БАЗИС-ЧПУ — эффективный подход к разработке управляющих программ
Формирование управляющих программ
Управляющие программы для станков Homag
Управляющие программы для станков Biesse
Управляющие программы для станков SCM
Управляющие программы для станков beaver
Современный этап развития российского мебельного рынка характеризуется одновременным повышением требований к качеству и индивидуальности изделий. Мебельные предприятия оказываются перед необходимостью широкого использования форматно-раскройных, фрезерно-присадочных, сверлильно-присадочных и кромкооблицовочных станков с ЧПУ, поскольку иными способами добиться качественной и быстрой обработки сложных деталей в промышленном масштабе невозможно.
Использование станков с ЧПУ ставит задачу проектирования управляющих программ (УП), минимизировать трудоемкость которой можно путем передачи геометрической информации из математической модели изделия через интерактивный прикладной модуль непосредственно в систему управления станка. Подобный интерфейс во многом решает задачу совмещения индивидуальности изделий с промышленной технологией их изготовления.
При формировании траектории движения инструмента необходимо учитывать технологические требования обработки материала, несоблюдение которых приводит к искажению геометрических параметров контура панели, ухудшению качества поверхности реза, а в отдельных случаях — и к выходу из строя станка. По этой причине полностью автоматические алгоритмы формирования УП не всегда могут гарантировать полное и безошибочное соблюдение всех технологических требований мебельного производства.
На рынке программного обеспечения для мебельных предприятий предлагается несколько CAD/САМ-систем. Одним из наиболее распространенных решений в этой области является система БАЗИС от компании «Базис-Центр», отличительной особенностью которой является возможность формирования УП практически для всех станков и систем ЧПУ, используемых на отечественных мебельных предприятиях, при высокой степени автоматизации этого процесса.

Рис.1. Структура модуля БАЗИС-ЧПУ
CAM-модуль БАЗИС-ЧПУ, будучи глубоко интегрированным с CAD-модулями БАЗИС-Мебельщик и БАЗИС-Шкаф (рис. 1), реализует следующие функции:
- автоматическое получение всей необходимой геометрической информации из математической модели изделия с выполнением предварительной обработки контуров панелей с целью их упорядочения, а также поиска и локализации потенциально ошибочных элементов и мест их сопряжения;
- автоматическое формирование траекторий движения инструмента;
- интерактивный режим проектирования управляющих программ, обеспечивающий реализацию максимального набора проектных операций;
- автоматическая генерация текста УП для выбранного станка с ЧПУ.
Входные данные
Интерфейс модуля БАЗИС-ЧПУ во многом идентичен интерфейсу модуля БАЗИС-Мебельщик. Кроме того, для удобства работы с моделью изделия в него включен ряд команд из этого модуля. Основной входной информацией для создания УП является графическое изображение, созданное в CAD-модулях системы БАЗИС, которое может быть как двумерным чертежом, так и трехмерной моделью. В качестве исходных файлов могут использоваться:
- графические файлы системы БАЗИС, имеющие расширение *. ldw;
- библиотеки моделей изделий — *. blf;
- фрагменты (*. frw), которые можно применять как самостоятельно, так и добавлять к обрабатываемому изображению.
Модель мебельного изделия в системе БАЗИС является объектно-ориентированной и содержит не только геометрическую информацию, но и полный набор параметров, определяющих объект в качестве элемента мебельного изделия. По этой причине использование в качестве входной информации трехмерных моделей более предпочтительно, поскольку позволяет автоматически выполнять целый ряд проектных операций.
В целях интеграции с другими графическими системами предусмотрена возможность загрузки входной информации из файлов формата DXF .
Для корректной обработки двумерной информации к чертежу, формируемому в модуле БАЗИС-Мебельщик, предъявляется требование размещения информации о контуре детали, отверстиях и пазах в отдельных слоях. Все элементы детали, существенные с точки зрения формирования УП, разбиваются на пять групп, каждая из которых, в свою очередь, может состоять из одного или нескольких слоев:
- контур детали;
- глухие и сквозные отверстия в пласти панели;
- торцевые отверстия;
- пазы на пласти панели;
- пазы в торце панели.
При работе с 3 D-моделями системы БАЗИС существует возможность формировать УП для обработки всех панелей изделия или только указанных. Для настройки алгоритмов предпроцессорного анализа модели назначается ряд общих параметров (рис. 2). Кроме того, для каждой системы ЧПУ предусмотрена возможность задания дополнительных параметров, отражающих ее технологические особенности.
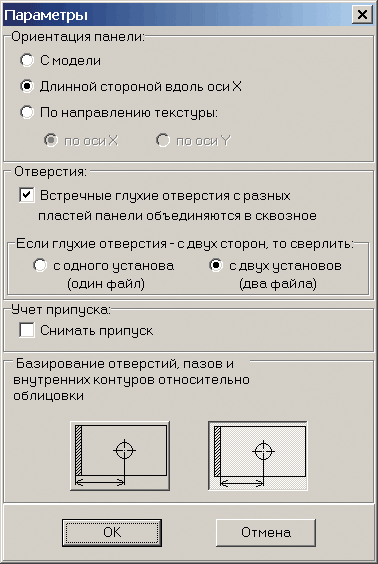
Рис. 2. Окно настройки общих параметров предпроцессорной обработки
К общим параметрам предпроцессорной обработки относятся:
- способ ориентации панелей;
- алгоритмы обработки глухих отверстий;
- необходимость снятия припуска на облицовку кромок в формируемой УП;
- способ базирования отверстий и пазов — от необлицованной кромки панели либо от облицованной, что определяется в зависимости от установленного на предприятии оборудования и технологии обработки деталей.
Формирование управляющих программ
После назначения общих параметров предпроцессорной обработки в специальном окне, содержащем список всех панелей изделия (рис. 3), выбираются те из них, для которых будут формироваться УП обработки. Для каждой панели в этом списке отображаются ее основные параметры: номер позиции, габаритные размеры, толщина материала и наименование.
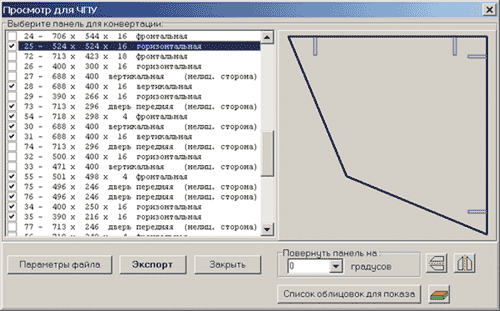
Рис. 3. Окно просмотра панелей
Если на панели имеются глухие отверстия и/или пазы только с нелицевой стороны, то панель автоматически переворачивается таким образом, чтобы они стали видимыми. В этом случае после наименования панели в скобках указывается, что видимой является нелицевая сторона. Если же на обеих сторонах панели имеются глухие отверстия и/или пазы, то для нее приводится два вида: с лицевой и с обратной стороны. В этом случае на каждом виде отображаются только те отверстия (пазы), которые являются видимыми на данном изображении. Для обозначения панели с нелицевой стороны после ее наименования в скобках также указывается соответствующий признак. Сквозные отверстия отображаются только на лицевой стороне.
Положение панели в области просмотра отражает ее положение в упорах станка при обработке. Это положение можно изменить, повернув панель на любой произвольный угол. Естественно, что при изменении угла будет меняться и положение панели в упорах при обработке. Кроме того, можно сформировать файлы для обработки панели, которая является зеркально-симметричной по отношению к исходной.
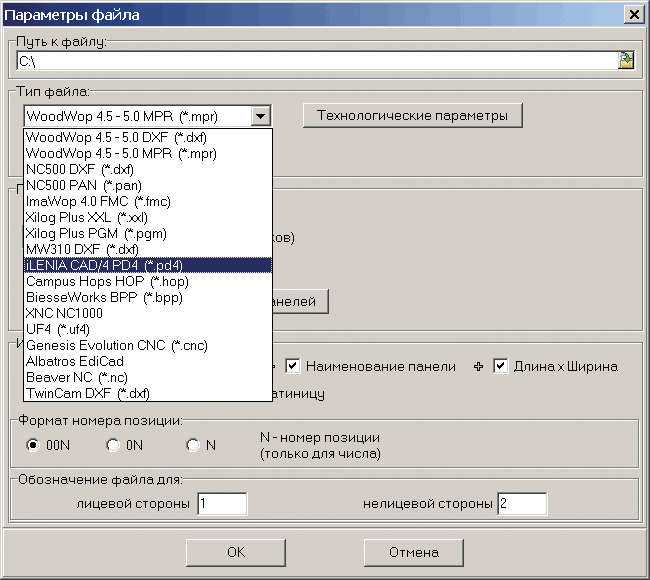
Рис. 4. Окно выбора системы ЧПУ
Дополнительно в специальном окне (рис. 4) выбирается тип системы ЧПУ и задаются правила формирования имен файлов, в которых будут сохраняться УП.
В настоящее время, по мнению менеджеров компании «Базис-Центр», наибольшее распространение среди российских мебельщиков получили фрезерно-присадочные станки четырех фирм-производителей:
- Homag с системой ЧПУ WoodWop 4.5-5.0;
- Biesse с системой ЧПУ NC-1000;
- SCM с системой ЧПУ Xilog Plus;
- beaver с системой ЧПУ VIC Engraver Control System.
Управляющие программы для станков Homag
Компания Homag известна прежде всего своими многофункциональными обрабатывающими центрами для высокоточной комплексной обработки заготовок мебельных изделий, в том числе и по технологии Nesting без предварительного раскроя материалов.
Системы управления WoodWop 4.5-5.0 могут использовать УП в двух форматах — *. dxf и *. mpr. Окна технологических настроек параметров файлов *. mprпоказаны на рис. 5.
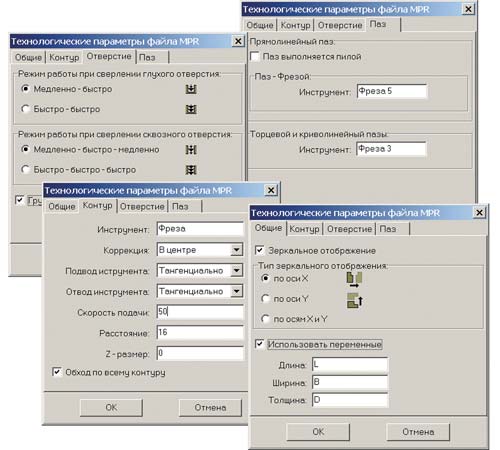
Рис. 5. Технологические параметры системы WoodWop 4.5-5.0
При формировании УП возможно получение зеркального отображения по оси X, по оси Y или по обеим осям одновременно. Для обработки контуров назначаются параметры фрезерования: номер (код) инструмента, коррекция, тип входа-выхода фрезы, а также скоростные режимы обработки.
Обработка отверстий предполагает задание дополнительной глубины сверления и выбор скоростных режимов подачи сверла для обработки сквозных и глухих отверстий. Для обработки пазов назначается номер (код) инструмента с учетом того, что прямолинейные пазы могут исполняться как фрезой, так и пилой, а криволинейные — только фрезой.
Управляющие программы для станков Biesse
Компания Biesse является одним из ведущих поставщиков широкого спектра оборудования для производства мебели: обрабатывающих центров с ЧПУ серии Rover, кромкооблицовочного оборудования серии Akron, сверлильно-присадочных станков серий Skipper, T echno и пр.
Система ЧПУ NC1000 может работать с управляющими файлами двух форматов: *. bpp (рис. 6) и файлами системы XNC без указания расширения имени.
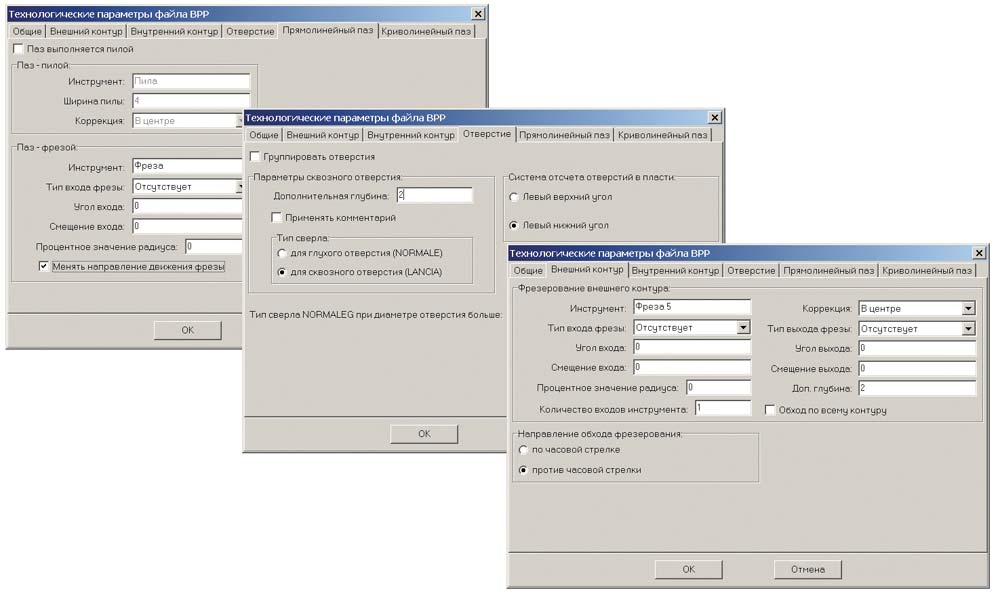
Рис. 6. Технологические параметры системы NC-1000
В первом случае задаются способ настройки коррекции, принцип сохранения окружности и положение начальной точки отсчета рабочей области, а кроме того, инструменты и способы обработки отдельно внутренних и внешних контуров, отверстий, прямолинейных и криволинейных пазов.
Во втором случае дополнительно можно задавать конфигурацию инструментов. Для назначения различным операциям соответствующего инструмента необходимо предварительно загрузить специальный файл конфигурации инструментов, после чего в нем выбирается текущая конфигурация.
Управляющие программы для станков SCM
SCM GROUP — один из мировых лидеров в производстве деревообрабатывающих станков и систем — от классических позиционных станков до комплексных линий для промышленного производства мебели. Широко известны ее фрезерные станки серии «Т», полуавтоматические сверлильно-присадочные станки TOP 35 Plus и Multitech Plus 2-3 и т.д.
Система управления Xilog Plus для станков производства SCM GROUP может работать с управляющими файлами в двух форматах — *. xxl и *. pgm , при этом окна для задания технологических параметров в обоих случаях будут одинаковыми. Дополнительной особенностью этой системы является задание параметров базирования и контроля:
- положения начала координат;
- рабочей области;
- кода параметров лазерного луча;
- толщины прокладки под обрабатываемую панель;
- имени файла с конфигурацией инструмента;
- операций, которые при необходимости можно включить в программу обработки либо исключить из нее.
Управляющие программы для станков beaver
Фирма beaver помимо деревообрабатывающих станков производит станки различной комплектации и исполнения для производства мебели: трехкоординатные фрезерно-гравировальные станки модели beaver 26A, фрезерно-гравировальные центры с автоматической сменой инструмента модели beaver 26-AVST, сверлильно-присадочные станки модели beaver SPK-21 и ряд других.
Особенностью системы управления VIC Engraver Control System является то, что файлы с УП для фрезерования и для сверления отверстий (присадки) могут быть созданы по отдельности или вместе (рис. 7).
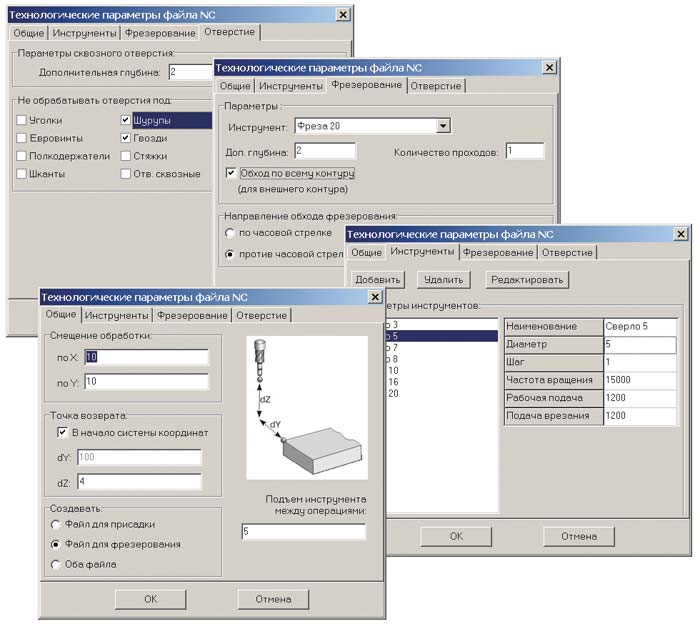
Рис. 7. Технологические параметры системы VIC Engraver Control System
В качестве дополнительных параметров могут задаваться:
- смещения по осям X и Y;
- координаты точки возврата инструмента;
- дополнительная глубина сверления;
- количество проходов;
- направление обхода контура фрезой;
- классы крепежной фурнитуры, обработку отверстий под установку которой не следует включать в УП.
Заключение
При выполнении проектных операций конструирования учет технологических особенностей изготовления мебельных изделий существенно зависит от квалификации конструктора и знания им технологических особенностей производства. Опыт показывает, что конструктор далеко не всегда интуитивно или осознанно учитывает технологические особенности изготовления; очень часто многие параметры деталей выбираются им спонтанно, исходя из субъективных предпочтений или пожеланий дизайнера. Использование единой математической модели дает дополнительную экономию времени и ресурсов за счет сокращения времени согласований принятых решений между конструктором и технологом, что в конечном счете приводит к снижению себестоимости изделий.
Интеграция CAD- cистемы конструирования мебельных изделий с CAM-системой в рамках комплексной мебельной САПР обеспечивает технологу следующие преимущества:
- абсолютное соответствие геометрических моделей на этапах конструкторского и технологического проектирования;
- использование конструкторского модуля для определения технологических особенностей производства в силу того, что многие технологические параметры либо по сути являются геометрическими, либо допускают очевидную геометрическую интерпретацию;
- оптимальное сочетание автоматического, автоматизированного и ручного режимов проектирования УП;
- увеличение производительности труда и аккуратности выполнения операций;
- высокий и постоянный уровень качества обработки панелей, который в большинстве случаев намного превышает качество традиционной обработки.

