
Программирование контрольно-измерительных операций в системе ADEM-VX
Сегодня мы хотели бы рассказать об опыте применения системы ADEM-VX для программирования контрольно-измерительных операций на станках с программным управлением, оснащенных измерительными головками. Как правило, подобное оборудование содержит встроенные в системы ЧПУ макросы, обеспечивающие работу с измерительными щупами. Благодаря им оператор станка в диалоговом режиме может выполнять различные действия: осуществлять привязку инструмента и ноля детали, проводить измерения по завершении любого из этапов обработки и т.д. Однако ручной режим работы имеет один существенный недостаток — на самостоятельное измерение даже одной простой детали оператор затрачивает слишком много времени. Если же речь идет о большом количестве замеров, то времени требуется еще больше. Это связано с двумя факторами: во-первых, каждый цикл измерений оператор вынужден выполнять отдельно, а во-вторых, набор стандартных циклов измерений, реализованный в стойке, все же ограничен.
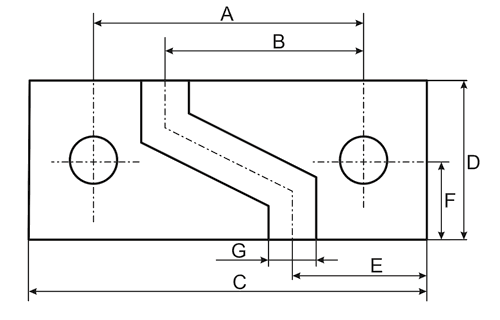
Рис. 1. Возможные размеры для контроля
Например, чтобы измерить расстояние между осью отверстия и осью паза (на рис. 1 это размер B), оператору необходимо выполнить следующую последовательность действий:
- Вызвать цикл измерения отверстия и записать измеренную координату Х центра отверстия.
- Вызвать цикл измерения паза и записать измеренную координату Х центра паза.
- Путем простого вычитания узнать искомое расстояние.
Для сокращения времени, затрачиваемого на измерения, оператор зачастую вынужден вручную писать управляющие программы обмера детали. Но для деталей, требующих измерения элементов, расположенных в разных плоскостях, или для множества деталей, расположенных в одной паллете, процесс программирования значительно усложняется. Например, при изготовлении опытного образца, представленного на рис. 2, требуется обмер всех фрагментов.
В качестве примера можно рассмотреть процесс автоматизации обмера деталей при помощи системы ADEM-VX на Рыбинском приборном заводе (г.Рыбинск, Ярославская обл.). Испытательной площадкой стал 5-координатный фрезерный станок Breton с системой ЧПУ Sinumeric 840 D, оснащенный измерительным щупом фирмы Renishaw. Разработкой управляющей программы в данном случае должен был заниматься уже не оператор, а технолог-программист. В качестве источника информации могли выступать чертежи и/или модели, созданные в ADEM (что предпочтительно) или импортированные из других CAD-систем. Пример тестовой детали представлен на рис. 2.
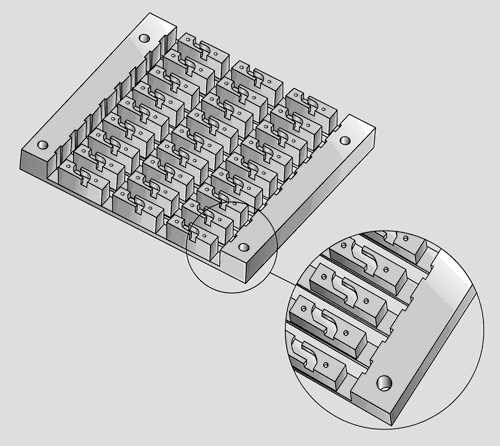
Рис. 2. Пример тестовой детали для обмера
Наша задача сводилась к тому, чтобы специалисты предприятия могли самостоятельно создавать управляющие программы измерения любых деталей с последующим выводом результатов измерения в текстовый файл. Для начала мы совместно с заводскими технологами определили набор необходимых измерительных циклов, с помощью которых можно производить нужные замеры, например:
- цикл измерения диаметра отверстия/вала — результат: координаты центра и диаметр;
- цикл измерения ширины паза/перегородки — результат: координаты центра и ширина;
- цикл измерения прямоугольника внутри/снаружи — результат: координаты центра, длина и ширина;
- цикл измерения пластины — результат: измеряемая координата точки;
- цикл измерения угла — результат: угол от заданной оси, по которому корректируется положение системы координат детали (применяется только в начале УП обработки детали) и т.д.
Затем в системе ADEM-VX с помощью сервиса «Команды и циклы пользователя» были созданы новые циклы измерения, названные «Стандартные циклы измерения» и «Комплексные измерения». Первые предназначены для простых видов замеров, в которых технолог может использовать только один стандартный цикл, например просто измерить определенное отверстие — узнать получившийся диаметр. Вторые предназначены для более сложных замеров, например для измерения расстояния между центрами отверстий по оси Y — в идеале оно должно равняться 0 (см. рис. 1).
Ознакомимся с возможностями данного сервиса более подробно. В его основу положена открытая архитектура системы и встроенная среда разработки ADEM CAPP Developer. Она предоставляет пользователю возможность самостоятельно проектировать новые технологические команды и циклы: определять их форму и расположение, наименование и тип параметров. С каждой технологической командой может быть связана макропроцедура, формирующая набор перемещений на основе параметров, либо они напрямую могут быть переданы в постпроцессор.
Внешний вид редактора форм представлен на рис. 3. Добавляя в список новые элементы, мы определяем внешний вид будущего диалога. Например, для параметра «Тип измерения» указывается, что он является элементом меню, и задается имя файла, содержащего элементы меню. Далее определяется то, как он будет выглядеть в диалоге (задаются тип выравнивания, используемый шрифт, необходимость подчеркивания и тип окна при выводе). С каждым параметром диалога могут быть связаны картинка и подсказка, которая появляется на экране, если подвести к нему курсор. В процессе проектирования диалога пользователь в любой момент может проверить, как он будет выглядеть на экране.
Таким образом, после выполнения всех необходимых настроек работа по созданию маршрута сводится к последовательному созданию команд «Комплексные измерения». Для каждой из них задается следующая информация (см. рис. 3):
- тип измерений;
- тип стандартного цикла измерения, выполняемого в первой точке;
- тип стандартного цикла измерения, выполняемого во второй точке;
- геометрическое положение точек измерения. Если точки заданы в различных системах координат, то автоматически формируется команда разворота стола;
- набор параметров, характерный для каждого вида измерения, — это может быть ось и глубина измерения, количество замеров, максимальный допуск и пр.;
- номинальное значение определяемого размера и его наименование, необходимое для записи в отчет об измерениях.
На основании созданного маршрута постпроцессор системы ADEM формирует последовательность перемещений для разворота стола и подвода щупа в необходимую зону измерения, вызов циклов измерений и генерацию файла отчета.
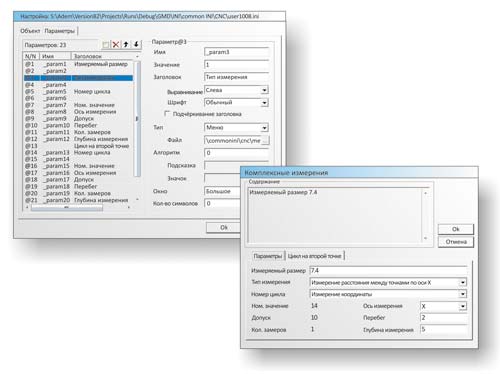
Рис. 3. Редактор форм модуля ADEM CAPP Developer
Одной из основных проблем, с которой пришлось столкнуться при разработке постпроцессора, было то, что результаты обмера записываются во внутренние параметры системы ЧПУ и сохраняются только до следующего измерения. Поэтому сразу после измерения его результаты переписывались в так называемые R-параметры. При создании управляющих программ в кодировке ISO их можно использовать по своему усмотрению. Выполнив последовательно несколько измерений, мы получаем результаты в виде набора R-параметров и можем приступить к их анализу.
Следующим проблемным местом был как раз анализ результатов. Поскольку данные измерений сохранены в системе ЧПУ, вся последовательность арифметических и логических действий, необходимых для определения искомого размера, также должна быть частью управляющей программы. В фрагменте УП, представленном на рис. 4, мы видим, что после обмера двух отверстий сначала находится отверстие с максимальной координатой центра по оси X, а затем вычисляется расстояние между их центрами по этой же оси.
После отработки комплекса измерений и нахождения искомого размера результат округлялся с точностью до 0,001 мм и записывался в текстовый файл, содержащий отчет об измерениях с указанием даты и времени этих замеров. По окончании работы УП результирующий файл с отчетом записывается обратно в систему числового программного управления и становится доступен для переноса на любой подходящий носитель информации с целью его последующего анализа и печати. Пример такого отчета представлен на рис. 4.

Рис. 4. Маршрут, УП и файл отчета
Описанная выше технология измерений была применена для разработки УП контрольно-измерительных операций. Однако средства системы ADEM позволяют использовать ее совместно с обработкой, проводя измерения в любой удобный момент времени. Возможность ее применения не зависит от числа используемых при обработке осей. Единственным ограничением является тип кинематики станка, поскольку щуп должен располагаться всегда вертикально. Исходя из нашего опыта, при отклонении измерительной головки от вертикальной оси погрешность измерения может достигать 0,1 мм и более. Поэтому для измерения корпусов либо деталей, содержащих сложные криволинейные поверхности, требуется наличие глобусного стола.
Результат проделанной работы еще раз демонстрирует уникальные возможности системы ADEM-VX. Совмещая современные виды обработки, присутствующие в системе, и средства контроля точности их выполнения, ADEM позволяет задействовать практически все возможности системы ЧПУ и станка. Анализ проведенных работ показывает, что реализованный механизм может с успехом применяться как для работы с измерительными головками станков, так и для управления контрольно-измерительными машинами.

