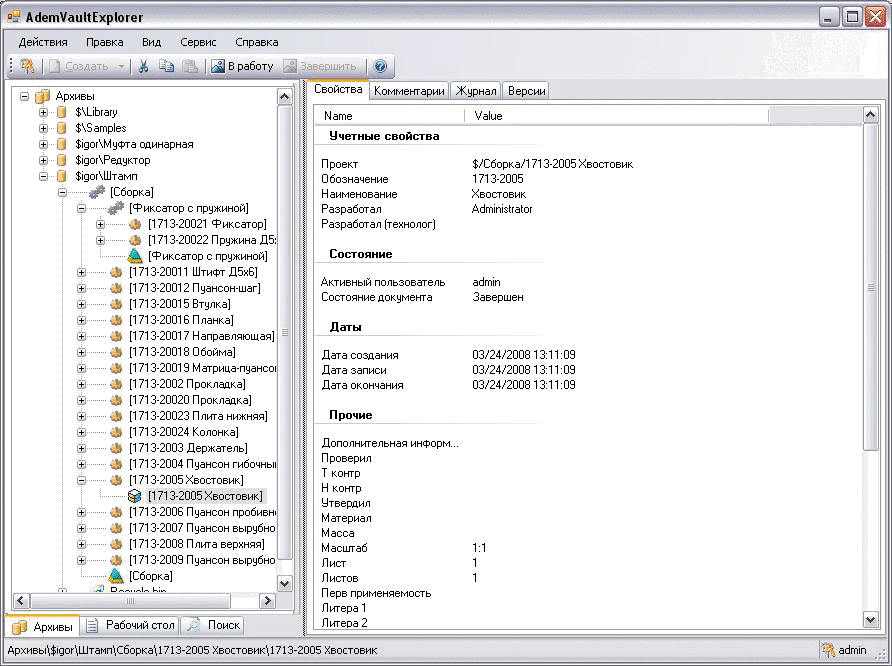
Рис. 2. Структура изделия в модуле ADEM Vault
Создание ЭСИ средствами системы управления данными об изделии
С помощью функционала ADEM Vault
в структуру изделия добавляются элементы состава (сборочные единицы, детали, комплексы, комплекты и др.), определяются их свойства и устанавливаются связи между ними (рис. 3). Проектирование структуры изделия осуществляется по принципу «сверху вниз», причем в этом процессе могут принимать участие параллельно несколько специалистов.
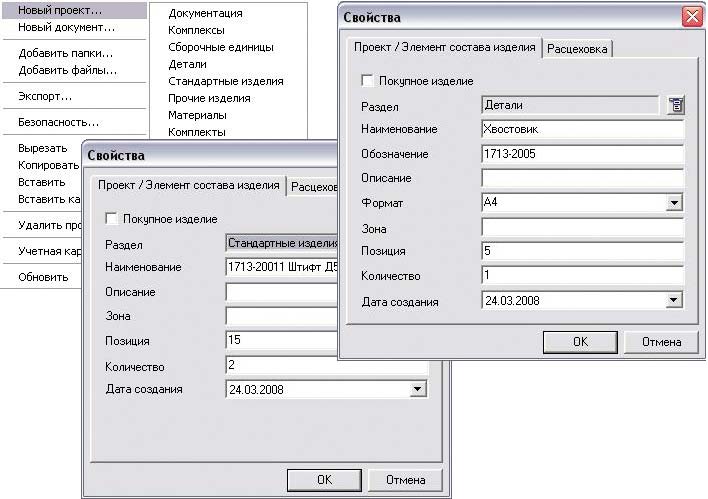
Рис. 3. Создание элементов ЭСИ средствами модуля ADEM Vault
К каждому элементу структуры изделия можно присоединить конструкторские документы (2D-чертеж, 3D-модель детали, 3D-модель сборки и др.) и сформировать всю номенклатуру вторичных документов (спецификации, ведомости спецификаций, ведомости покупных деталей и др.) в соответствии с требованиями ГОСТ 2.102-68.
Технологическая подготовка производства
Продолжением работ по проектированию изделия является технологическая подготовка производства (ТПП). Этот этап тесно связан с предыдущими, поскольку входной информацией для технологической подготовки производства являются данные электронной структуры и геометрической модели изделия.
Задачи и порядок проведения ТПП должны выполняться в соответствии с рекомендациями ГОСТ Р 50995-96. В данном стандарте определено основное понятие ТПП — это вид производственной деятельности предприятия (группы предприятий), обеспечивающей технологическую готовность производства к изготовлению изделий, отвечающих требованиям заказчика или рынка данного класса изделий.
На этой стадии определяется, какие технические методы и средства, а также какие способы организации производства должны применяться для того, чтобы выпустить изделие в срок и с заданным качеством, рассчитывается его окончательная себестоимость и определяется эффективность производства. В ТПП, как правило, задействованы практически все основные службы предприятия:
- отдел планирования подготовки производства (ОППП);
- отдел главного технолога (ОГТ);
- отдел главного металлурга (ОГМет);
- отдел труда и зарплаты (ОТ и З).
Каждая служба выполняет свои задачи на всем протяжении ТПП. ТПП условно можно разбить на два этапа и определить задачи, решаемые на каждом из них:
- предварительная подготовка:
- отработка изделия на технологичность,
- составление межцеховых технологических маршрутов обработки деталей и сборки изделий (расцеховка),
- разработка предварительных технологических нормативов трудоемкости, норм расхода материалов;
- основная подготовка:
- разработка технологических процессов,
- разработка управляющих программ для станков с ЧПУ,
- разработка специальной технологической оснастки,
- разработка технологических нормативов трудоемкости и норм расхода материалов,
- технологическое оснащение производства.
Технологичность конструкции оценивается путем анализа множества показателей, таких как трудоемкость изготовления, удельная материалоемкость, технологическая себестоимость, коэффициент использования материалов, применение типовых технологических процессов, стандартизация, унификация и др. Следовательно, чем выше технологичность конструкции, тем ниже производственные затраты.
Анализируя структуру изделия и входящие в него компоненты, составляются межцеховые маршруты, которые, по сути, являются основанием для назначения заданий на проектирование технологических процессов в подразделениях предприятия. На каждый элемент структуры изделия, созданной в ADEM Vault, задается свой межцеховой маршрут его изготовления (рис. 4) и формируется ведомость технологических маршрутов как на составные части изделия, так и на изделие в целом (ГОСТ 3.1122-84).
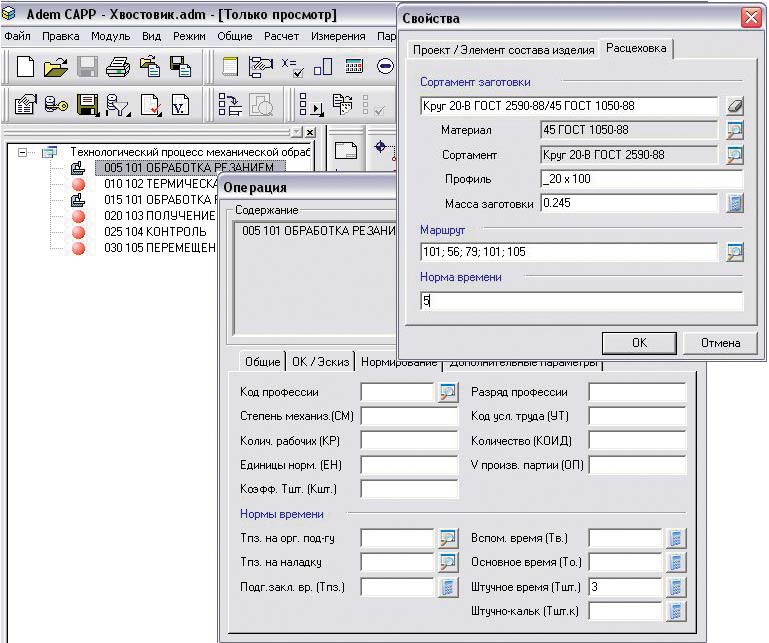
Рис. 4. Создание межцеховых маршрутов в модуле ADEM Vault
Систему ADEM Vault можно настроить таким образом, что при создании расцеховок пользователю будут доступны предопределенные маршруты (шаблоны), использование которых может существенно сократить общие сроки выполнения работ на этом этапе ТПП. Создавать межцеховые маршруты можно, задавая не только подразделения, но и виды выполняемых работ, что в дальнейшем упростит проведение трудового нормирования и проектирование технологических процессов.
В условиях жесткой конкуренции предприятию приходится постоянно искать новые рынки сбыта, новые виды продукции, оптимизировать затраты на подготовку и производство изделий и т.д. И как следствие, необходимо в краткие сроки определить возможность и стоимость его изготовления. Другими словами, определить материалоемкость и трудоемкость.
В рамках системы ADEM Vault можно дополнить структуру изделия, созданную на этапе конструкторской подготовки производства, информацией о нормах расхода материалов, нормативах трудоемкости и сформировать сводные ведомости в соответствии с ГОСТ 3.1123-84 (ведомость материалов, ведомость специфицированных норм расхода материалов). На некоторых предприятиях создаются аналогичные ведомости, рекомендованные стандартом предприятия, примерами которых могут служить карта техпланирования, лимитная карта, материально-маршрутная спецификация и др. Кроме того, на этом этапе информацию можно передать в MES-систему для организации процесса планирования производства.
По завершении предварительной подготовки и принятии решения о постановке изделия в производство начинается основной и самый трудоемкий этап ТПП — собственно технологическое проектирование. Оно включает решение следующих задач:
- выбор вида заготовок;
- разработка маршрутной технологии (определение последовательности выполнения основных операций и закреплении их в цехах за конкретными группами оборудования);
- разработка операционной технологии (указание параметров выполнения каждой производственной операции, назначение и расчет режимов работы оборудования, выбор приспособлений и инструментов);
- разработка технологических нормативов трудоемкости, норм расхода материалов;
- оформление и выпуск полного комплекта технологической документации.
В зависимости от серийности производства разработка технологических процессов либо ограничивается маршрутной технологией (в индивидуальном и мелкосерийном производствах), либо разрабатывается более подробная пооперационная технология (средне- и крупносерийное производство).
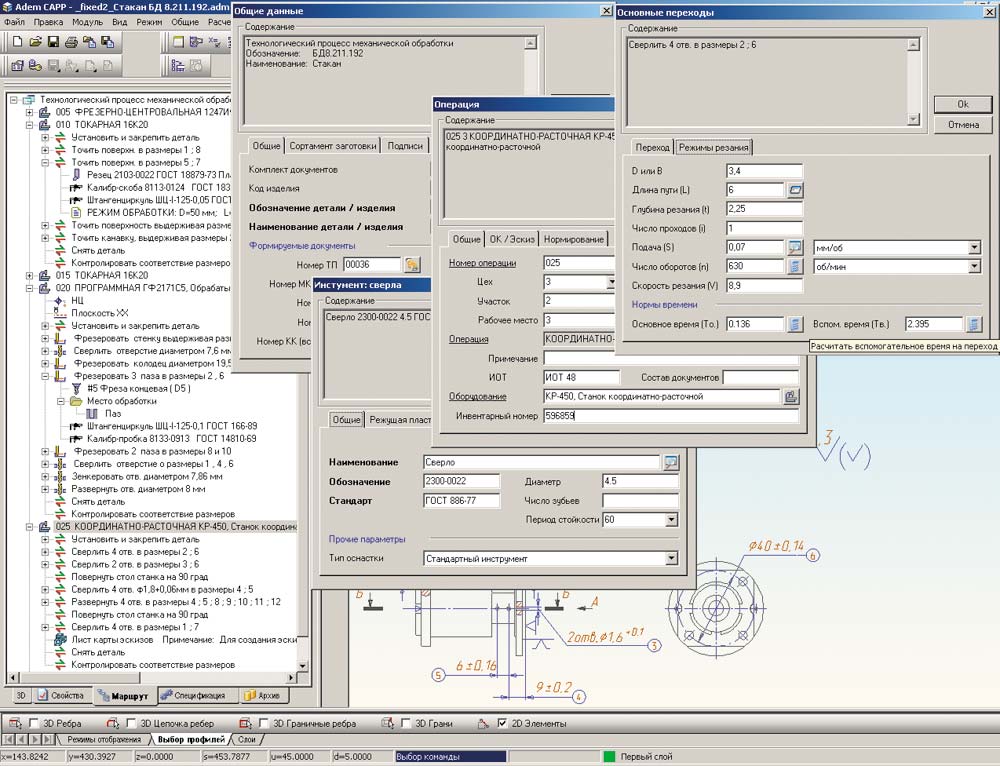
Рис. 5. Окно ADEM CAPP
Проектирование технологического процесса в интегрированной системе ADEM выполняется в модуле ADEM САРР. Здесь с различной степенью автоматизации можно проектировать единичные, групповые и типовые ТП, а также ведомости деталей к ним по многим направлениям: механообработка, гальваника, сварка, сборка, термообработка и т.д. — в соответствии с ЕСТД и СТП. Для пользователя в ADEM CAPP предусмотрен удобный пользовательский интерфейс (рис. 5): представление проектируемого маршрута в виде дерева, форма и вид диалогов по вводу параметров, автоматизация рутинных расчетов, сервисы, обеспечивающие надлежащий функционал системы, и др. Приведем лишь некоторые из них (рис. 6):
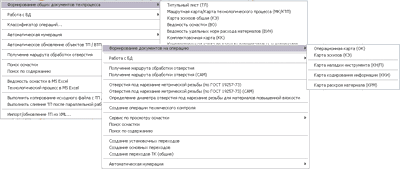
Рис. 6. Дополнительные сервисы
- полуавтоматическое сопровождение создания ТП с выбором операций, оборудования к операциям, переходов и оснащения;
- классификатор операций — быстрое создание операционного маршрута изготовления детали, сборочной единицы или изделия в целом с указанием оборудования;
- автоматический расчет массы применяемой заготовки, нормы расхода материала на деталь (с учетом ширины реза), коэффициента использования материала для оптимизации выбора типа и размера исходной заготовки;
- автоматическое получение маршрута обработки отверстий;
- автоматическое получение маршрута обработки отверстий под нарезание метрической резьбы (по ГОСТ 19257-73);
- определение диаметра отверстия под нарезание резьбы для материалов повышенной вязкости;
- автоматическое создание операций технического контроля;
- подбор материала режущей части инструмента;
- подбор средств измерения;
- поиск объектов по параметрам и контексту в технологическом процессе;
- создание комплектовочной карты на основе конструкторской спецификации или части ЭСИ;
- расчет массы детали и площади поверхности на основе объемной модели;
- автоматическое создание карты наладки инструмента для операций с применением станков с ЧПУ;
- автоматический расчет режимов резания и сварки.
Одним из достоинств ADEM CAPP является то, что в рамках системы можно создать единое технологическое пространство, в котором содержится информация об операциях, выполняемых как на универсальном оборудовании, так и с использованием оборудования с ЧПУ. Вследствие этого исключается возможность появления двух различных маршрутов при описании обработки на станке с ЧПУ (рис. 7). Вся информация из дерева ТП (операции, в том числе операции с ЧПУ, переходы, оснастка, режимы резания, нормы времени и др.) автоматически попадает в формируемые маршрутные, операционные карты, ведомости оснастки, карты наладки и др. Следует отметить, что в маршрут обработки на оборудовании с ЧПУ можно добавлять дополнительную информацию, не используемую при расчете управляющей программы, но необходимую для оформления выходных документов. Это могут быть установочные переходы, переходы технического контроля, технические требования, примечания, приспособления и т.д. Для эффективной работы технолога и технолога-программиста применяется единая информационная база данных по операциям, оборудованию, оснастке, материалам для универсальных операций и операций с использованием станков с ЧПУ.
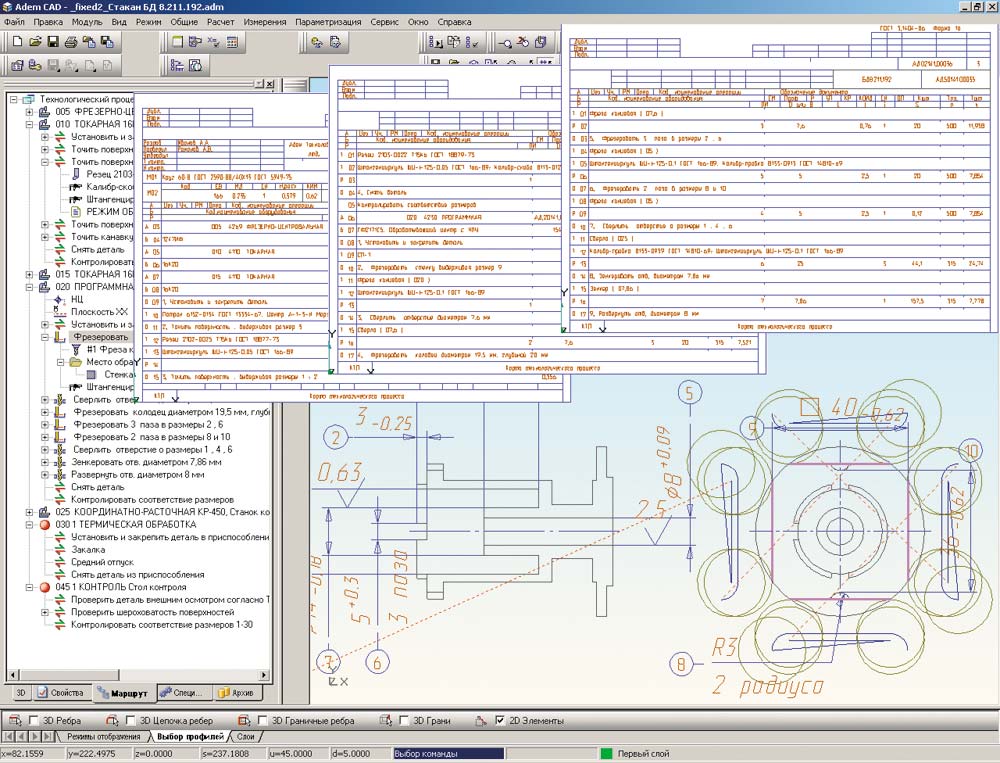
Рис. 7. Оформление маршрута ТП
Не стоит забывать и о трудовом нормировании. Его можно рассматривать как важнейшую составляющую в организации производства. В системе реализована возможность автоматического нормирования объектов технологического процесса для любого типа производства (единичного, мелкосерийного, крупносерийного, массового) по общемашиностроительным нормативам труда. Вся работа осуществляется здесь же, в среде ADEM CAPP в объектах ТП, без открытия дополнительных окон и приложений, что позволяет технологу или нормировщику легко, быстро и удобно управлять этими данными. На основе нормативов система автоматически определяет нормы вспомогательного, подготовительно-заключительного и штучного времени.
Заключительным этапом технологического проектирования является формирование выходной документации, которое выполняется в пакетном режиме без участия технолога. При этом введенные данные помещаются в соответствующие поля технологических карт. Последовательность и состав карт в комплекте технологических документов определяются технологом на этапе ввода исходных данных. Формирование ТП в ADEM CAPP возможно на разных выходных формах для одних и тех же исходных данных. В системе предусмотрен режим предварительного просмотра перед выводом на печать, где для удобной навигации все сформированные документы разбиты по группам (рис. 8).
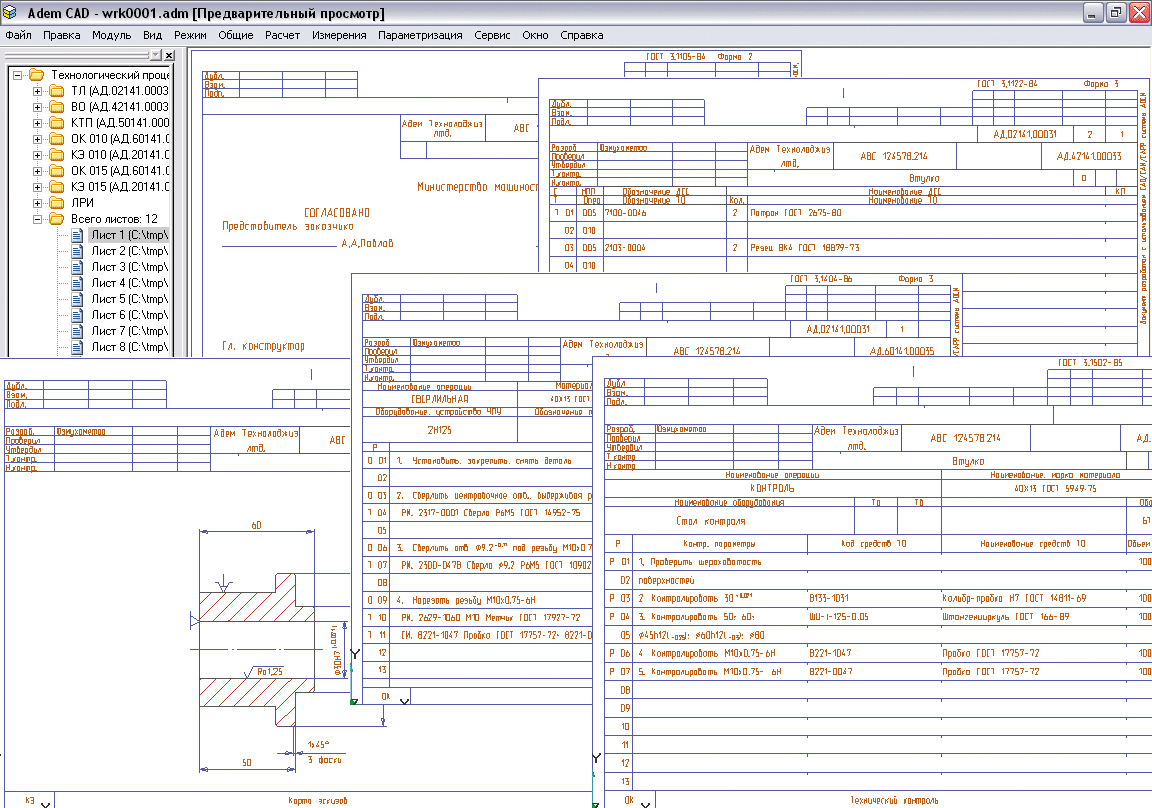
Рис. 8. Предварительный просмотр ADEM CAPP
Хочется отметить, что работу системы можно настроить с учетом организационных особенностей ТПП на предприятии. Примером могут служить предприятия, где проектированием ТП, его оснащением и трудовым нормированием занимаются специалисты разных подразделений. В этом случае возникает задача разграничения доступа к данным технологического процесса. То есть зоной ответственности технолога является технологический маршрут, технолога по оснащению — инструмент, оснастка, нормировщика — нормы времени. Для решения этой задачи на базе ADEM организуются автоматизированные рабочие места (АРМ) соответствующих специалистов.
Функции АРМ технолога:
- разработка маршрутно-операционных и операционных технологических процессов изготовления (сборки);
- уточнение нормы расхода основного материала;
- формирование полного комплекта технологической документации.
Функции АРМ технолога по оснащению:
- поиск и назначение стандартного режущего, вспомогательного и мерительного инструмента;
- проектирование специального (нестандартного) инструмента;
- внесение полученной информации по оснащению в ТП.
Функции АРМ нормировщика:
- назначение разрядов работ;
- расчет норм основного, вспомогательного и подготовительно-заключительного времени;
- внесение полученной информации по нормированию в ТП.
Хранение технологических процессов организовано в системе ADEM Vault в виде присоединенных документов к элементам ЭСИ (так же как 2D- и 3D-модели). Имея структуру изделия, техпроцессы изготовления и сборки, при необходимости можно сформировать сводные ведомости материалов, оснастки, трудоемкости как на все изделие, так и на его составные части.
Нередко между системами САПР и системами планирования и управления предприятием не предусмотрена передача данных или возникают трудности в их передаче. Приходится вводить одну и ту же информацию многократно, отдельно в каждую систему. Как следствие — увеличение времени разработки продукции на начальных этапах жизненного цикла изделия, появление ошибок при вводе и затраты на их устранение.
По окончании конструкторско-технологической подготовки производства мы имеем электронную структуру изделия и всю конструкторскую и технологическую документацию, необходимую для дальнейшего его изготовления. Стоит отметить, что вся информация находится в одном месте и доступна для применения. Если предприятие использует систему планирования производства (MES) и/или систему управления предприятием (ERP), необходимость повторного ввода данных отпадает. Всю требуемую информацию для функционирования этих систем можно получить из общей базы данных об изделии, хранимой в ADEM Vault. При необходимости, используя функционал ADEM Vault API, можно адаптировать процесс передачи под конкретную MES/ERP-систему.

