Автоматизация технологической подготовки производства на ФГУП «Уралтрансмаш»
Наше предприятие много лет занимается вопросами автоматизации технологической подготовки производства (ТПП). О необходимости ускорения и повышения качества ТПП руководство завода задумывалось еще в 70-е годы, но особенно актуальной эта проблема стала в период, когда нужно было выходить из развала, который наблюдался в промышленности, особенно в машиностроении, в последние годы. Предприятие было готово делать любую продукцию, лишь бы удержаться на плаву, а для этого надо было ускорить подготовку производства этой продукции.
Учитывая отсутствие оборотных средств на покупку дорогостоящих программных средств и наличие высококвалифицированных специалистов, было принято решение разрабатывать систему проектирования с применением современной вычислительной техники на предприятии. Силами программистов и технологов была разработана система автоматизированного проектирования технологических процессов САПР «Техпроцесс».

Система эксплуатируется на предприятии в реальных условиях с 1991 года, а с 2003-го она переведена в ОС Windows на ПЭВМ и постоянно совершенствуется.
САПР технологических процессов позволила повысить производительность труда технологов и сократить трудоемкость технологической подготовки производства.
Комплекс программ разработан на языке Delphi и поддерживает работу со SQL-сервером InterBase.
В состав САПР технологии включено проектирование технологии: механообработки, холодной штамповки, сборки/сварки, заготовительного производства, гибки труб, лакокрасочных покрытий.
САПР технологии «Техпроцесс» обеспечивает:
- проектирование технологии в автоматизированном режиме в диалоге с технологом;
- расчет материальных и трудовых затрат, режимов обработки при механообработке, сварке и термической резке;
- оснащение переходов механообработки режущим и вспомогательным инструментом в автоматическом и автоматизированном режимах;
- организацию и развитие технологических баз данных: «Материалы», «Оборудование», «Инструмент», «Оснастка»;
- автоматическое формирование необходимого комплекта технологических документов на формах ЕСТД;
- хранение разработанных технологических процессов в базе данных «Техпроцесс» на сервере;
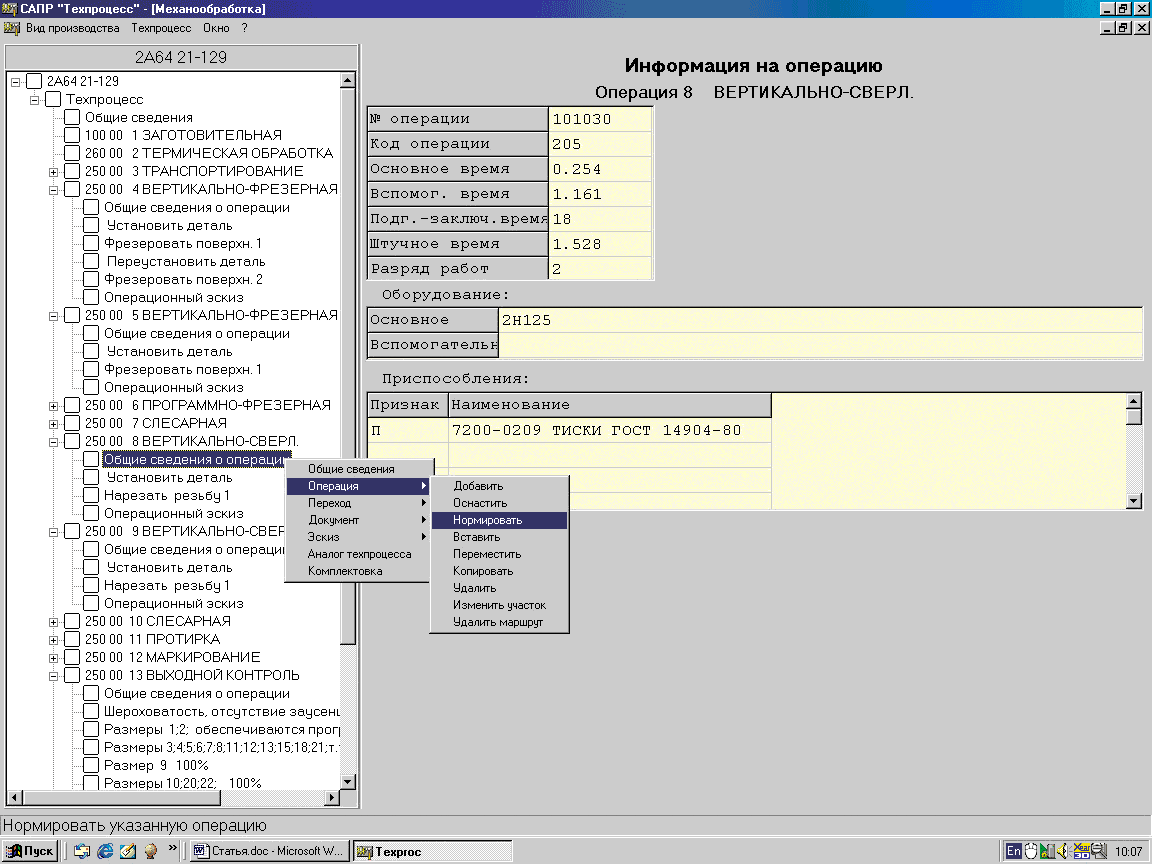
- отличием нашей системы является высокий уровень автоматизации проектирования технологии механообработки. Технолог задает данные о конструктивном элементе, обрабатываемом в данном переходе и автоматически получает набор режущего, вспомогательного и измерительного инструмента. Имеет возможность корректирования инструмента. Нажатием кнопки «Нормировать» получает режимы обработки, основное и вспомогательное время, штучное и подготовительное время, разряд работы, а также аналогичные параметры по остальным видам работ;
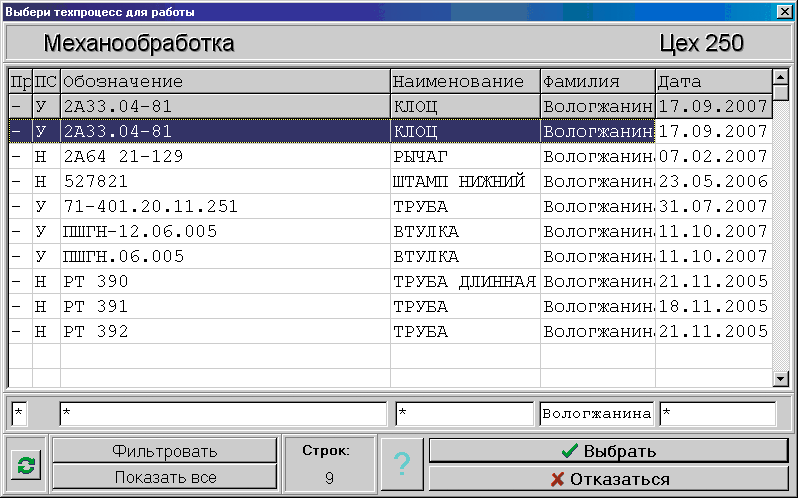
- разработанная поисковая система позволяет делать выборки данных из базы и формировать документы для передачи в различные системы планирования.
Для ускорения проектирования и обеспечения преемственности данных разработана система «Спецификация».
При получении конструкторских документов спецификации заносятся в базу данных «Спецификация», и впоследствии информация о детали для проектирования берется из нее.


Для ускорения разработки операционных эскизов технологического процесса информация о детали и сборке заимствуется из архивов конструктора, загружается в базу данных для проектирования эскизов и дорабатывается технологом. Разработанные эскизы привязываются к технологиям и хранятся в базе данных.
Для решения задач по автоматизации проектирования технологической оснастки и инструмента разработаны и эксплуатируются САПР «Специальный зуборезный инструмент» и «Протяжки».
САПР «Специальный зуборезный инструмент» позволяет производить расчеты практически всей гаммы зуборезного инструмента: червячных фрез, долбяков зуборезных и измерительных колес; выдавать расчет и рабочий чертеж инструмента с учетом применяемого оборудования; производить поиск в базе данных ранее спроектированных инструментов.
САПР «Протяжки» производит многовариантный расчет комбинированных протяжек — круглых, шлицевых эвольвентных и прямобочных. По заданным критериям компьютер выбирает оптимальный вариант и выдает рабочий чертеж протяжки. Кроме того, конструктор может сам выбрать нужный вариант протяжки.
В САПР технологии «Техпроцесс» автоматизированы расчеты параметров зубчатых зацеплений, замены эвольвенты дугами окружности и др.
Применение вышеперечисленных средств автоматизации инженерного труда позволило успешно решать проблемы подготовки производства новых изделий при резком уменьшении количества технологов.
В связи с недостатком кадров для поддержки и развития имеющейся системы в настоящее время предприятие планирует переход на коммерческое программное обеспечение от фирмы АСКОН — «Лоцман» и «Вертикаль». Выбор данных систем был обусловлен их гибкостью и возможностью легкой настройки на условия предприятия. Ценность заводских разработок заключается в алгоритмах и базах знаний, учитывающих специфику конкретного производства. Эти знания будут перенесены в системы АСКОН.

