
ADEM-VX: в преддверии новых версий
За прошедшие шесть месяцев 2009 год уже успел стать для многих особенным, насыщенным и неповторимым. Каждый может отметить огромное количество событий, произошедших с начала года, — от последствий пресловутого финансово-экономического кризиса до очередных признаков глобального изменения климата. Но все же главное, как известно, погода в доме! Вот мы и решили вопреки всем неурядицам в первую очередь позаботиться о своем доме — доме, где рождается ADEM.
В этом году одна из компаний, входящих в состав ГК ADEM, отметила свой юбилей. 29 марта научно-производственному кооперативу «Крона» исполнилось 20 лет! Сегодня коллектив НПК «Крона» — это в первую очередь тесный круг людей, заинтересованных и занятых одним общим делом — автоматизацией конструкторско-технологической подготовки машиностроения.

Коллектив НПК «Крона» — одна из ключевых составляющих группы компаний ADEM
Все эти годы разработчики не прекращали работы по созданию системы по-настоящему сквозного проектирования технологических процессов. Огромное количество сил и средств было вложено в разработку и отладку существующих сегодня и предоставляемых пользователям возможностей системы. Сегодня в Ижевске, где располагается НПК «Крона», ведется разработка CAM- и CAPP-модулей системы ADEM-VX и модуля ADEM-Архив.
В апреле в Ижевске прошел XVI Форум автоматизации машиностроения, посвященный юбилею НПК «Крона», в котором приняли участие представители более чем 20 предприятий из разных уголков страны. В ходе работы форума его участники ознакомились с новыми возможностями системы. Следом за форумом, в мае, мы провели расширенный семинар для предприятий города Ижевска и Удмуртской Республики. В настоящей статье, которая будет состоять из двух частей, мы вкратце расскажем о том, что же нового следует ждать от готовящейся к выходу версии ADEM 8.3.
Последние несколько лет разработчики системы ADEM методично накапливали информацию, изучали опыт и приемы работы наших пользователей. Уже сразу после выхода в свет коммерческой версии CAD/CAM/CAPP ADEM 8.2 стало ясно, что расширяющийся функционал каждого из модулей системы неизбежно приведет к появлению очередной новой версии ADEM.
Во-первых, это касается системной платформы ADEM. С появлением новых продуктов Microsoft, таких как Windows Vista и Windows 7, была произведена соответствующая доработка графического ядра подсистемы и других базовых компонентов системы.
Во-вторых, выход новых версий ядра ACIS R18, 19 и 20 (Spatial Technology) позволил повысить функциональность объемного моделирования конструкторского модуля ADEM CAD, особенно в части прямого редактирования. В связи с этим появилась и разновидность системы ADEM 8.3/20 с подключенным ядром ACIS R20. Именно эта версия является прототипом будущей системы ADEM-VX 9.0.
Возросли и функциональные возможности других модулей системы: ведения сборок ADEM Assembly, ведения архивов ADEM Vault, проектирования техпроцессов ADEM CAPP, а также интерфейсы обмена данными с такими системами, как CATIA V5, Inventor, Pro/ENGINEER, SolidWorks и др.
В данной статье мы делаем акцент на последних достижениях в CAM-модуле системы, предназначенном для программирования оборудования с ЧПУ. И начнем с токарной обработки.
За прошедший год был проведен многосторонний анализ некоторых особенно острых проблем, возникающих у технологов при проектировании обработки на оборудовании с ЧПУ, который определил вектор дальнейшего развития системы. Изменения, в том числе и весьма существенные, затронули подавляющее большинство технологических переходов обработки. Так, было принято решение кардинально изменить подход к определению токарной обработки, в результате чего был полностью переписан токарный процессор.
Начать здесь, пожалуй, следует, как и при проектировании маршрута обработки, с исходных данных, в частности с заготовки. Геометрия детали и заготовки в ADEM могут определяться не только 2D-контурами, но и объемными моделями, что позволяет сделать процесс проектирования обработки более наглядным. Немного забегая вперед, скажем, что учет заготовки появился в версии 8.3 и в переходах фрезерной обработки. Что же касается технологических переходов токарной группы, то здесь был усовершенствован уже существовавший механизм учета глобальной заготовки.
К примеру, для переходов подрезки торца достаточно определить координату торца и толщину слоя материала, снимаемого за один проход, и ADEM, учитывая заготовку, самостоятельно определит начальный и конечный диаметры заготовки и количество проходов, необходимое для снятия торцевого припуска. Следует отметить, что задание глобальной заготовки подразумевает ее учет на всех стадиях обработки с отслеживанием материала, снятого на предыдущих переходах.
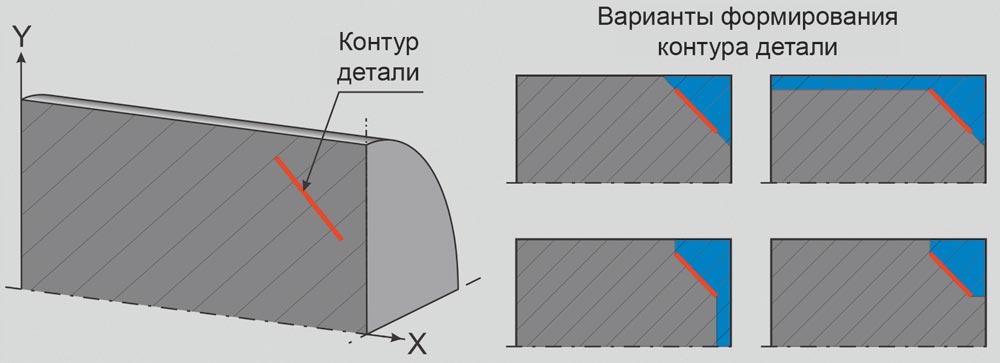
Рис. 1. Продление элементов контура
Использование объемной модели для задания токарной обработки имеет свои особенности. Отсутствие на конструкторской модели элементов, необходимых технологу, приводит к необходимости достраивать недостающие элементы средствами плоского или объемного моделирования. Для упрощения соединения разомкнутых элементов и формирования результирующего контура в переходах наружного и внутреннего точения были разработаны и реализованы механизмы продления элементов заданного контура — ортогональное и касательное (рис. 1), а также соединения элементов разомкнутого контура (рис. 2).
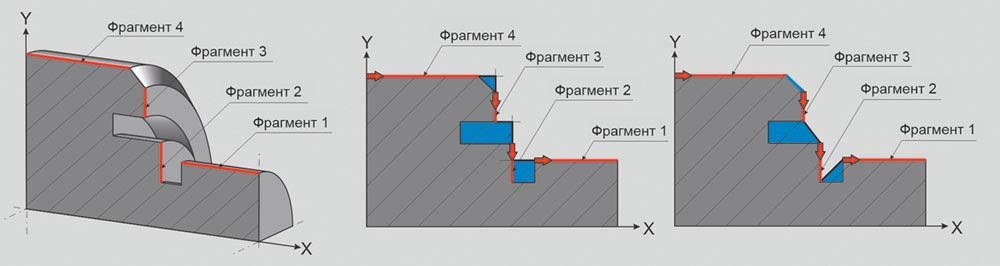
Рис. 2. Соединение элементов разомкнутого контура
Следующее новшество предназначается для областей, имеющих периодический профиль (рис. 3). Для таких областей в версии 8.3 появилась возможность определения последовательной либо параллельной схем обработки (см. рис. 3). В случае последовательной схемы ADEM автоматически выделяет все понижения области, формирует контур каждой зоны обработки и последовательно обрабатывает каждое понижение. При параллельной схеме происходит обработка всех понижений на заданном уровне.
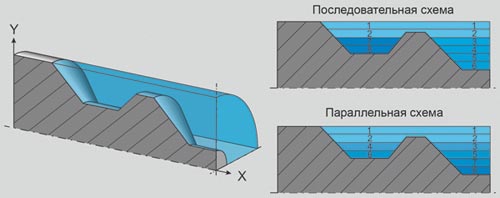
Рис. 3. Параллельно-последовательная обработка (цифрами обозначены номера проходов)
Обеспечение постоянства режимов обработки для новой версии было приоритетной задачей. В этой области наибольшие изменения были проведены во фрезерной обработке, но и токарные переходы не остались в стороне. Например, при обработке конических поверхностей традиционным способом (перемещая инструмент вдоль оси вращения) снимаемый припуск, а следовательно, и режим обработки постоянно меняются. Во избежание этого в систему была добавлена возможность корректировки направления обработки (рис. 4).
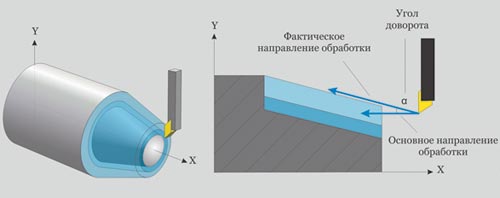
Рис. 4. Коррекция направления обработки
Одним из недостатков предыдущей версии ADEM, на который обращали внимание некоторые пользователи, было то, что схемы подхода/отхода к контуру обработки можно было определять только в переходах «Точить/Расточить». Новая версия позволяет управлять этими параметрами на любых схемах токарной обработки.
Следующий вид токарной обработки, который был существенно переработан, — прорезная обработка. Данная стратегия очень эффективна при обработке периодических профилей и канавок (как радиальных, так и торцевых). В версии 8.3 был разработан целый ряд новых стратегий черновой и чистовой прорезки. К абсолютно новым схемам следует отнести следующие (рис. 5):
- послойная прорезка — схема, позволяющая выполнять прорезку глубоких областей за несколько проходов по глубине;
- прорезка области, начиная с выбранной точки врезания (либо с центра области);
- разнонаправленная (swing) прорезка — схема прорезки с изменением направления обработки (см. рис. 4).
Еще одна задача, с которой сталкиваются технологи при проектировании токарной обработки, — это задание отвода инструмента в конце каждого прохода при чистовой прорезке вертикальных участков. В новой версии учтен и этот вопрос — теперь определение направления отвода при прорезке определяется автоматически, с учетом текущего состояния заготовки. В процессе работы особое внимание было уделено финишному проходу — именно он во многом определяет точность и качество обрабатываемой поверхности. В новой версии предусмотрена возможность определения подачи на финишном проходе и инвертирования направления финишного прохода при многопроходном точении.
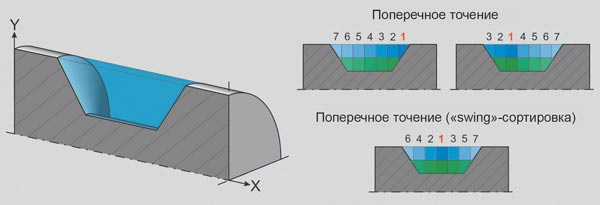
Рис. 5. Новые схемы прорезки (цифрами обозначены номера проходов)
В комплексных схемах точения, объединяющих черновую и чистовую схемы, предусмотрена возможность вовсе погасить финишный чистовой проход (рис. 6).
И наконец, вид обработки, претерпевший, пожалуй, наибольшие изменения, — нарезание резьбы резцом. Этот вид обработки пополнился функцией по подготовке поверхности под нарезание резьбы. Появился новый токарный переход — точить поверхность под резьбу. На основе параметров резьбы ADEM автоматически строит профиль резца, рассчитывает диаметр поверхности, который необходимо получить при подготовке поверхности под резьбу, и многое другое.
Изменился и переход, выполняющий непосредственно нарезание резьбы. От старой версии он отличается тем, что вместо прежнего набора параметров, которые необходимо было определить для формирования траектории (диаметр, начальная точка и длина резьбы, шаг резьбы, профиль, тип, направление, вид и т.д.), теперь технологу достаточно указать начальную точку, длину и обозначение нарезаемой резьбы. Далее ADEM автоматически, по обозначению резьбы определит все параметры, необходимые для расчета и формирования траектории.
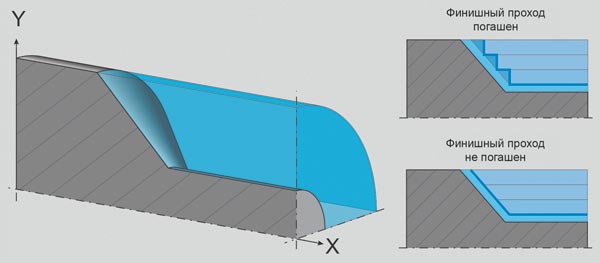
Рис. 6. Отключение финишного чистового прохода
Следует отметить, что функции нарезания резьбы в новой версии были реализованы за счет встроенной в ADEM «Виртуальной машины». Этот механизм позволяет пользователю самостоятельно создавать новые или изменять существующие схемы нарезания резьбы. Благодаря этому учитываются особенности применяемого оборудования и инструмента, что повышает оперативность при внедрении нового оборудования.
Продолжение следует

