
Использование программного комплекса DEFORM 2D/3D в научной работе и учебном процессе
На современном этапе развития науки и техники моделирование различных процессов деформирования в обработке металлов давлением (ОМД) имеет довольно большое значение, чему способствует несколько факторов. Во-первых, моделирование позволяет исследователю заглянуть «внутрь» процесса, оценить возникающие напряжения и деформации, предсказать появление дефектов. Во-вторых, оно позволяет выявить оптимальные параметры инструмента и заготовки для наилучшего протекания процесса. В-третьих, современные программные комплексы моделирования предоставляют широчайшие возможности для работы, порой ограничиваемые лишь фантазией пользователя. Они позволяют смоделировать практически любой процесс, минуя дорогостоящие эксперименты. Например, при создании штампа для какой-нибудь формовочной операции можно смоделировать данный штамп варьированием различных геометрических и технологических параметров и подобрать их значения, обеспечивающие оптимальное заполнение полости штампа. После этого можно изготавливать сам штамп. Такой способ создания новых деталей в настоящее время активно используется в авто-, авиа-, машиностроительной и даже в оборонной промышленности. Поэтому моделирование различных процессов деформирования в обработке металлов давлением является весьма актуальной задачей.
Моделирование процессов ОМД базируется на том факте, что металл течет в направлении наименьшего сопротивления. Сила деформирования определяется в зависимости от размера заготовки, ее формы, трения и свойств материала. Кроме того, при помощи моделирования можно определить такие важные параметры заготовки, как накопленная деформация, напряжение, температура, направление волокон, возможность разрушения заготовки, износ инструмента.
Осенью 2006 года кафедрой ОМД Карагандинского государственного индустриального университета (КГИУ) был приобретен программный комплекс DEFORM 2D/3D. За два года сотрудники кафедры не только проделали огромную работу по изучению уже известных процессов, таких как ковка, штамповка, прокатка, прессование, но и активно ведут разработку и исследование новых, инновационных технологических процессов, основной принцип которых — получение высококачественного металла с незначительными изменениями исходных размеров заготовки при минимальных энергозатратах.
При работе в этой программе путем варьирования различных геометрических и технологических параметров процесса можно находить оптимальные условия деформирования для снижения усилия, однородного распределения накопленной деформации и температуры. Кроме того, с помощью данного программного комплекса возможно прогнозирование возникновения различных дефектов на заготовке. Использование рациональных параметров деформирования позволит избежать появления этих дефектов.
Таким образом, были определены оптимальные параметры деформирования при прессовании заготовок в матрицах различных конструкций, таких как равноканальные угловые и ступенчатые, матрица с роликами (рис. 1).

Рис. 1. Прессование заготовок в матрицах различных конструкций: а — угловая матрица; б — ступенчатая матрица; в — матрица с роликами
Помимо этого были определены рациональные параметры для реализации нового способа получения высококачественных заготовок — совмещенного процесса «прокатка — прессование» (рис. 2).
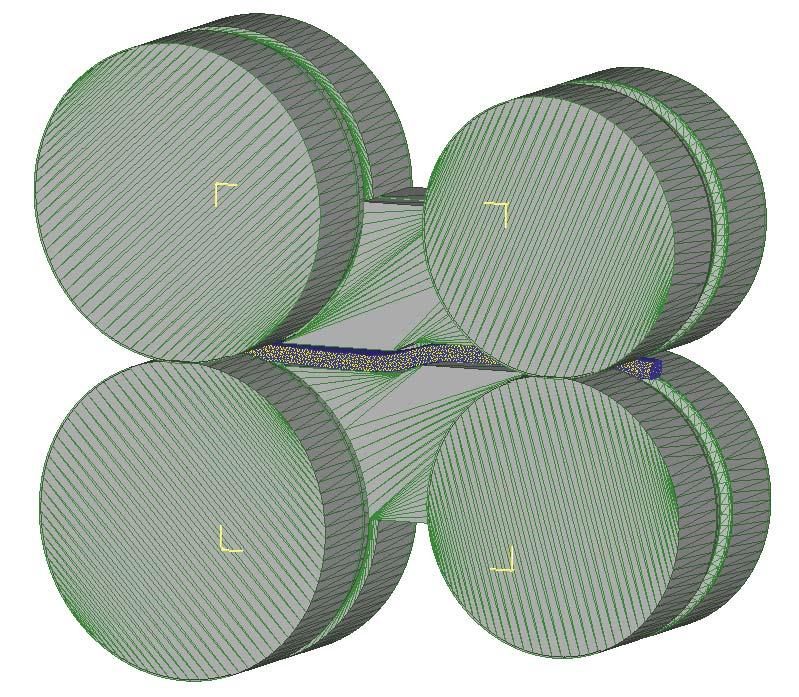
Рис. 2. Совмещенный процесс «прокатка — прессование»
Путем варьирования различных геометрических и технологических параметров этого способа деформирования были найдены их оптимальные значения не только для самой возможности осуществления совмещенного процесса «прокатка — прессование» (рис. 3), но и для формирования благоприятного распределения напряженно-деформированного состояния по всему объему заготовки с целью получения металла с субультрамелким зерном (рис. 4).

Рис. 3. Варианты невозможного протекания процесса: а — заклинивание; б — проскальзывание
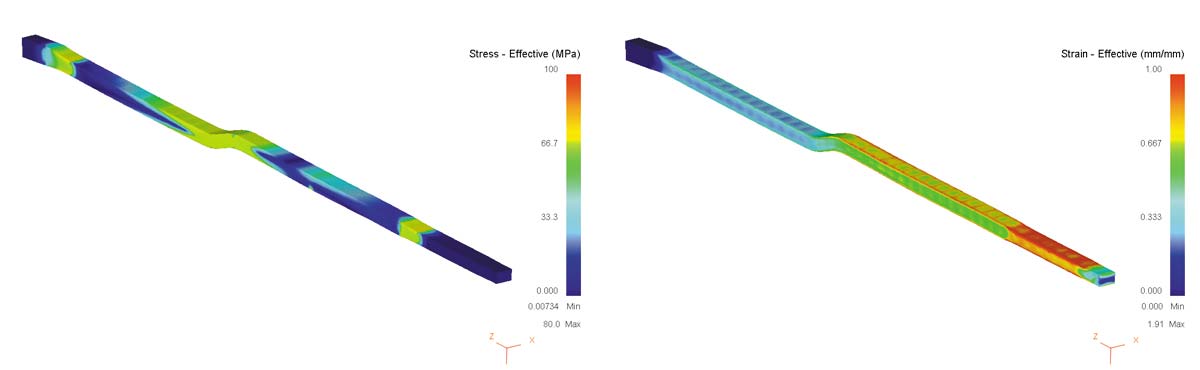
Рис. 4. Исследование распределения НДС: а — исследование напряженного состояния; б — исследование деформированного состояния
Наряду с тем что DEFORM используют сотрудники кафедры в научной работе, этот программный комплекс активно применяют и студенты кафедры при выполнении научно-исследовательских дипломных работ (рис. 5).
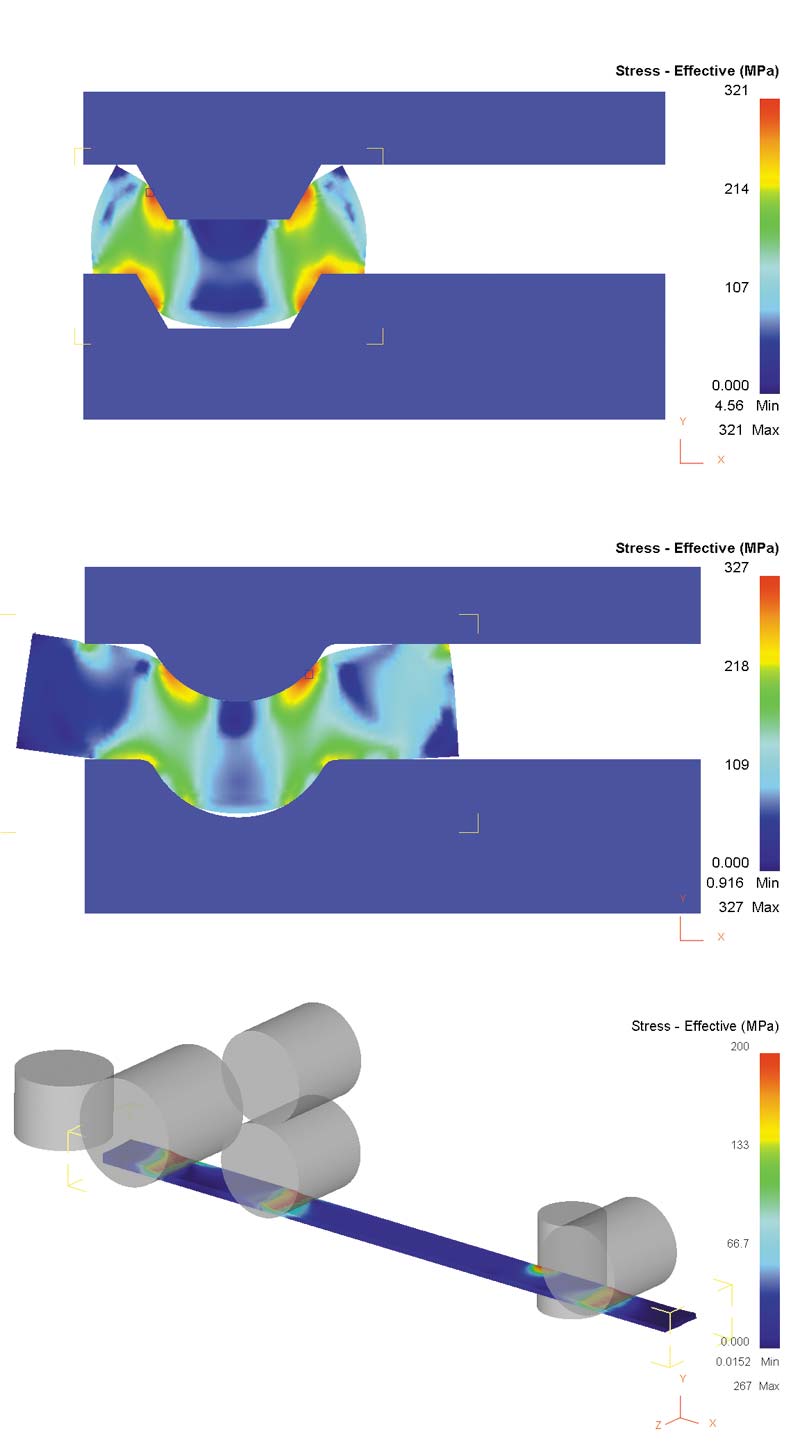
Рис. 5. Дипломные работы студентов: а — исследование деформирования заготовок в трапециевидных и выпукло-вогнутых бойках; б — исследование влияния неравномерности нагрева слябов на энергосиловые параметры при непрерывной прокатке
Начиная с пятой версии программа DEFORM обрела модульную систему, что позволяет использовать ее при изучении не только проблем ОМД, но и металловедения. Для этого предназначены модули «Микроструктура» и «Термообработка», которые недавно были приобретены кафедрой ОМД КГИУ.
На данный момент многие технические вузы уже осознали важность моделирования процессов ОМД при разработке технологических процессов, в связи с чем уделяют данному вопросу повышенное внимание.
Исследование процессов ОМД посредством компьютерного моделирования позволяет студентам лучше понять специфику каждого технологического процесса обработки металлов, изучить его особенности и проблемы.
Всё это обусловило решение кафедры ОМД Карагандинского государственного индустриального университета выделить моделирование процессов ОМД в отдельную дисциплину.
Канд. техн. наук.
Евгений Панин
РГП «Карагандинский государственный индустриальный университет», г.Темиртау, Казахстан.

