
Система автоматизированного проектирования обвязок нефтяной и газовой арматуры на базе T-FLEX CAD
Получение исходных данных элементом библиотеки
Отслеживание ошибок пользователя
Подготовка исходных данных для расчета себестоимости и прогнозирования срока изготовления ОНГА
Способы создания 3D-моделей обвязок НГА
Обвязки нефтяной и газовой арматуры (ОНГА) выполняют различные функции при обустройстве месторождений: соединение скважин с коллекторами сбора, герметизация фонтанных скважин, регулирование режима эксплуатации и т.д. Обвязки включают в свой состав сварные конструкции трубопроводов и арматуру: задвижки, обратные клапаны, запорные клапаны, пробоотборники, термокарманы, фланцы и крепеж (рис. 1). Таким образом, ОНГА являются уникальными сборными конструкциями, состоящими из типовых компонентов.
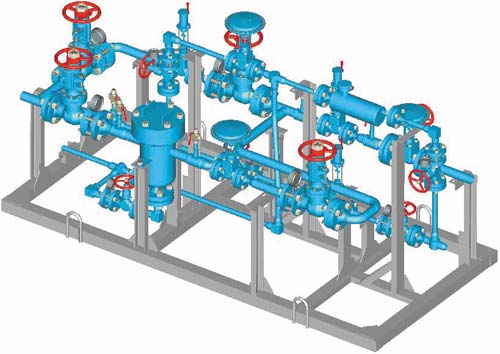
Рис. 1. Обвязка газовой арматуры
Создание системы автоматизированного проектирования обвязок нефтяной и газовой арматуры (далее для краткости САПР ОНГА) преследовало следующие цели:
- сокращение срока разработки конструкторской документации;
- автоматизация рутинной, нетворческой работы конструктора и исключение связанных с ней ошибок проектирования;
- подготовка данных для расчета прогнозируемой себестоимости и срока изготовления на этапе проработки заказа.
В качестве инструментальной среды для разработки САПР ОНГА использовалась система параметрического проектирования T-FLEX CAD (разработчик — российская фирма «Топ Системы», http://www. topsystems.ru/), обладающая рядом уникальных особенностей:
- широкий набор функций 3D-моделирования, позволяющих достичь поставленных целей;
- мощные параметрические функции, позволяющие сформировать библиотеки типовых изделий без специальных навыков программирования;
- возможность связать параметрическую модель изделия с внешними и внутренними базами данных;
- большой набор инструментальных средств по передаче информации между компонентами сборки (коннекторы, внешние переменные модели и т.д.).
Кроме того, система является российской разработкой, и документация, выпущенная с помощью T-FLEX CAD, полностью соответствует требованиям ЕСКД. Также поддерживаются стандарты оформления документации ISO и ANSII.
Структурная схема САПР
Структурная схема САПР ОНГА представлена на рис. 2. В ее состав входит библиотека параметрических фрагментов, из которых, как из кубиков, пользователь собирает модель арматуры. Каждый элемент библиотеки представляет собой группу типовых изделий (задвижка, затвор, фланец под приварку, труба, отвод и т.д.). Группа, как правило, имеет большое количество исполнений, например исполнения фрагмента «Фланец под приварку» отличаются типом соединения (семь типов), диаметром условного прохода (24 типоразмера), рабочим давлением (11 типоразмеров), видом разделки сварного шва (четыре вида) и т.д. Помимо отличий, оговоренных стандартами, фланцы могут изготавливаться с расточкой внутреннего отверстия со стороны приварки трубы и фланцевого соединения. Таким образом, фрагмент «Фланец под приварку» имеет более 3 млн различных исполнений (рис. 3).
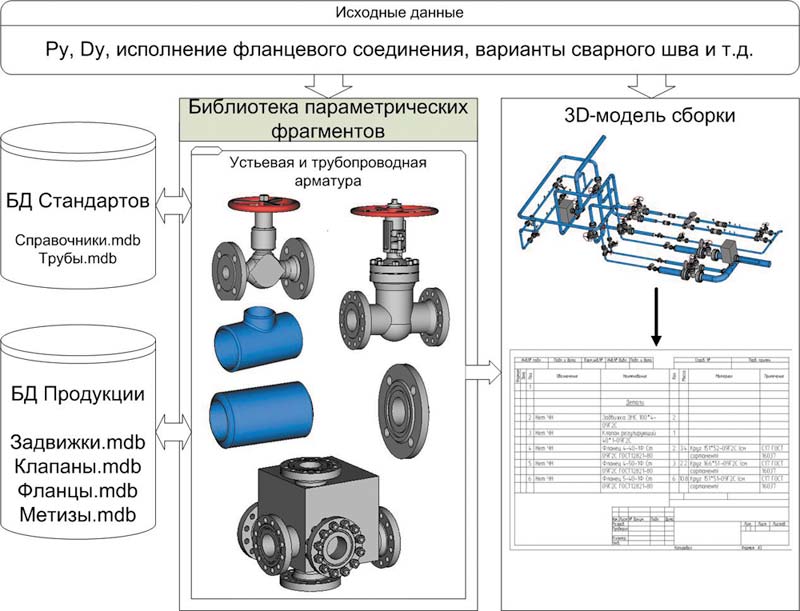
Рис. 2. Структурная схема системы автоматизированного проектирования обвязок нефтяной и газовой арматуры
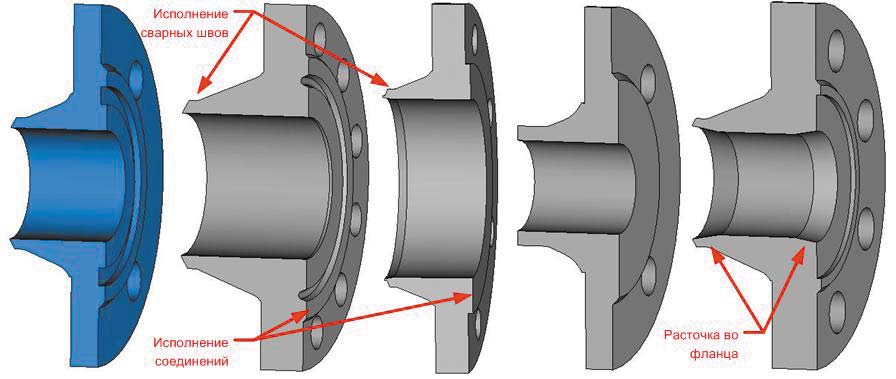
Рис. 3. 3D-модель фланца
При вставке в сборку каждый фрагмент получает исходные данные. Например, для фланца под приварку исходными данными являются: условное давление (Py), условный проход (Dy), исполнение фланца, исполнение сварного шва. Исходные данные либо задаются пользователем в диалоговом окне (рис. 4), либо вставляемый фрагмент их автоматически считывает с фрагмента арматуры, к которому он присоединяется в сборке. По исходным данным фрагмент формирует запрос к базе данных стандартов (БД Стандартов) и получает габаритные и присоединительные размеры, а также другие стандартизованные данные.
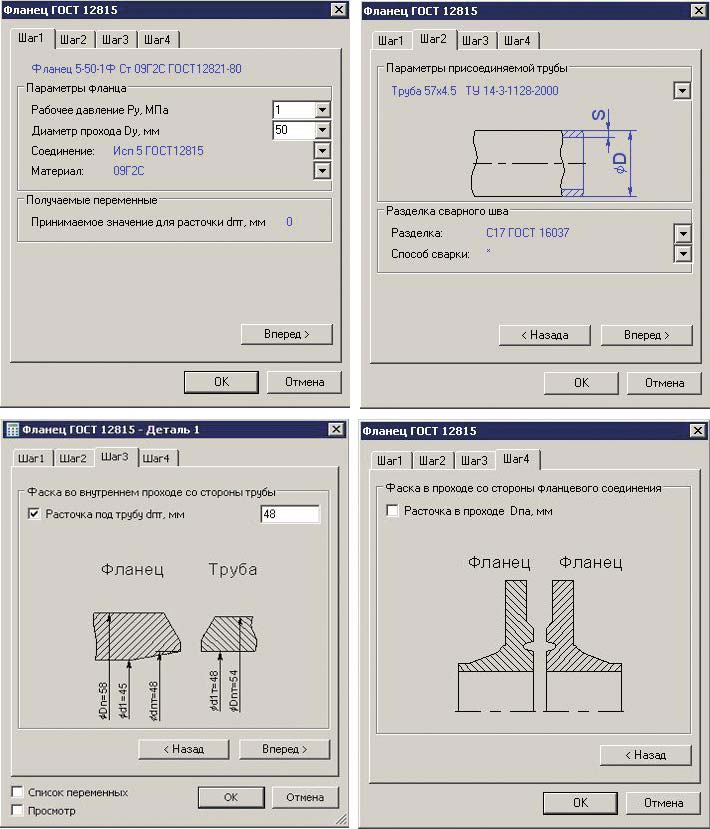
Рис. 4. Диалог пользователя для вставки фланца
Пользователь собирает 3D-модель обвязки НГА из библиотечных элементов, применяя три метода сборки:
- последовательное присоединение элементов друг к другу;
- поузловая вставка фрагментов и последующее их соединение адаптивными фрагментами труб;
- автоматический расчет длин труб с помощью встроенных средств оптимизации T-FLEX CAD.
Данные методы более подробно описаны в разделе «Способы создания 3D-моделей обвязок НГА».
При осуществлении сборки пользователь может видеть по цвету элементов, изготовлялось ли изделие ранее. Это происходит следующим образом: фрагмент формирует запрос к базе данных продукции (БД Продукции) для поиска подходящего по основным параметрам изделия из номенклатуры ранее выпускаемой продукции. Если изделие, отвечающее запросу в БД Продукции, существует, то фрагмент на сборке помечается синим цветом, а в состав спецификации записывается чертежное обозначение подобранного изделия. Если же изделие с заданными исходными данными ранее не выпускалось, то фрагмент помечается серым цветом и в спецификацию записывается его зашифрованное обозначение с информацией о типе нового изделия и его конструктивных особенностях (рис. 5).
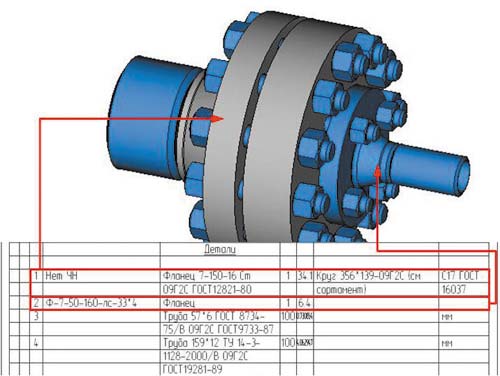
Рис. 5. Отображение фланцев, имеющихся в БД Продукции
Получение исходных данных элементом библиотеки
Каждый отдельный файл — фрагмент библиотеки описывает целую группу изделий арматуры: задвижки, тройники, фланцы со всеми их исполнениями. Чтобы построить 3D-модель конкретного исполнения изделия, фрагмент должен получить исходные данные, для чего он содержит диалог для задания основных параметров изделия и коннекторы для обмена данными между фрагментами в сборке.
При вставке фрагмента в сборку пользователь вводит в диалоговое окно лишь основные параметры элементов. Например, для фланца под приварку к ним относятся: условное давление (Py), условный проход (Dy), исполнение фланца, материал, уникальный номер привариваемой к фланцу трубы из справочника обозначений труб (Трубы.mdb — см. рис. 2). Также пользователь может задать способ разделки сварного шва и величину расточки проходного отверстия фланца. Все эти значения задаются через диалоговое окно, в котором они разделены по шагам (см. рис. 3 и 4).
В точках соединения фрагмента с сопряженными деталями трубопровода установлены специальные элементы T-FLEX CAD — коннекторы. Их назначение — передача исходных данных фрагментам присоединяемых деталей. Фрагмент «Фланец под приварку» содержит два коннектора: со стороны разделки сварного шва под приварку трубы K1 и со стороны фланцевого соединения К2 (рис. 6). Коннектор К1 передает присоединяемым к нему фрагментам (трубы, отводы, тройники, переходы и т.д.) уникальный номер привариваемой к фланцу трубы из справочника обозначений труб. При присоединении к коннектору К2 элементы (фланец, задвижка, клапан и т.д.) получают значение рабочего давления, условного прохода, исполнение фланцевого соединения.
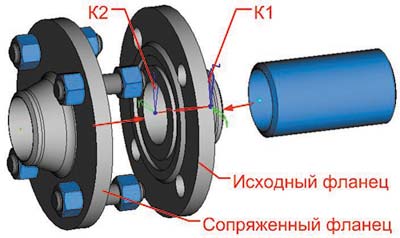
Рис. 6. Присоединение элементов к коннекторам фланца
В результате после вставки фрагмента в сборку к нему можно будет присоединять последующие элементы, которые при этом будут автоматически получать исходные данные, что освобождает пользователя от необходимости их ввода вручную через диалоговое окно.
При присоединении к коннектору К2 фрагмент сопряженного фланца автоматически считает исходные данные и на их основе сформирует 3D-модель с таким же рабочим давлением и условным проходом. При этом автоматически выполняется контроль за правильностью сопряжения фланцев, то есть за межфланцевым зазором и исполнением фланца, которое подбирается согласно ГОСТ 12815-80 (рис. 7).
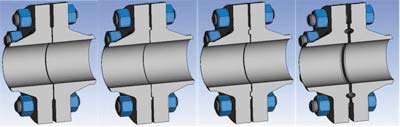
Рис. 7. Сопряжение фланцев ГОСТ 12815-80
При присоединении к коннектору К1 фрагмента типа «Труба» по фильтру из базы данных сформируется элемент трубы с соответствующим диаметром, толщиной, а также способом разделки сварного шва (рис. 8).
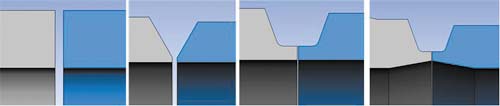
Рис. 8. Исполнение сварных швов
Расчет шпилечного соединения
При создании САПР особое внимание было уделено количественному расчету крепежных деталей, автоматизация которого позволяет не только сократить время разработки спецификации, но и исключить связанные с человеческим фактором ошибки, свойственные «ручному» расчету. Расчет крепежных изделий для фланцевых соединений включает определение количества, исполнения и длины шпилек, а также количества гаек. Сложность с точки зрения автоматизации здесь заключается в многовариантности соединений. Количество шпилек определяется стандартом на фланцевое соединение и зависит от диаметра прохода и рабочего давления. В зависимости от типа соединений (фланец — корпус или фланец — фланец, рис. 9) определяется исполнение шпильки и количество гаек. На основе получаемых переменных при вставке фрагмента формируется запрос к ограничительной базе данных, по данным которой осуществляется подбор шпилек.
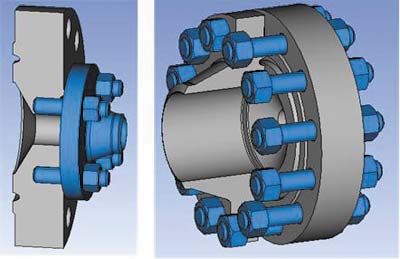
Рис. 9. Шпилечное соединение фланец — корпус и фланец — фланец
Отслеживание ошибок пользователя
Как уже было упомянуто, при осуществлении сборки пользователь по цвету элементов видит, изготовлялось ли изделие ранее. Также система отслеживает правильность подбора соединяемых элементов. При возникновении таких ошибок, как неверно назначенная разделка сварного шва для данного диаметра трубы и несовместимость элементов сварного соединения (наружный диаметр привариваемой трубы меньше допустимого значения, установленного для данного типоразмера изделия и т.д.), элемент помечается красным цветом, и в окне диагностики системы выдается сообщение о возникшей ошибке (рис. 10).
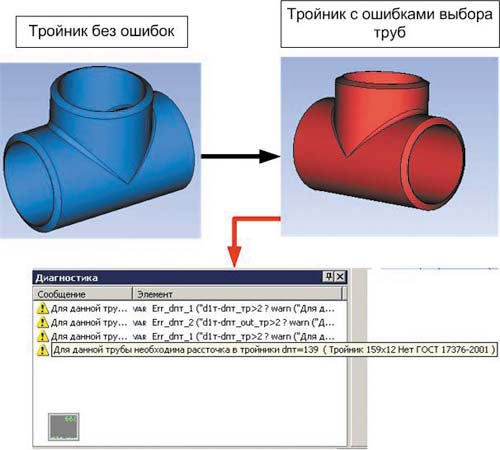
Рис. 10. Проверка на наличие ошибок
Подготовка исходных данных для расчета себестоимости и прогнозирования срока изготовления ОНГА
Одним из важнейших этапов проектирования ОНГА является предварительная проработка заявки заказчика и подготовка коммерческого предложения на изготовление НГА. На этом этапе предприятие-изготовитель должно ответить на три основных вопроса, интересующих заказчика:
- что будет представлять собой будущее изделие, какими будут его внешний вид, габаритные и присоединительные размеры и ключевые параметры? Ответом на этот вопрос служит схема — упрощенный чертеж или рисунок изделия;
- сколько будет стоить будущее изделие? Для назначения коммерческой цены предприятие-изготовитель укрупненно оценивает стоимость ключевых покупных комплектующих и заготовок, нормы расхода основных и вспомогательных материалов, трудоемкость изготовления ключевых изделий собственного производства. Под ключевыми, как правило, понимаются изделия с наибольшей трудоемкостью изготовления и наиболее дорогие покупные комплектующие и заготовки. Из этих данных выводится себестоимость изделия и назначается коммерческая цена;
- когда будет изготовлено изделие? Для ответа на третий вопрос в технологическом процессе изготовления ОНГА необходимо выделить наиболее длительные этапы работы: закупки комплектующих и заготовок, наиболее трудоемкие операции и операции, выполняемые на наиболее загруженном оборудовании. По полученной выборке данных прогнозируется длительность производственного цикла с учетом текущей или перспективной загрузки ресурсов предприятия и устанавливается срок поставки.
Применение САПР ОНГА на этапе проработки коммерческого предложения позволяет автоматически подготовить данные для расчета себестоимости изделия и прогнозирования срока его изготовления. Состав и назначение этих данных приведены в таблице.
Данные для расчета себестоимости ОНГА и прогнозирования срока его изготовления сводятся в итоговую спецификацию ГОСТ 2.106-96, форма 2. Ее пример приведен на рис. 11.
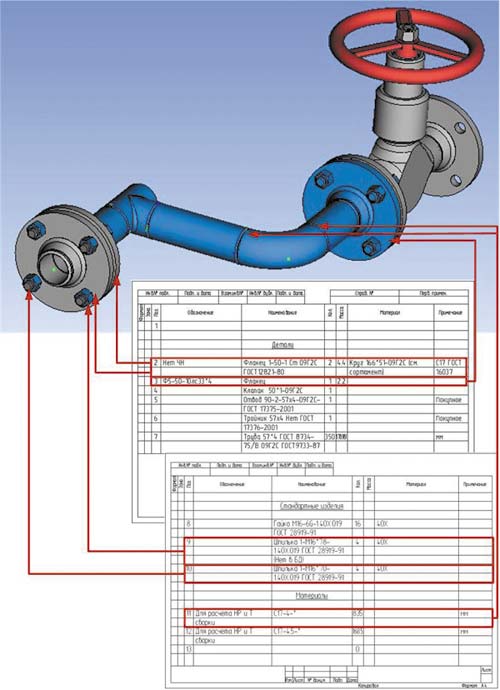
Рис. 11. Данные, передаваемые из фрагментов в спецификацию
Способы создания 3D-моделей обвязок НГА
Для сокращения времени проектирования 3D-модели обвязки НГА разработанная САПР предлагает три метода.
Последовательное присоединение элементов в сборке друг к другу
Пользователь последовательно вставляет в схему элементы библиотеки, присоединяя их к ранее вставленным элементам. При вставке элемент автоматически получает исходные данные от коннектора, к которому он присоединяется.
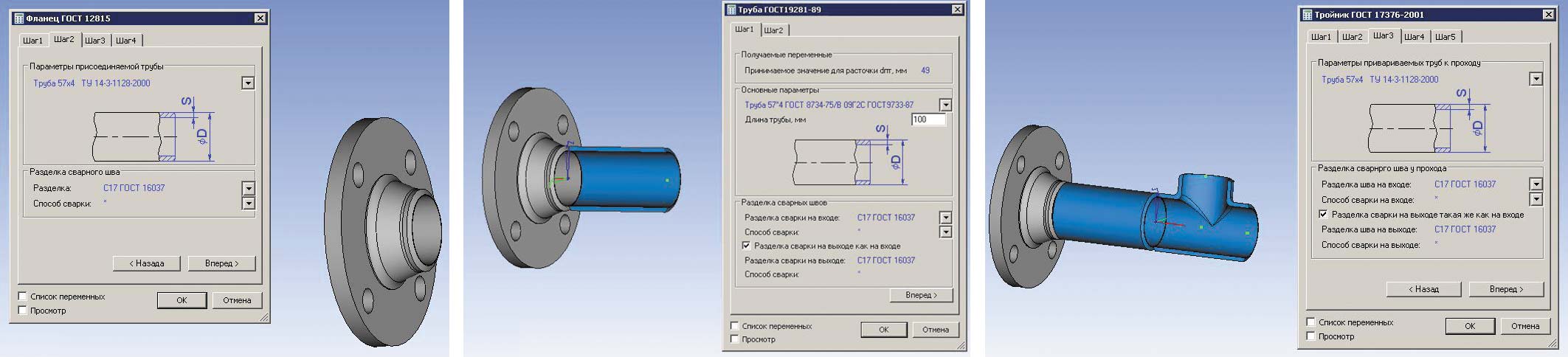
Рис. 12. Последовательное присоединение элементов: а — задание присоединяемой трубы; б — присоединение трубы; в — присоединение тройника к трубе
Рис. 12 иллюстрирует данный метод сборки:
а) создается новый документ, в который вставляется фланец, при вставке которого появляется диалоговое окно и в нем задаются параметры фланца; по введенным параметрам фильтруется список привариваемых труб для данного исполнения фланца, и пользователь выбирает из этого списка типоразмер привариваемой трубы;
б) в сборку вставляется фрагмент «Труба ГОСТ19281-89», при этом он присоединяется к коннектору от фланца, от которого получает назначенный пользователем типоразмер трубы; пользователь задает длину трубы и система формирует ее 3D-модель;
в) аналогичным образом в схему вставляется тройник и присоединяется к трубе; по полученным от трубы данным фильтруется список тройников, доступных для приварки к данной трубе; пользователь выбирает из отфильтрованного списка конкретный типоразмер тройника и назначает типоразмеры труб для приварки к его свободным отводам.
Последующее присоединение элементов происходит по тому же принципу. Последовательный способ присоединения элементов удобен, когда известны длины труб, соединяющих оборудование трубопровода.
Состав данных для расчета себестоимости ОНГА и прогнозирования срока его изготовления, автоматически формируемый САПР ОНГА
Состав данных |
Назначение |
Ведомость ключевых покупных комплектующих |
Прогнозирование объема закупок |
Ведомость ключевых покупных заготовок |
|
Суммарная длина сортамента для изготовления труб и заготовок (например, для изготовления фланцев собственного производства из профиля «Круг») |
Оценка норм расхода основных материалов и прогнозирование объема закупок |
Суммарная длина сварных швов |
Оценка норм расхода вспомогательных сварочных материалов и трудоемкости сборки-сварки ОНГА; прогнозирование объема закупок |
Ведомость крепежных изделий |
Оценка трудоемкости сборки ОНГА; прогнозирование объема закупок |
Ведомость ключевых изделий собственного производства |
Оценка трудоемкости изготовления деталей и узлов ОНГА |
Поузловая вставка фрагментов и последующее их соединение адаптивными элементами труб
Данный способ сборки удобен, когда известны расположение обвязываемого оборудования и ответвлений трубопровода, а также межосевые расстояния труб. В этом случае пользователь сначала расставляет в 3D-сцене оборудование, отводы, тройники, переходы и т.д. (рис. 13а, б), а затем соединяет их адаптивными фрагментами труб (рис. 13в). При этом длина труб определяется автоматически. Так же как и при последовательном методе сборки, возможно автоматическое считывание исходных данных для вставляемого фрагмента с ранее вставленных в сборку фрагментов изделий.

Рис. 13. Поузловая сборка
Автоматический расчет длин труб с помощью встроенных средств оптимизации T-FLEX CAD
При проектировании обвязок НГА часто решается задача соединения двух участков трубопровода со скрещивающимися осями (рис. 14а). В данных случаях удобно воспользоваться встроенным в T-FLEX CAD средством оптимизации. Пользователь собирает участок трубопровода методом последовательного соединения элементов, как показано на рис. 14б. При этом длины труб L1_1, L1_2 и L1_3 назначаются произвольно. Затем пользователь создает задание на оптимизацию: подобрать длины труб L1_1, L1_2 и L1_3 таким образом, чтобы расстояние LDist1 между конечными точками соединяемых трубопроводов было равно нулю (см. рис. 14б). После запуска процесса оптимизации система автоматически определяет длины труб. Процесс поиска решения отображается в соответствующем диалоге (рис. 14в) и завершается при достижении целевого условия (рис. 14г). Задание на оптимизацию сохраняется в файле сборки обвязки НГА и может быть запущено в любой момент вручную или автоматически при пересчете 3D-модели.
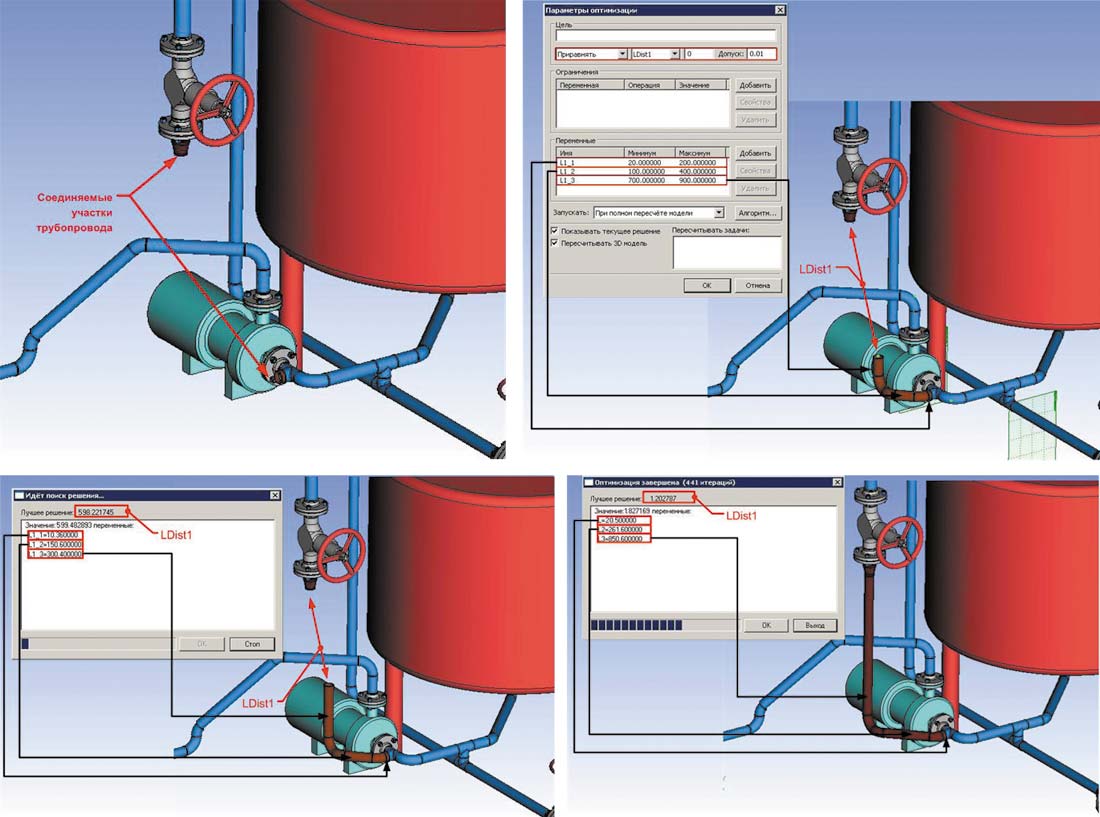
Рис. 14. Поузловая сборка: а — соединяемые участки трубопровода; б — задание условий оптимизации; в — процесс оптимизации; г — результат оптимизации
Заключение
Представленная в настоящей статье САПР создана специалистами Научно-образовательного центра «Топ Системы-Курган» (НОЦ
«ТС-Курган»). Основные направления деятельности НОЦ «ТС-Курган»: внедрение и адаптация к условиям промышленных предприятий программного комплекса T-FLEX CAD/CAM/CAE/CAPP/PDM, обучение пользователей, разработка прикладных САПР по заданиям заказчиков.
Канд. техн. наук, доцент кафедры автоматизации производственных процессов, Курганский государственный университет.
Анатолий Ледяев
Аспирант кафедры автоматизации производственных процессов, Курганский государственный университет.

