
Опыт применения ADEM-VX для высокоскоростного, высокоэффективного фрезерования в авиационной промышленности
Авиастроение — очень показательная отрасль. Детали самолетов имеют довольно сложные формы и, как никакие другие, требуют комбинирования различных стратегий обработки: обычное 2,5- и 3-мерное фрезерование, 3+2- и 5-осевая обработка. Следовательно, и требования, предъявляемые технологами авиапредприятий к САМ-системам, особые. Во-первых, они должны иметь возможность совмещения всех видов обработки в одной управляющей программе. Во-вторых, максимально учитывать возможности станка, например обеспечивать зажим угловых осей для повышения жесткости и пр. В-третьих, они обязаны уметь если не всё, то многое, при этом хорошо и быстро.
Что значит хорошо? То, что УП должна обеспечивать получение годной детали, — даже не обсуждается. А вот о том, насколько быстро и эффективно это достигается, мы и поговорим. Какие же критерии следует считать основными при создании высокоскоростной и высокоэффективной обработки? Если говорить о больших скоростях, то наиболее важным, на наш взгляд, является выдерживание постоянной толщины стружки, снимаемой каждым зубом фрезы.
Вторым по значимости критерием является возможность создания гладких траекторий. В то же время для увеличения эффективности (то есть повышения скорости удаления материала) следует применять более производительные схемы обработки. Следовательно, для увеличения скорости и эффективности фрезерования необходимо, чтобы САМ-система сочетала в себе три возможности:
- обеспечение постоянства толщины стружки;
- обеспечение гладкости создаваемой траектории;
- применение высокоэффективных схем выборки.
Большинство производителей инструмента при выборе рекомендуемых режимов резания указывают подачу на зуб. Конечно, ее можно использовать при задании высокоскоростной обработки, но с определенными ограничениями. Подача на зуб позволяет достоверно определять усилие резания только для припусков, которые равны или больше радиуса инструмента.
При меньших значениях припуска правильно определить усилие резания при помощи подачи на зуб практически невозможно. В результате необходимая сила резания не создается и происходит проскальзывание режущей кромки, особенно если снимаемый припуск меньше радиуса заточки фрезы. Такая ситуация, например, постоянно возникает при использовании трохоидальной обработки, поскольку происходит постоянное изменение снимаемого припуска и кривизны траектории.
Следовательно, наиболее эффективным механизмом определения усилий резания является задание толщины стружки. С ее помощью можно описать процесс обработки при любых значениях снимаемого припуска. Неслучайно существует такое понятие, как минимальная толщина снимаемого слоя материала заготовки.
К сожалению, отдельного параметра, определяющего толщину стружки, в каталогах производителей инструмента мы найти не смогли, хотя это понятие было введено в практику более 10 лет назад. Определение оптимальной толщины стружки является основной задачей технолога. Назначая толщину стружки, за основу можно брать значение подачи на зуб, при этом на малых съемах реальная подача на зуб может быть увеличена в 1,5-2 и более раз.
Как было сказано выше, обеспечение постоянства толщины стружки — это задача CAM -системы. Поэтому, опираясь на значение оптимальной толщины стружки, величину оборотов шпинделя, параметры инструмента и толщину снимаемого припуска, система ADEM автоматически рассчитывает значение минутной подачи для каждого перемещения. При необходимости выполняется разбиение проходов на части, например при входе в углы и выходе или при любом другом изменении припуска. В случаях, когда величина снимаемого припуска получается больше радиуса инструмента, значение толщины стружки трактуется как подача на зуб, а минутная подача, рассчитанная по этому значению, не меняется по ходу обработки.
Для более гибкого управления расчетом режимов резания, кроме оптимального значения толщины стружки, ADEM позволяет указывать ее минимальные и максимальные значения, а для исключения неконтролируемого роста минутной подачи, которая может превышать максимальное для станка значение, ввести ограничивающий коэффициент. При визуализации изменения подач участки траектории, на которых такая смена происходит, отображаются разным цветом (рис. 1).
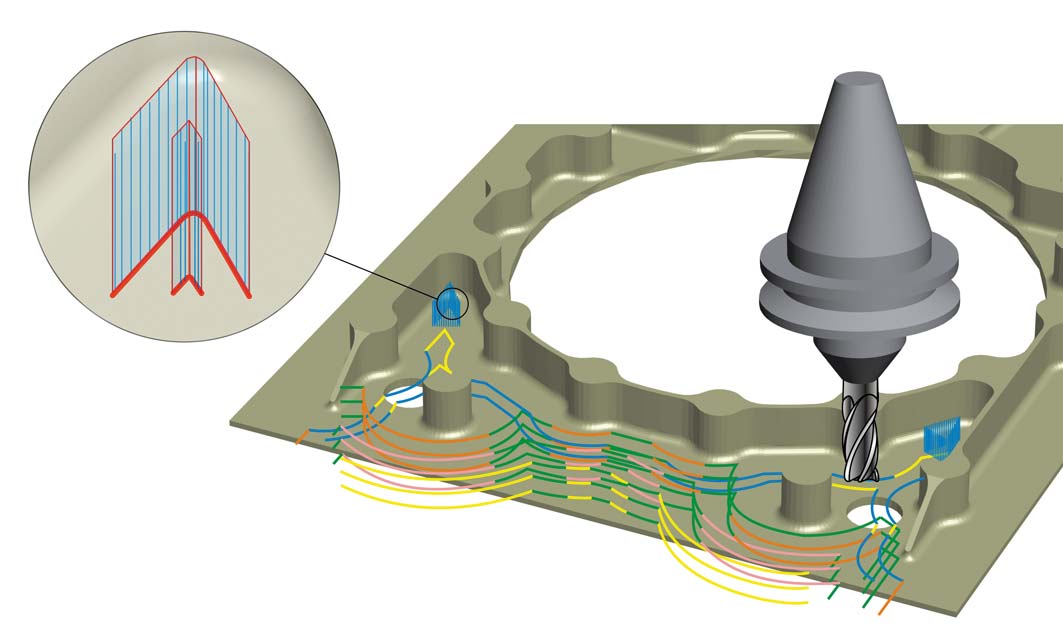
Рис. 1. Оптимизация подачи по толщине стружки и подбор необработанных зон
Следующим фактором, влияющим на оптимальность режимов обработки и общую эффективность управляющей программы, является гладкость создаваемых CAM -системой траекторий. Основная задача, которую решают гладкие траектории, — это исключение резких переломов, что на больших скоростях приводит к чрезмерным нагрузкам на приводы станка и, как следствие, к уменьшению рабочей подачи. Последнее, в свою очередь, нарушает оптимальные режимы обработки, что ведет к искажению получаемой геометрии детали.
Сама по себе гладкая траектория не обеспечивает постоянства режимов обработки, поскольку даже в этом случае будет иметь место сброс подачи станком. Следовательно, при любых изменениях траектории, даже гладких, условие постоянства толщины стружки должно сохраняться. Поэтому мы и вынесли критерий «гладкость траектории» на второе место.
Способ, которым обычно достигается гладкость, — это скругление всех участков перегиба радиусом определенного значения. Но скруглять абсолютно все изломы траектории необязательно. В нашей практике встречались станки, которые совершенно спокойно проходили участки с небольшим перегибом без торможения, поэтому оптимальным является решение, когда гладкость обеспечивается только в том случае, когда угол перелома траектории получается больше заданного значения. Как правило, это пороговое значение указывается производителем станка или определяется экспериментально. Именно таким образом возможности построения гладких траекторий реализованы в системе ADEM.
Бытует мнение, что гладкими должны быть все перемещения — движения как на подаче, так и на холостом ходу. На наш взгляд, в этом нет особой необходимости. Большинство систем ЧПУ трактуют ускоренные перемещения как быстрое позиционирование, которое выполняется с обязательным торможением в конце. Поэтому лучше иметь несколько длинных перемещений с перегибом, чем множество гладких, но коротких. Тем не менее возможность создания гладких траекторий на холостом ходу в системе ADEM реализована, и пользователь может выбрать нужный ему вариант: как правило, такие перемещения заменяются постпроцессором на движения с максимально возможной подачей, но это будут уже команды G 1, а не G 0.
В нашей системе можно найти еще одну возможность, связанную с позиционированием при высокоскоростном фрезеровании. Ее применение сокращает время работы управляющей программы примерно на 20%. Это гладкий выход на участки с холостым ходом (рис. 2). Но такой подход реализован в системе ADEM пока только для схемы обработки «Петля» при 3-координатном фрезеровании.
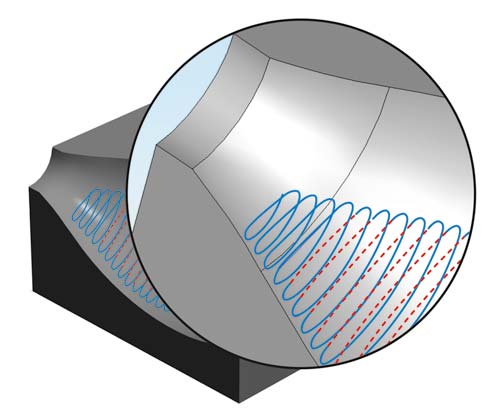
Рис. 2. Гладкий выход на ускоренное позиционирование
И наконец, третий пункт — применение эффективных схем выборки. В системе ADEM существует достаточное количество различных видов траекторий, с помощью которых можно добиться нужного результата. Но поиск и реализация новых вариантов ведутся непрерывно. Так, в ходе практических работ, проведенных нашей компанией совместно со специалистами РСК «МиГ», были созданы рекомендации, позволяющие повысить эффективность черновой выборки. Эти рекомендации легли в основу разработки новых и доработки существующих схем фрезерования. Было установлено, что одной из наиболее эффективных схем, дающей превосходные результаты по скорости удаления материала конструктивных элементов типа «Колодец» или «Окно», является спиральная эквидистантная траектория. При этом расстояние между соседними спиралями может достигать 70% от диаметра инструмента. Система ADEM автоматически выделяет зоны обработки и строит спираль в каждой из них, опять же с учетом оптимальной толщины стружки. Заметим, что необходимость во врезании при такой схеме отсутствует, а количество холостых ходов сводится к минимуму (рис. 3).
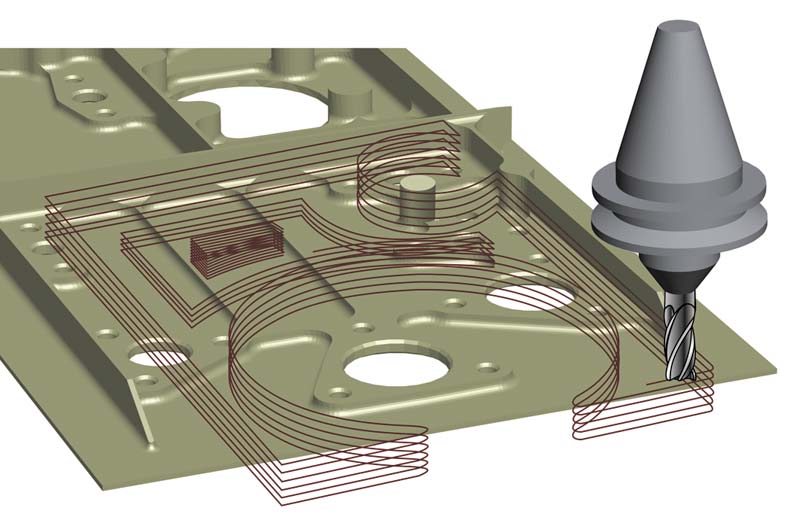
Рис. 3. Спиральная эквидистантная обработка колодца
Для «безаварийной» обработки по вышеуказанной схеме CAM -система должна обеспечить заданную глубину врезания каждого прохода, а при превышении максимально допустимого угла автоматически уменьшать глубину врезания, а также обеспечить необходимую длину первого прохода, которая гарантирует отсутствие контакта нерабочей части торца фрезы с заготовкой. Заметим, что система ADEM обеспечивает эти условия в автоматическом режиме.
Учитывая габариты деталей, обрабатываемых в авиационной промышленности, диаметр инструмента при такой выборке обычно лежит в пределах 30- 40 мм. Это, в свою очередь, приводит к образованию необработанных зон — участков детали, куда инструмент физически не может проникнуть.
В таких случаях система ADEM запоминает эти участки и предоставляет возможность их последующей доработки инструментом меньшего диаметра. Но доработку можно проводить различными способами: описанной выше спиралью, с применением трохоидальной выборки и пр. Как ни странно, но использование трохоидальной обработки, которая в этом случае считается наиболее привлекательной, приводило к весьма ощутимым вибрациям при последующей чистовой обработке.
Во избежание этой проблемы мы предлагаем применять для подбора плунжерное фрезерование (см. рис. 1). Данная схема обработки предполагает как бы высверливание материала на заданную глубину. Несмотря на то что «плунжерка» оставляет на стенке гребешки, при последующих чистовых проходах вибрация ощутимо уменьшилась. В то же время плунжерная обработка, ввиду того, что основное усилие резания направлено вдоль оси инструмента, обеспечивает очень высокую скорость удаления материала.
Эффективность описанных методов была проверена при обработке различных материалов. Все тесты проводились на двух станках:
- 5-координатном станке фирмы Hand t mann модели UBZ-300. При мощности шпинделя 64 кВт и скорости вращения 16 000 об./мин данный станок обеспечивает скорость перемещения на подаче 24 м/мин. Он использовался для обработки высокопрочной нержавеющей стали и алюминиевых сплавов;
- станке Willemin-Makodel M-920. При мощности шпинделя 11 кВт и скорости вращения 6000 об./мин данный станок обеспечивает скорость перемещения на подаче 12 м/мин. Он применялся для обработки алюминия.
При черновой выборке окна (рис. 4) на детали из высокопрочной нержавеющей стали фрезой HM90 E90A-D32-4-M16 фирмы ISCAR была достигнута скорость удаления материала 18 кг/ч (при рекомендуемом НИАТ для этого материала максимальном значении в 5 кг/ч!). Использовались следующие режимы: скорость вращения шпинделя — 994 об./мин, толщина стружки — 0,18 мм. При этом эффективность применения инструмента возросла примерно в 2-3 раза.
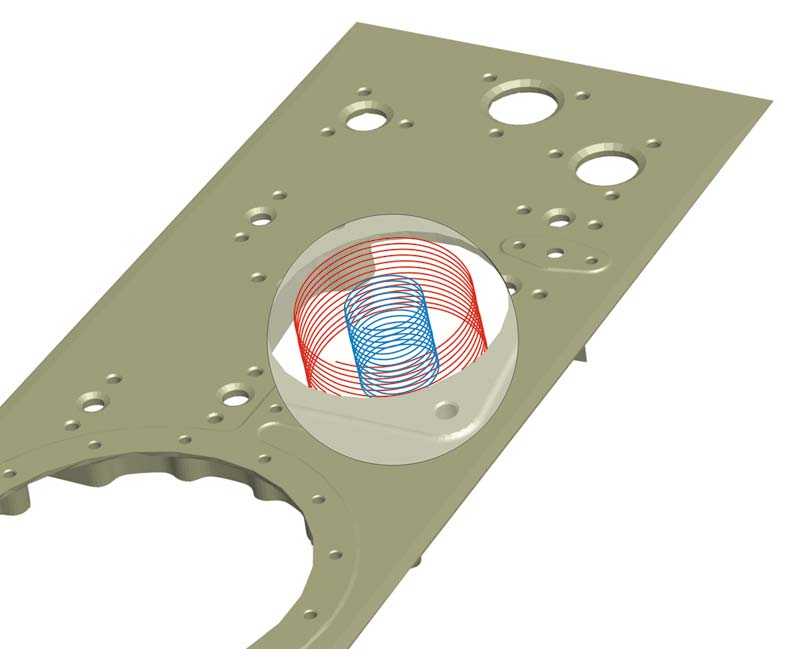
Рис. 4. Черновая спиральная выборка окна
При фрезеровании более «легких» материалов результаты были еще более заметными. Обрабатывался фрагмент детали из алюминиевого сплава Д-19 с малым припуском трехзубой фрезой диаметром 20 мм. Скорость вращения шпинделя — 5500 об./мин. При активации функции постоянной толщины стружки подача достигала 11 800 мм/мин. Таким образом, подача на зуб составила 0,72 мм и превысила номинальную подачу (рекомендуемую производителем инструмента) почти в 3 раза.
Итак, из всего вышесказанного можно сделать следующий вывод. Для получения максимальной скорости удаления материала необходимо использовать все три описанные составляющие. Благодаря им мы получили результаты, позволяющие говорить о сокращении времени работы УП, созданных в системе ADEM - VX , минимум в два раза по сравнению с аналогичными CAM -системами, применяемыми в авиационной промышленности. Достигается это в первую очередь благодаря постоянству толщины стружки. Использование современных схем обработки без этого неэффективно, а получение высокоскоростной и высокопроизводительной обработки просто невозможно.

