
ADEM-VX — в преддверии новых версий. Часть 2
В прошлом номере мы начали рассказывать о новых функциональных возможностях модуля ADEM CAM версии 8.3 и остановились на обзоре изменений технологических переходов токарной группы. Сегодня мы продолжим рассказ о нововведениях и подробнее остановимся на фрезерной обработке. Перечисление новшеств версии 8.3 мы начнем с самого простого — с плоской обработки.
Как мы отметили в первой части статьи, одним из важных и давно ожидаемых новшеств версии 8.3 стал учет заготовки при плоской фрезерной обработке. Сегодня создателями САМ-модуля системы ADEM разработан и протестирован алгоритм учета заготовки методом отсечения движения в пустоте. Этот метод позволяет формировать траекторию движения инструмента с учетом взаимного расположения детали и заготовки (рис. 1). При этом в значительной мере сокращаются перемещения на рабочей подаче «по воздуху», что напрямую сказывается на общем машинном времени.
Для того чтобы воспользоваться учетом заготовки при расчете траектории движения инструмента, пользователю необходимо помимо объемной модели детали построить модель заготовки либо ее часть, которой будут ограничиваться перемещения на рабочей подаче, и включить контроль этих поверхностей (см. рис. 1). При этом система сама сопоставит взаимное расположение детали и заготовки, параметры обработки (диаметр инструмента, глубину прохода и т.п.) и построит траекторию движения инструмента таким образом, чтобы минимизировать перемещения инструмента на рабочей подаче вне тела заготовки.
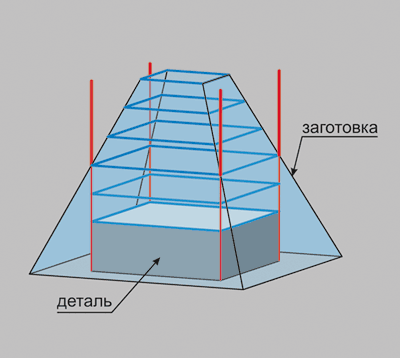
Рис. 1 Учет поверхности заготовки
Таким образом, во многих случаях отпадает необходимость строить дополнительные контуры для определения места обработки, что порой бывает весьма трудоемко, особенно с учетом сложных конфигураций обрабатываемых контуров.
Следующим небезынтересным нововведением в 2,5-координатном фрезеровании можно назвать появившуюся возможность определения конструктивного элемента «Уступ» по одному контуру. Порой у пользователей возникали затруднения с освоением механизма задания всех необходимых параметров для определения конструктивного элемента, теперь же система ADEM способна автоматически формировать КЭ «Уступ» всего по одному разомкнутому контуру. Кроме того, появилась возможность задания уступа с несколькими участками внешнего контура в плоскости дна.
Для конструктивных элементов, используемых в многокоординатной обработке, места обработки которых также определяются разомкнутыми контурами, появилась возможность задания схемы обработки «Петля контурная II от центра». Фактически этот тип обработки представляет собой первый проход посередине между контурами (так называемая разгрузка), а затем выполняются поочередная обработка в направлении каждого из контуров с построением эквидистанты к нему (рис. 2). Такая схема обработки обещает стать весьма востребованной пользователями в силу того, что она может применяться на переходах не только плоского, но и многокоординатного фрезерования. Но о новых схемах в многокоординатной обработке мы поговорим чуть позже.
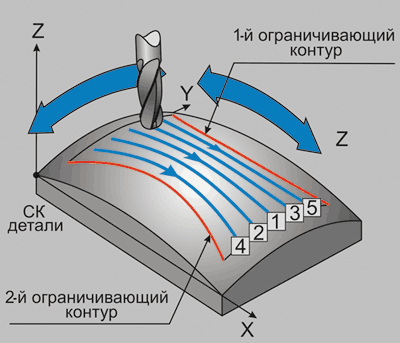
Рис. 2. Схема обработки «Петля контурная II от центра»
Одной из актуальных проблем работы на фрезерных станках с ЧПУ является вырождение элементов контуров малой длины при обработке с использованием возможностей контурной коррекции. В таких случаях (рис. 3) САМ-система формирует траекторию движения инструмента, в точности повторяющую контур детали (оранжевая линия). Однако при включении на станке функции контурной коррекции траектория движения инструмента на участках контура малой длины может вырождаться и в траектории движения инструмента появляются непонятные оператору «петли». В системе ADEM версии 8.3 реализован механизм замещения линейных перемещений вдоль элементов контура малой длины перемещениями по радиусу, равному радиусу инструмента, что позволяет избежать нежелательных изломов траектории, подобных изображенным на рис. 3.
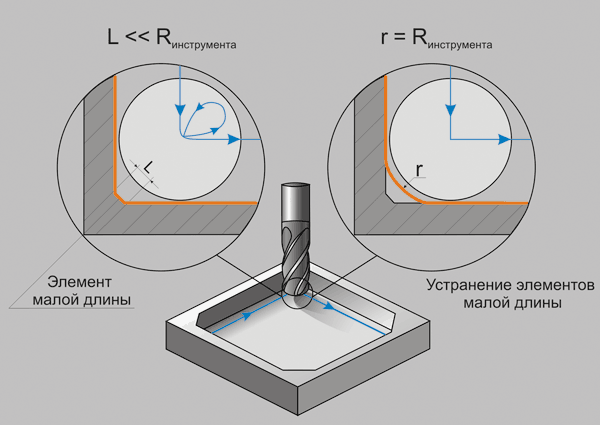
Рис. 3. Устранение элементов малой длины
Теперь перейдем к более сложной многокоординатной фрезерной обработке. Стоит отметить, что прежде многокоординатная обработка применялась исключительно в качестве чистовой. Это было обусловлено и возможностями оборудования, и трудностью программирования многокоординатной обработки. Написание управляющих программ для многокоординатного оборудования — дело весьма трудоемкое и требует не только особых навыков технолога-программиста, но и в первую очередь — опыта такой работы. Однако прогресс не стоит на месте, и сегодня всё больше предприятий, приобретая современное оборудование, стремятся перевести на него как можно большую часть цикла получения изделия, что позволит не только сократить общее время получения конечного изделия (за счет отсутствия в техпроцессе операций перемещения полуфабрикатов), но и повысить качество и точность получаемых деталей за счет обработки «с одной установки».
Технологи машиностроительных предприятий, имеющих в своем арсенале современную надежную САМ-систему, могут позволить себе без особых усилий создавать управляющие программы для многокоординатного оборудования, в том числе и для черновой обработки. И здесь разработчики модуля ADEM CAM версии 8.3 сделали еще один шаг навстречу технологам — теперь они могут задавать многопроходную обработку поверхностей по Z не только для 2,5-, но и для 3-координатного фрезерования. Помимо этого реализована возможность многопроходной обработки с уменьшением припуска для переходов 4- и 5-координатного фрезерования (рис. 4).
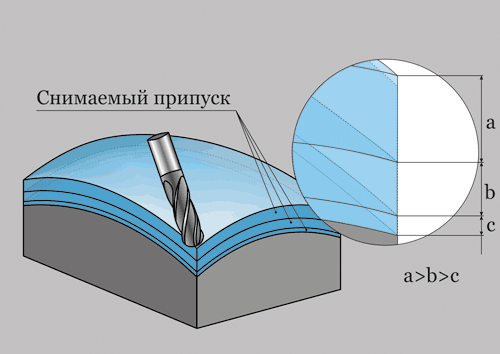
Рис. 4. Многопроходная обработка поверхностей с уменьшением припуска
Но обо всем по порядку: подход — врезание — обработка.
Итак — подход. В переходах многокоординатной обработки появилась возможность задания подхода-отхода в горизонтальной плоскости (рис. 5), а также при задании подхода-отхода линейного в приращениях добавлена координата Z, что позволит технологу еще на стадии проектирования маршрута обработки получить оптимальную и предсказуемую траекторию движения инструмента. Момент подхода-отхода инструмента к обрабатываемой детали весьма важен, поскольку именно на этом этапе происходит включение/выключение коррекции, а правильно выбранная схема подхода-отхода, как и схема врезания, способна минимизировать резкое изменение нагрузки на инструмент. Что касается врезания, то тут нельзя не отметить появление новых схем врезания в 4- и 5-координатной обработке. Кроме существующих схем, появилась возможность определения вертикального врезания по оси инструмента и по кривой.
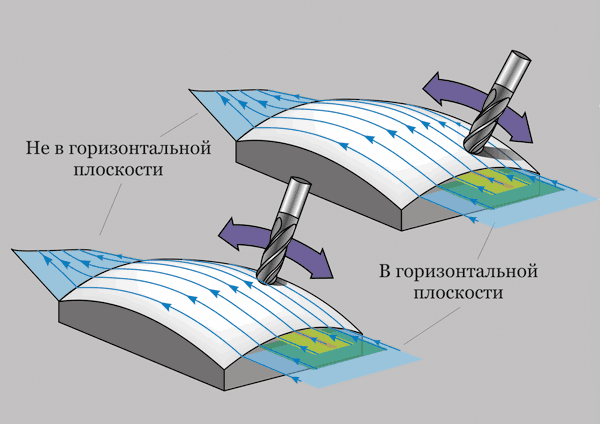
Рис. 5. Подход и отход в горизонтальной плоскости
В тех случаях, когда врезание осуществляется по нормали, при определенной критической кривизне поверхности инструмент может «сесть» центром на обрабатываемую поверхность, что, в свою очередь, приводит, как минимум, к затиранию поверхности, а то и к поломке инструмента. Для исключения таких проблем ADEM позволяет сместить инструмент от точки контакта с поверхностью как в продольном (рис. 6), так и в поперечном направлении (рис. 7).
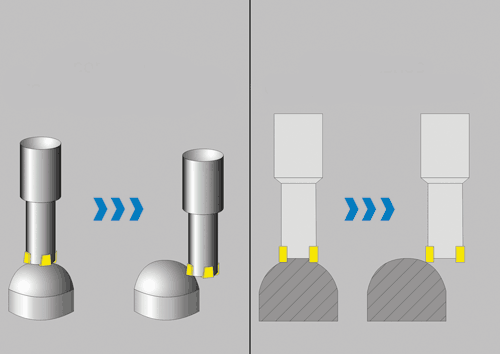
Рис. 6. Продольное смещение инструмента
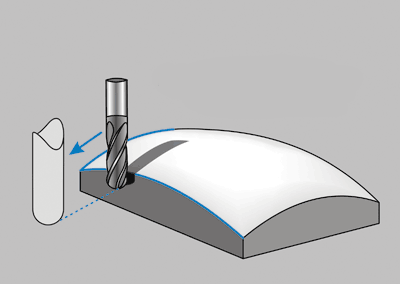
Рис. 7. Поперечное смещение инструмента
Теперь немного о новых схемах в многокоординатном фрезеровании. Кроме уже упомянутой новой схемы для обработки пазов «Петля контурная II от центра» в 4- и 5-координатном появились абсолютно новые схемы обработки поверхностей. Схема «UV обработка от центра» (рис. 8) по своей сути похожа на схему «Петля контурная II от центра», однако, в отличие от контурной схемы обработки, здесь траектория строится, ориентируясь не на контуры, а на UV-линии самой поверхности. Так же как и при контурной схеме обработки, первым выполняется «разгрузочный» проход посередине поверхности, а затем материал выбирается поочередно в каждом направлении. Схема «UV-обработка по процентной координате» (рис. 9) позволяет либо сделать только один «разгрузочный» проход посередине поверхности, либо выполнить обработку всей поверхности с заданием глубины прохода.
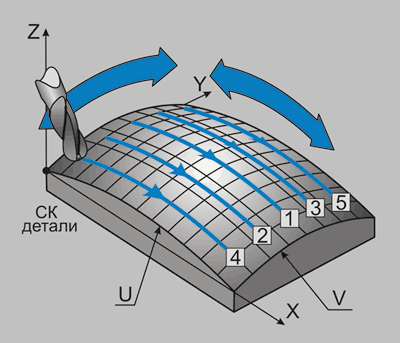
Рис. 8. Схема «UV-обработка от центра»
В тех случаях, когда место обработки не может быть однозначно определено поверхностями, можно использовать ограничивающие контуры. Тогда обработка может вестись по схемам, подразумевающим задание контура. Кроме уже существовавших схем многокоординатной фрезерной обработки, в ADEM версии 8.3 появилось несколько новых схем, прежде присущих только переходам 2,5х-обработки, — это «Зигзаг эквидистантный», «Спираль», «Обратная спираль» и «Обратная эквидистанта».
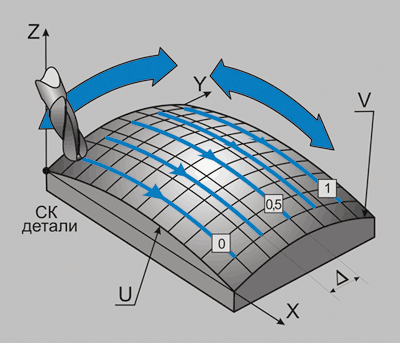
Рис. 9. Схема «UV-обработка по процентной координате»
Как известно, на любых многокоординатных фрезерных станках первой задачей обеспечения безопасной работы является исключение вероятности столкновения рабочих органов между собой и с элементами оснастки. Таким образом, технолог еще до того, как передаст управляющую программу оператору, должен убедиться в отсутствии подобных казусов. Сделать это можно, как правило, в верификаторе, однако если в инструментарии технолога нет симулятора, в полной мере учитывающего особенности конкретного станка, то в таком случае можно заранее ограничить критические углы наклона инструмента (рис. 10). Ограничение углов позволит не только избежать возможных коллизий, но и в некоторых случаях повысить качество обрабатываемой поверхности.
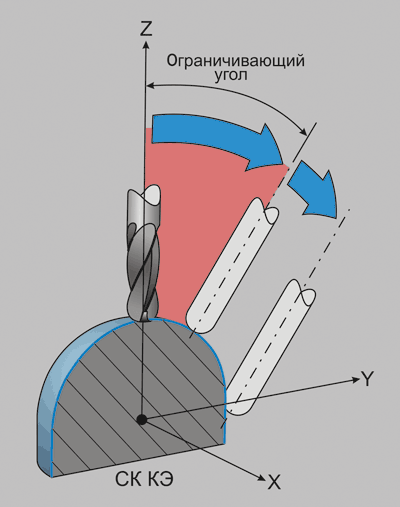
Рис. 10. Ограничение по углам поворота вокруг осей системы координат КЭ
Ограничение углов поворота может задаваться как по одной, так и по обеим осям вращения, при этом ADEM построит траекторию обработки для всей поверхности, а на тех участках, где невозможно выполнить 4- или 5-координатную обработку из-за ограничения углов, заменит 4- или 5-координатные перемещения 3-координатными. Кроме того, при обработке вогнутых поверхностей может включаться контроль осевой коррекции положения инструмента, что позволит избежать зарезов при работе торцевым или скругленным инструментом.
На этом, пожалуй, закончим краткое анонсирование новых возможностей в модуле ADEM CAM версии 8.3. При этом стоит отметить, что в рамках данной статьи нам удалось осветить лишь половину всех нововведений. За кадром осталось еще множество новых функций и возможностей не только в многокоординатном и плунжерном фрезеровании, но и в сверлении, и в лазерной обработке. Более полное описание интересующих вас возможностей всегда можно получить, обратившись к нам и нашим региональным представителям по телефонам или через сайт www.adem.ru.
В одном из ближайших номеров мы расскажем о нововведениях в ADEM версии 8.3 в части проектирования техпроцессов.

