
Новые возможности САПР технологических процессов T-FLEX Технология 11
C момента выхода предыдущей версии CAPP-системы T-FLEX Технология прошел не один месяц. За это время программа претерпела множество изменений, были выпущены десятки промежуточных версий системы. В этот период разработчики не только шлифовали код, но и добавляли в систему технологического проектирования новую функциональность.
Отныне САПР ТП от компании «Топ Системы» позволяет проектировать технологические процессы автоматически. Система T-FLEX Технология 11 может формировать техпроцесс самостоятельно, опираясь на параметры изготавливаемой детали и библиотеку технологических решений. Это избавляет технолога от необходимости оценивать и вводить большое количество данных и проводить сложные расчеты.
Новая версия системы T-FLEX Технология в большей степени интегрирована с другими продуктами комплекса T-FLEX благодаря использованию единых источников данных о материалах и геометрических параметрах изделий. Так, переменные и параметры технологических элементов имеют ассоциативную связь с чертежами деталей и сборочных единиц и изменяются при редактировании чертежей или 3D-моделей. В технологический процесс можно импортировать материал детали из хранилища T-FLEX DOCs или из чертежа либо модели T-FLEX CAD. Кроме того, в 11-й версии системы реализован ряд нововведений, значительно ускоряющих процесс технологического проектирования за счет автоматизации ввода данных.
***
Механизм автоматического проектирования ТП получил дальнейшее развитие и сегодня обеспечивает возможность формировать техпроцесс с минимальным участием пользователя. При этом применяется библиотека технологических решений, из которой в проектируемый ТП автоматически добавляются операции, переходы и элементы маршрута. Подобная функциональность системы T-FLEX Технология 11 позволяет решать следующие задачи:
- проектирование ТП на основе общих входных данных об изделии;
- формирование структуры технологического процесса на основании заранее подготовленных логических решений;
- проектирование многооперационного ТП для вспомогательного и подготовительно-заключительного видов производства на основе заранее созданных прототипов ТП;
- расчет технологических параметров многопереходного процесса с использованием технологических баз знаний в производственной области.
Прототипы технологических процессов представляют собой описания обработки различных ТП, которые могут содержать операции и переходы, списки оснащения, присоединенные расчеты. Уже на этапе создания прототипов в них могут быть добавлены связи между собственно прототипами, а также операциями и переходами при помощи присоединенных расчетов. При создании ТП на основе прототипа в новый техпроцесс можно включить как прототип целиком, так и его отдельные операции/переходы (рис. 1).
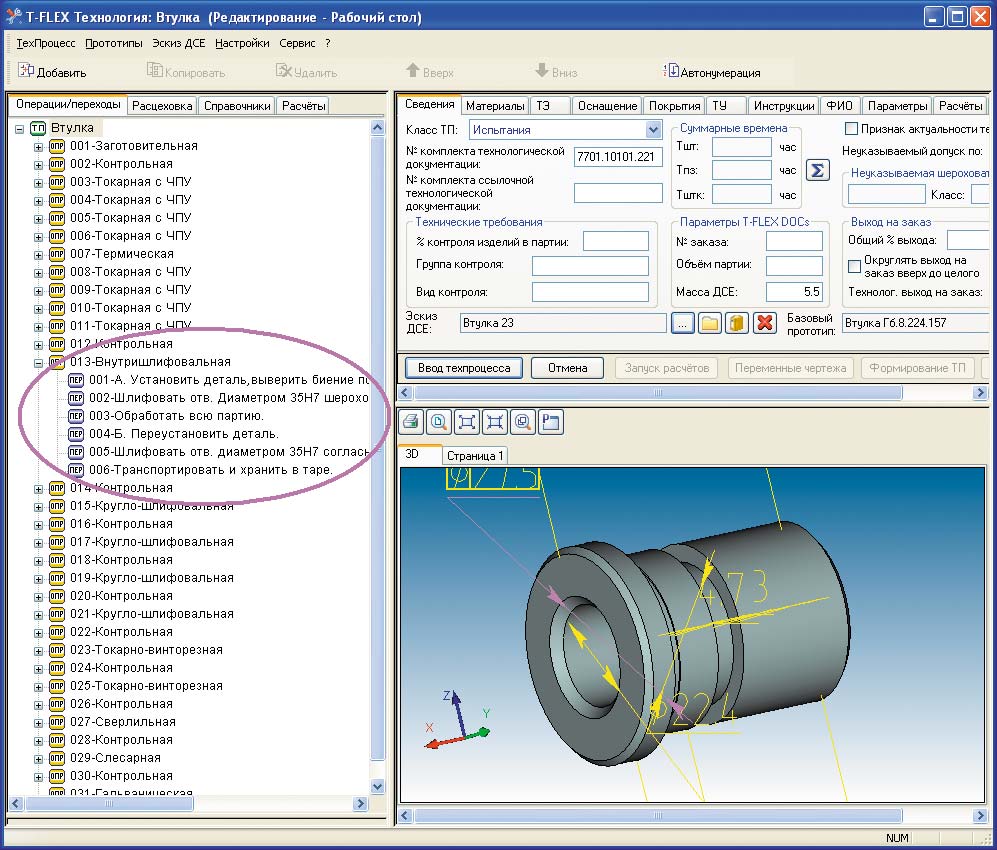
Рис. 1. Примеры переходов
Решение о добавлении компонентов ТП принимает расчетно-логический модуль на основании характеристик конструктивно-технологических элементов детали, технических условий, свойств материала, типов и параметров заготовок. Расчетно-логический модуль (РЛМ) берет на себя большую часть информационной нагрузки, приходящейся на технолога. Система способна самостоятельно оценивать валидность входных данных и быстро обрабатывать неограниченные объемы справочных данных в фоновом режиме. При автоматическом проектировании техпроцесса система мгновенно проводит технологически объективные расчеты, выбирает технологически обоснованные решения и оснастку для проектируемого ТП (рис. 2).
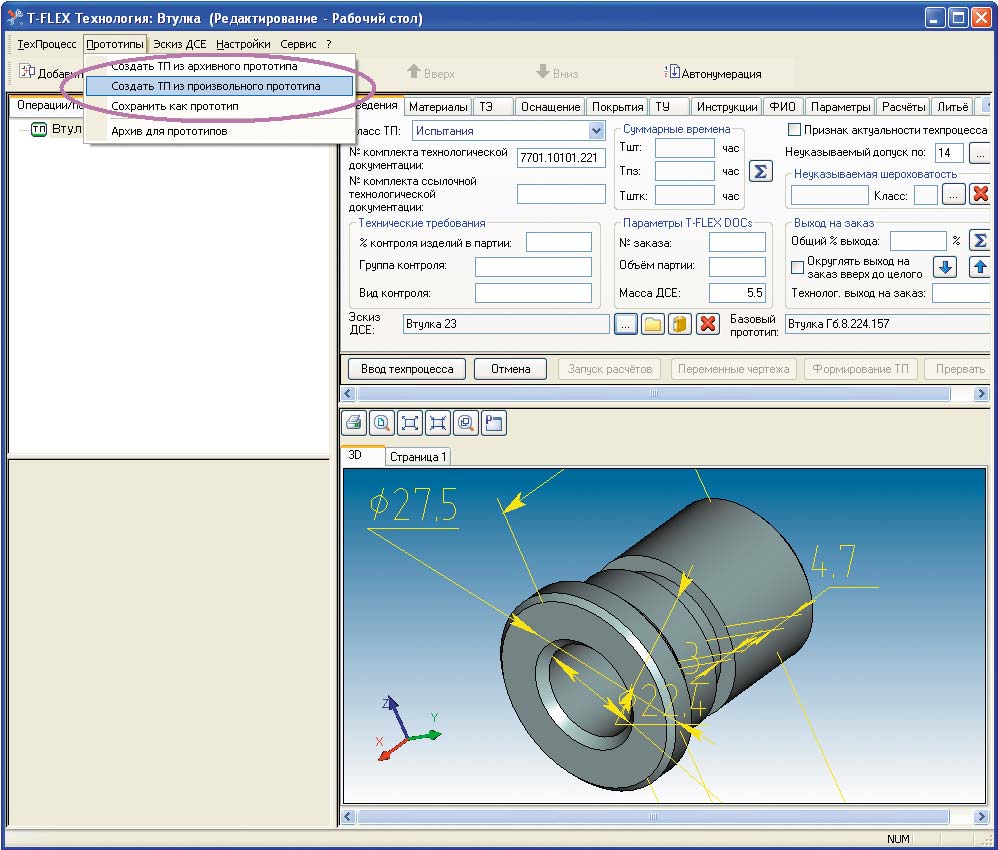
Рис. 2. Создание ТП из прототипа
При формировании технологического процесса на конкретную деталь сначала выбирается прототип, на основе которого будет формироваться ТП.
Система автоматически подставляет в редактор параметры ТП и, если нужно, значения по умолчанию, инструкции, материалы, ТУ и расчеты. При необходимости пользователь может производить корректировку значений параметров во всех закладках ТП. По нажатии на кнопку «Формирование ТП» система выполняет расчеты на технологические процессы, последовательно сгруппированные по специализированным типам (рис. 3).
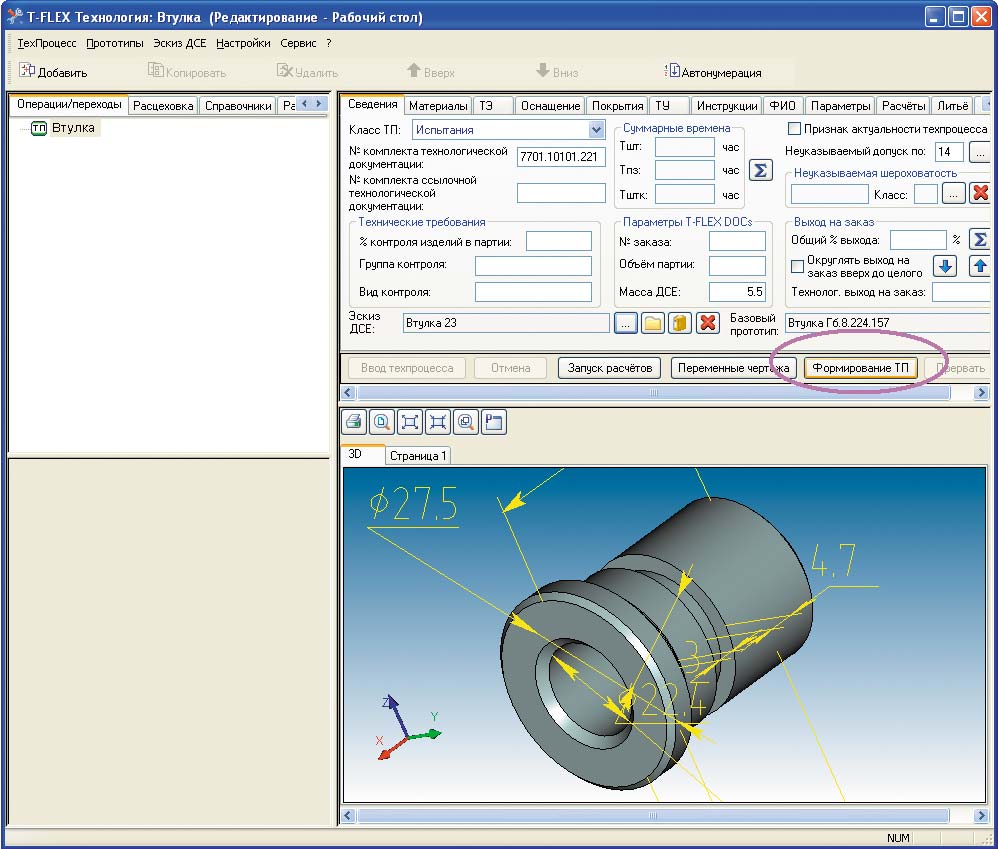
Рис. 3. Запуск формирования ТП
Затем конструкторские значения свойств параметров ТЭ передаются в переходы, система выполняет расчеты на операциях и переходах, осуществляя контроль соответствия значений свойств параметров ТЭ на конечных переходах конструкторским значениям. Лишние переходы и операции, добавленные из прототипов, но не участвующие в обработке технологических элементов ДСЕ, автоматически удаляются.
В расчетах на автоформирование техпроцесса пользователь может произвольно менять логику формирования ТП, изменяя последовательность и типы вызова различных функций автоформирования — например формирование на основе достижения требуемой точности/качества ТЭ либо при пересчете припусков.
Тесная интеграция системы T-FLEX Технология 11 с другими компонентами комплекса T-FLEX нашла отражение в еще одной новой возможности. При редактировании техпроцесса теперь доступна работа с эскизами деталей и сборочных единиц. При этом параметры ТЭ могут определяться размерами на эскизе (чертеже или модели) изделия (рис. 4). С помощью T-FLEX CAD пользователь может редактировать эскиз, привязанный к технологическому элементу. По окончании редактирования чертежа параметры ТЭ у соответствующих техпроцессов и переходов изменятся автоматически.

Рис. 4. Размер, определяющий параметры ТЭ, выделяется цветом
Задействованный здесь механизм связей между чертежами и технологическими параметрами применяется и для обеспечения импорта материала детали в техпроцесс (рис. 5).
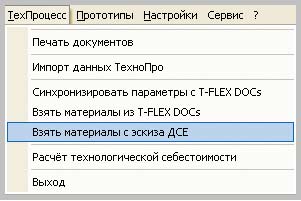
Рис. 5
После выполнения команды «Взять материалы с эскиза ДСЕ» на соответствующей вкладке редактируемого технологического процесса появится список материалов, взятых с чертежа или модели изделия (рис. 6).
![]()
Рис. 6
Благодаря связям параметров техпроцесса с чертежом или моделью изделия заметно сокращается время технологического проектирования.
***
Для дополнительного удобства разработчики предусмотрели возможность прикрепить инструкции для исполнителей к технологическому процессу, переходу или операции. Это могут быть технологические, эксплуатационные, должностные инструкции либо инструкции по охране труда, представленные в виде изображения или текста (рис. 7).
Рис. 7
В списке справочника инструкций добавленная информация отображается в столбце «Файл с изображением». Открыть ее можно, выбрав пункт «Просмотреть файл с изображением/текстом» в контекстном меню, вызываемом правой кнопкой мыши (рис. 8).
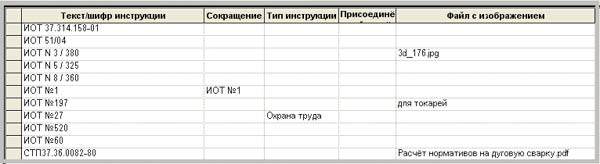
Рис. 8
В системе T-FLEX Технология 11 разработчики решили предоставить пользователям больше свободы по настройке ввода и отображения информации. Так, появилась возможность выбора используемых справочников. Пользователь может указать, какие справочники будут применяться в том или ином редакторе — либо встроенные в систему T-FLEX Технология 11, либо входящие в состав T-FLEX DOCs. Выбор справочника осуществляется в пункте «Настройки => Установки» главного меню системы (рис. 9).
Рис. 9
В столбце «Диалог» на вкладке «Закладки» установкой флажков назначается справочник, который будет использоваться для выбора информации (рис. 10).
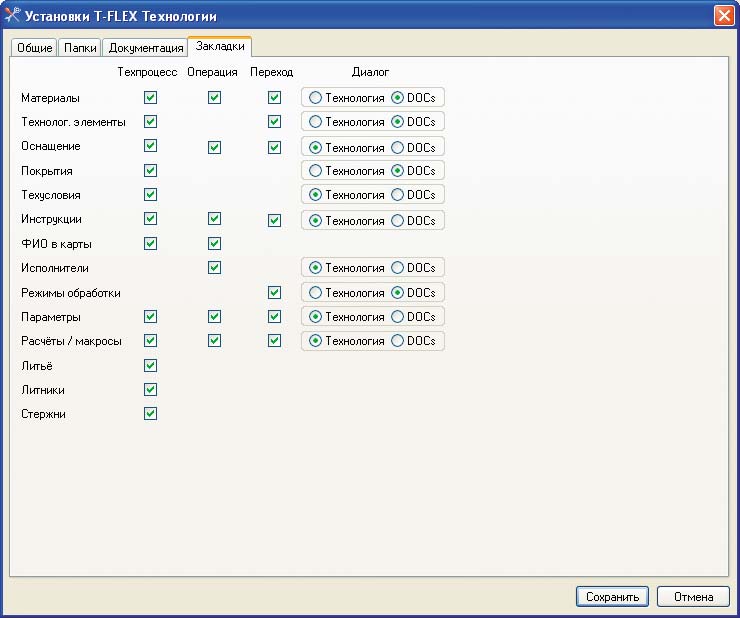
Рис. 10
Другая настройка полезна, когда необходимо вводить технологические данные вручную. Тут пригодится опция «Разрешить ручной ввод строки оснащения без справочника» в настройках системы (рис. 11).

Рис. 11
По требованиям системы в справочнике должна иметься хотя бы одна запись на каждый вид оснащения. Если это условие не выполнено, при сохранении вводимого оснащения программа сообщит об ошибке. Применив же описанную настройку, вы сможете вводить наименование оснащения вручную или изменять отображение наименования по своему усмотрению.
***
Производственникам, занимающимся нормированием сдельной работы, весьма пригодится функциональность расчета технологической себестоимости. Этот расчет доступен в разделе «ТехПроцесс» системного меню (рис. 12).
Рис. 12
В расчете используются такие параметры, как наименование профессии, степень механизации, разряд рабочих, условия их труда и количество, единицы нормирования, штучное время, коэффициент штучного времени. К каждому исполнителю можно привязать определенное оснащение (рис. 13). Входные данные можно автоматически получить из техпроцесса либо ввести их вручную.
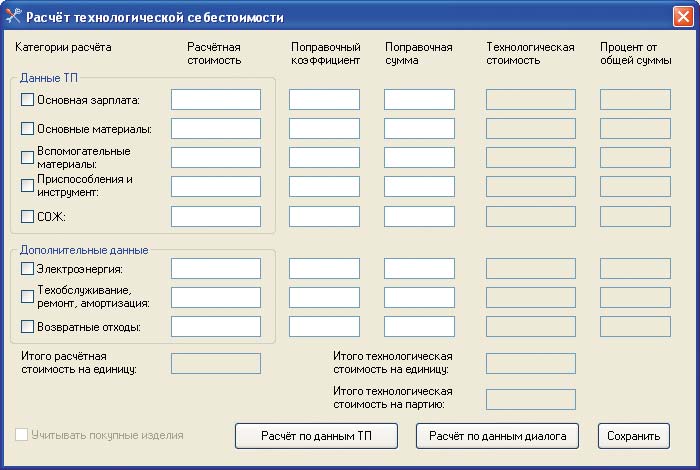
Рис. 13
***
Параллельно с работой над системой T-FLEX Технология 11 программисты компании «Топ Системы» совершенствовали ее подсистему — T-FLEX Техническое нормирование. В 11-й версии комплекса T-FLEX CAD/CAM/CAE/CAPP/PDM в эту подсистему вошли новые модули: нормирования работ по дуговой сварке и лакокрасочным работам.
Модуль расчета нормативов на дуговую сварку предназначен для расчета технически обоснованных норм времени сварки в среде защитных газов. Предусмотрена обработка углеродистых, низколегированных, легированных, высоколегированных и цветных сплавов (медь, медно-никелевые сплавы, алюминий и алюминиевые сплавы) на предприятиях машиностроения в условиях различных типов производства.
Методика расчета в данном модуле строится на выборе стандартных норм из специальных таблиц справочной системы (карт трудового нормирования). Некоторые параметры определяются при помощи формул.
В модуле «Сварка» рассчитываются основное время, вспомогательное, штучное и подготовительно-заключительное время, норма расхода вспомогательных материалов (газ, проволока и т.п.), вес наплавленного металла, скорость сварки, сварочный ток и расход электроэнергии.
Расчеты производятся с учетом следующих параметров сварочных работ: «Вид шва», «Вид сварки», «Тип электрода», «Форма деталей», «Защитная среда» (рис. 14).
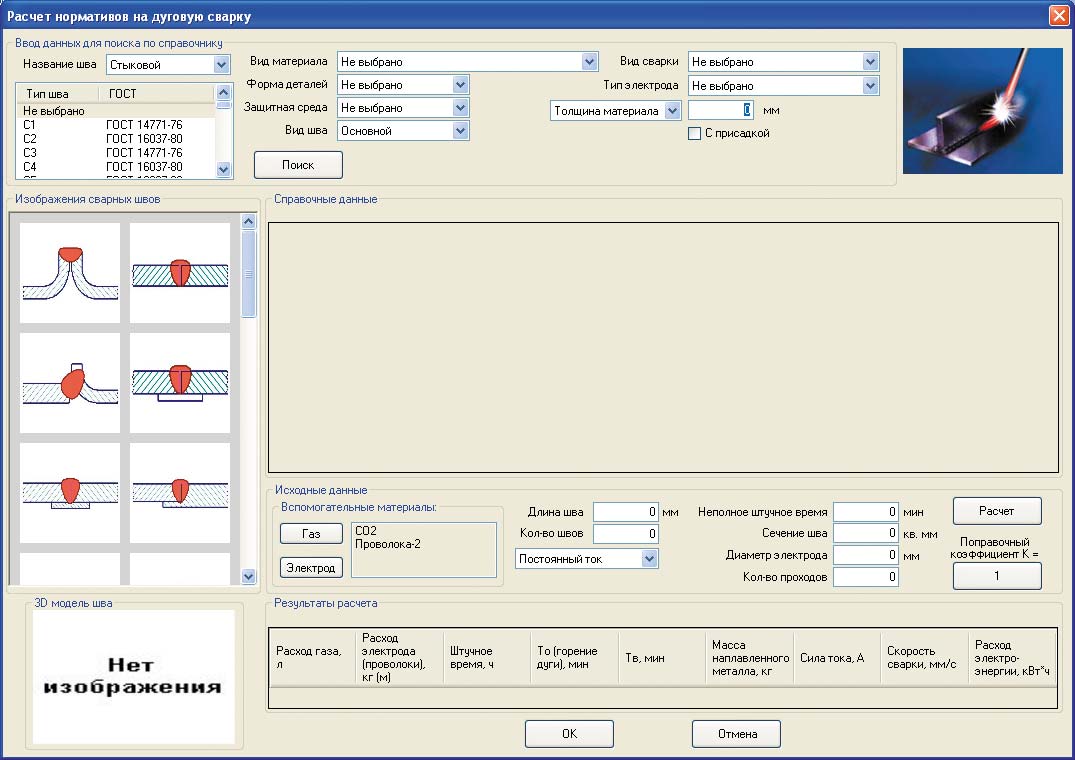
Рис. 14
Параметры расчета вводятся в едином окне «Дуговая сварка в среде защитных газов».
В левой части окна находятся графические изображения типов швов сварки, а также 3D-модель выбранного типа. Это полезно для наглядного выбора типов швов для условий расчета. Тип шва выбирается щелчком мыши по его 2D-изображению (рис. 15). При этом будет продемонстрирована его трехмерная модель и указан номер шва.
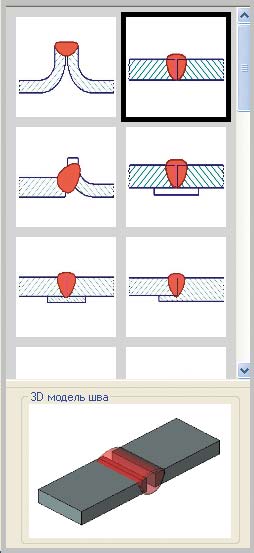
Рис. 15
По результатам расчета пользователю демонстрируются полученные данные, а на закладке «Оснащение» появятся наименование оборудования, используемого в рассчитываемом переходе (рис. 16).
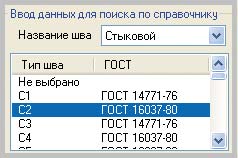
Рис. 16
В закладку «Режимы» будут внесены режимы обработки (рис. 17), на закладке «Сведения» добавятся основное и вспомогательное время. В операцию на закладке «Сведения» будут подставлены штучное время (Тшт) и подготовительно-заключительное время (Тпз). Результаты расчетов будут также автоматически внесены в соответствующие поля интерфейса системы T-FLEX Технология и прописаны в технологических картах (рис. 18).
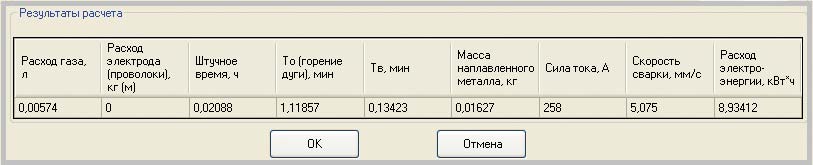
Рис. 17
***
Модуль нормирования операций по окрашиванию деталей и сборочных единиц предназначен для расчета норм времени на окрашивание и покрытие лакокрасочными материалами и растворителей к ним. Он применим для любого типа производства — массовое, серийное и единичное.
Методика расчета в данном модуле также строится на выборе стандартизованных норм из карт трудового нормирования и корректировки их с помощью поправочных коэффициентов. Некоторые параметры рассчитываются при помощи формул (рис. 19).
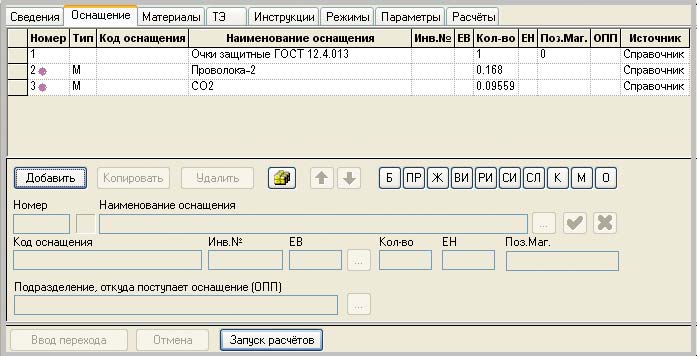
Рис. 18
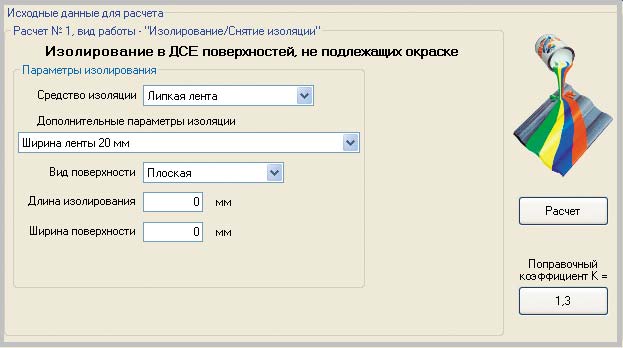
Рис. 19
В качестве исходной информации для расчета используются конструкторско-технологические особенности, формы и размеры поверхности деталей (сборочных единиц), а также методов окрашивания (рис. 20 и 21).
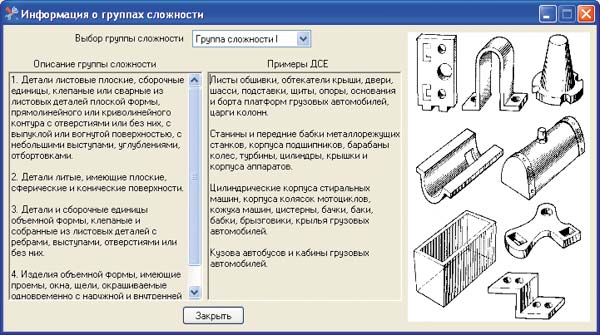
Рис. 20
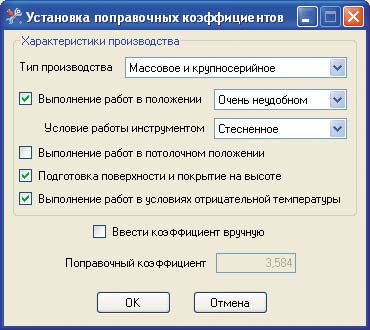
Рис. 21
В модуле «Лакокрасочные материалы» рассчитываются штучное время, подготовительно-заключительное, оперативное и основное время. Расчеты производятся для следующих видов работ и наименований операций:
подготовительно-заключительные работы — промывание, протирка, очистка, обдувка, шпатлевание, зачистка, шлифование, разметка линий, изолирование, морение, нанесение мастики, грунтование, снятие изоляции, контроль качества окраски, обертывание. Расчеты производятся с учетом формы, вида поверхности и вида загрязнения;
нанесение покрытия — окрашивание, удаление подтеков, подкрашивание, лакирование, нанесение знаков, перевод декалькомании. Расчеты производятся с учетом метода окрашивания, площади и вида окрашиваемой поверхности, способа окрашивания, ширины кисти, группы сложности;
манипуляционные работы — загрузка оборудования, разгрузка оборудования, монтаж/демонтаж, загрузка деталей, перемещение груза, поворот деталей. Расчеты производятся с учетом оборудования, способа загрузки, наличия крюков, массы одного места и расстояния перемещения.
Результаты расчетов автоматически заносятся в соответствующие поля интерфейса системы T-FLEX Технология и выдаются в технологические карты (рис. 22).
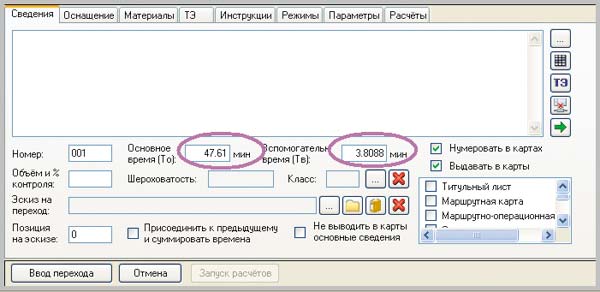
Рис. 22
Поскольку все расчеты модуля «Лакокрасочные материалы» выполнены с использованием стандартной функциональности системы T-FLEX Технология, то пользователи без дополнительного программирования могут изменить набор рассчитываемых параметров, методику и описание расчета. Это позволяет настроить модуль для работы по стандартам конкретного предприятия, обеспечивая гибкость и удобство использования.
***
Система T-FLEX Технология 11 — результат многолетнего опыта разработки инструментов для производственных специалистов. В ней реализованы эффективные подходы к технологическому проектированию, позволяющие самым рациональным образом воплотить в жизнь проекты конструкторов и дизайнеров. В 11-й версии системы разработчики компании «Топ Системы» сделали большой шаг на пути к истинной автоматизации работы технолога и значительно расширили ее применимость для работ по нормированию.

