
Пример решения задачи прослеживания материала на машиностроительном предприятии
Прослеживание материала от детали до готового изделия — задача, которая особенно актуальна для машиностроительных предприятий. Очевидно, что без применения информационных систем решить такую задачу будет крайне затруднительно, поэтому соответствующее требование является одним из первых в ряду тех, что предъявляются машиностроителями к поставщикам ИТ-решений. Тем не менее многие ждут от информационных систем если не чуда, то уж точно магической красной кнопки, которая снимет все проблемы.
В этой статье мы предприняли попытку разобраться, что информационная система действительно в состоянии решить, а что при этом должно оставаться в сфере ответственности человека: какие решения он должен принять, какие действия выполнить и какими данными снабдить информационную систему, чтобы добиться от нее нужного результата.
Не претендуя на всеобъемлющий охват вопроса, остановимся на важнейшей его составляющей — рассмотрим первые шаги, от которых, впрочем, будет зависеть принципиальная возможность решения всей задачи. Причем рассмотрим эти шаги на примере решения для предприятия, отраслевая принадлежность которого диктует жесточайшие требования к прослеживанию: для каждого изделия, а точнее экземпляра (серийного номера) изделия необходимо иметь информацию о конкретных характеристиках материала, из которого были изготовлены все его составляющие.
В таких условиях важно правильно организовать информационное сопровождение процессов на начальных стадиях производства, то есть на складе материалов и далее — на заготовительном участке.
Речь в данной статье пойдет о проекте, реализуемом в ЗАО «Энерготекс» (г.Курчатов). Как инструмент автоматизации процессов производственного учета используется система TechnologiCS (www.technologics.ru).
Заметим, что традиционно подобные задачи решаются методами складского учета, как правило реализованными в рамках функциональности бухгалтерских (учетных) систем. Традиционно решение задачи с помощью подобных систем выглядит следующим образом:
- учет первичных документов (накладных и счетов-фактур), полученных от поставщиков материала;
- распределение материала по партиям прихода с индивидуальными (прежде всего ценовыми) характеристиками;
- выдача материала в производство (списание со склада по накладной);
- приход заготовок с производственного (заготовительного) участка на соответствующий склад.
Однако при ближайшем рассмотрении оказывается, что на каждом из этих шагов приходится решать гораздо более сложную задачу, а наибольшие трудности возникают уже на первой стадии ее решения.
Поясним сказанное:
- С точки зрения бухгалтера, материал — это то, что записано в позиции учетного документа, причем этот документ создан сторонней организацией (поставщиком), которая не слишком задумывается о правилах записи наименования, принятых на предприятии-потребителе.
- С точки зрения конструктора, материал — это то, что записано в основной надписи чертежа (обычно это марка материала). Дополнительные требования к материалу могут быть приведены в технических условиях, но это просто текст.
- С точки зрения технолога, материал — это уже заготовка. А значит, запись о марке материала следует дополнить информацией о сортаменте, типоразмере и другими подобными данными.
Производственник еще более требователен к записи о материале. Ему, кроме всей уже упомянутой информации, нужны данные об индивидуальных характеристиках конкретной партии материала, вплоть до реальных геометрических размеров, номера плавки, химического состава и физических свойств материала в рамках данной партии.
Затем постараемся разобраться, откуда данная информация берется. Очевидно, что источников два, и на определенном этапе информация, возникающая в каждом из них, встречается и должна быть объединена. Пояснение приведено на рис. 1.
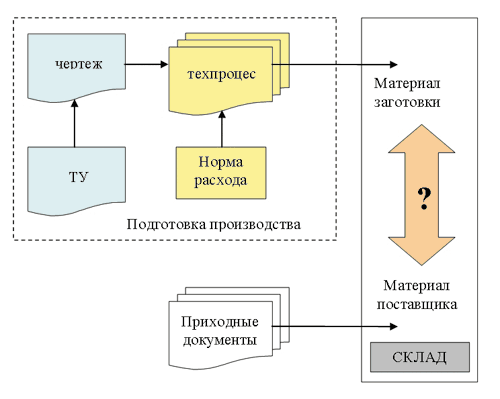
Рис. 1. Процессы возникновения информации о материале
Из пояснения видно, что главная и неизбежная коллизия возникает уже на первом этапе производственного учета — это проблема идентификации материала, поступившего от поставщика, и материала заготовки, указанного в конструкторской и технологической документации предприятия-изготовителя.
Решение этой проблемы основано на использовании специальной функциональности системы TechnologiCS — расчетных и учетных документах, а также на механизме их взаимодействия.
В отличие от классической складской системы, работающей только с учетными документами, на основе которых происходит движение объектов учета по складу и, как следствие, изменяются их остатки, TechnologiCS оперирует еще и так называемыми расчетными документами.
Расчетный документ — специальный объект системы, который также имеет спецификацию, оперирует количествами и прочими атрибутами, характерными для складского документа, но при этом напрямую не влияет на движение объектов учета. Он может быть, в частности, основанием для ряда учетных документов, и при этом содержание учетного документа (спецификация) будет формироваться автоматически с помощью соответствующей спецификации документа-основания.
Теперь настало время конкретизировать шаги, которые должны быть выполнены в производственной системе для решения задачи сквозного прослеживания материала в рамках заготовительного участка. Напомним, что решение данной задачи будет фундаментом для реализации прослеживания этой цепочки вплоть до готового изделия.
Итак, нам необходимо:
- Получить информацию о поступлении материала на центральный склад.
- Идентифицировать полученный материал и материал заготовки, указанный в документации (содержащийся в базе данных TechnologiCS).
- Уточнить и зафиксировать информацию о геометрических размерах материала, определить перечень дополнительных испытаний.
- Выдать материал на участок резки (с переводом материала в состояние «Заготовка»).
- Осуществить порезку материала на участке резки.
- Сформировать так называемые садки (садка — группа заготовок, одновременно подвергаемых термообработке).
- Провести испытания на твердость образцов после термообработки.
- Зафиксировать результаты проведения испытаний.
- Переместить заготовки в кладовую заготовительного участка.
Рис. 2 поясняет первые два шага приведенной последовательности. Особенности процедур, которые выполняются на этих этапах, подразумевают принятие решений, требующих соответствующей квалификации от специалистов, их принимающих. Очевидно, что нельзя требовать от кладовщика решения задачи идентификации материала, а функции, выполняемые кладовщиком, должны иметь как можно более механический характер — тем самым будут исключены неточности и ошибки на последующих шагах.
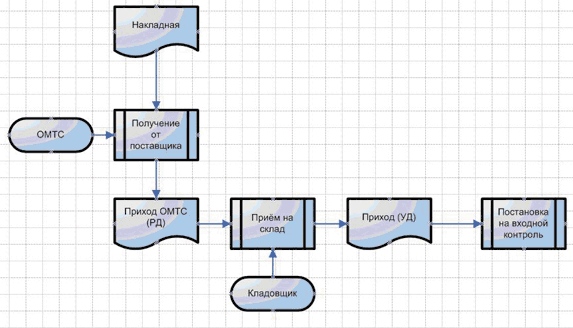
Рис. 2. Алгоритм начальной идентификации материала
РД — расчетный документ TechnologiCS
УД — учетный документ TechnologiCS
Здесь важно обратить внимание на ключевой момент: накладная поставщика, прежде чем попасть в руки складского работника (кладовщика), проходит предварительную обработку в службе материально-технического снабжения (ОМТС).
Работник ОМТС, имея информацию о цепочке документов, породивших накладную (собственная заявка, счет поставщика и сама накладная), получает возможность принять решение о соответствии поставленного материала позиции справочника материалов TechnologiCS. К тому же спецификация заявки, будучи сформирована на основании потребностей производства, рассчитанных в той же системе, повышает шансы на то, что в накладной поставщика будут те же позиции — это является существенной помощью работнику ОМТС в принятии решения.
Результат обработки накладной поставщика в ОМТС — расчетный документ «Приход ОМТС» (рис. 3).

Рис. 3. Расчетный документ ОМТС
Позициями спецификации расчетного документа являются уже ссылки на соответствующий справочник TechnologiCS, и это дает кладовщику возможность при создании учетного документа — приходной накладной — не думать о содержании спецификации, а просто создавать документ «на основании».
Надо отметить, что в процессе создания расчетного документа работник ОМТС использует специально разработанные макросы и формы ввода, которые помогают ему уже на этапе начальной обработки снабдить позиции спецификации максимально возможным набором информации, характеризующей поступающий материал, что существенно облегчает работу служб, которые используют эту информацию на последующих стадиях движения материала (рис. 4).
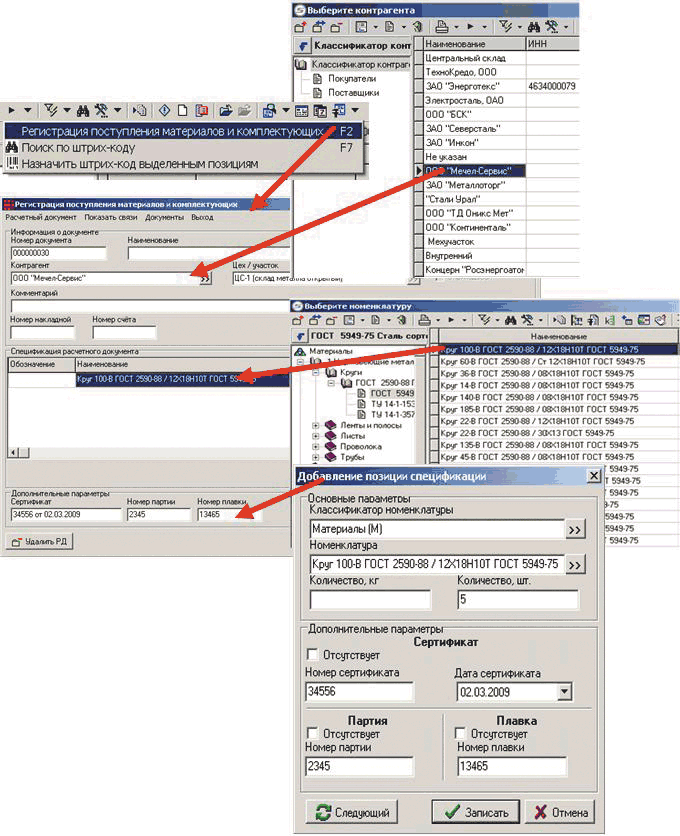
Рис. 4. Создание и обработка расчетного документа ОМТС
После того как расчетный документ создан и работник ОМТС внес в него всю необходимую информацию о поступившем материале, можно оприходовать материал на склад.
Действие осуществляется кладовщиком, при этом он не создает приходную накладную вручную, а использует специальную макрофункцию, формирующую накладную на основании расчетного документа. Таким образом, возможность появления каких-либо ошибок на данном этапе практически сведена к нулю.
Результатом работы кладовщика является проведенный учетный документ (рис. 5).
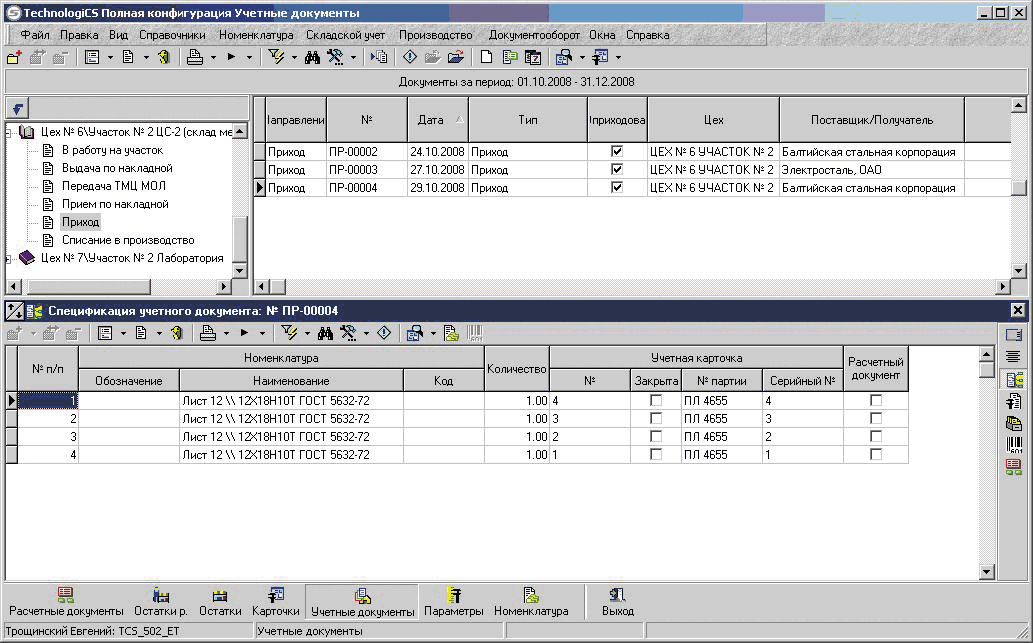
Рис. 5. Учетный документ, созданный на основании расчетного
Проведение учетного документа вызвало движение материала на складе и изменение его остатков (рис. 6).
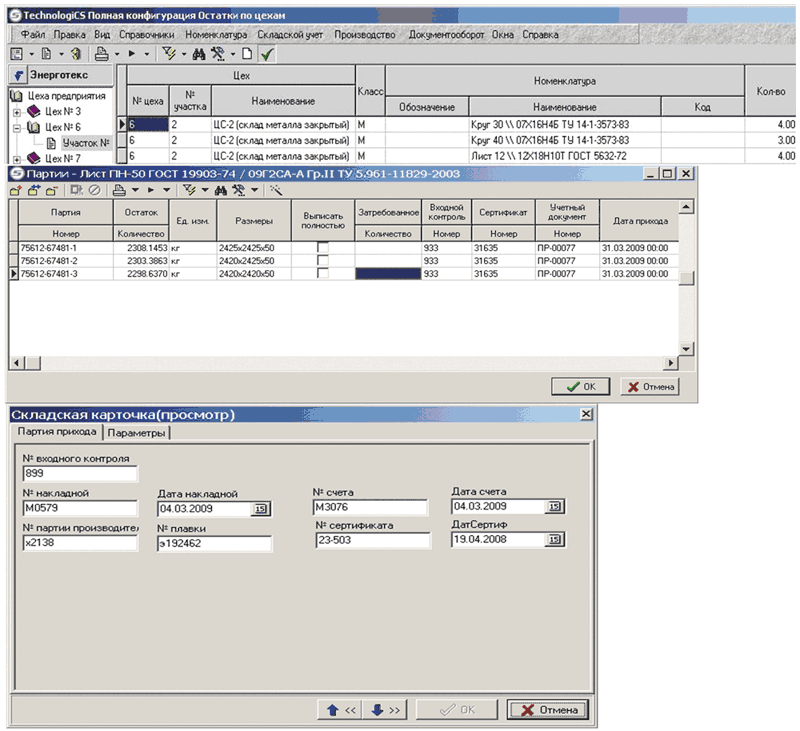
Рис. 6. Изменение остатков на учетных карточках материала
Обратите внимание: оприходованный материал распределился по учетным карточкам таким образом, что каждая карточка соответствует материалу с одинаковыми свойствами, например сертификатом и номером плавки.
Каждая партия материала получила свой серийный номер, который впоследствии будет прослежен в заготовках и далее в деталях и изделиях.
Следующий этап — это так называемый переход материала в заготовку. Данное действие требует принятия специального решения, а потому имеет особое значение. Представитель службы технического контроля, располагая полной информацией об остатках материала на складе, а также исчерпывающим описанием каждой партии материала, решает, какие конкретно заготовки могут быть изготовлены из каждой партии.
В процессе принятия решения могут потребоваться дополнительные испытания образцов материала, выполняемые лабораторией.
Решение о необходимости таких испытаний фиксируется расчетным документом «Наряд-заказ» (рис. 7).
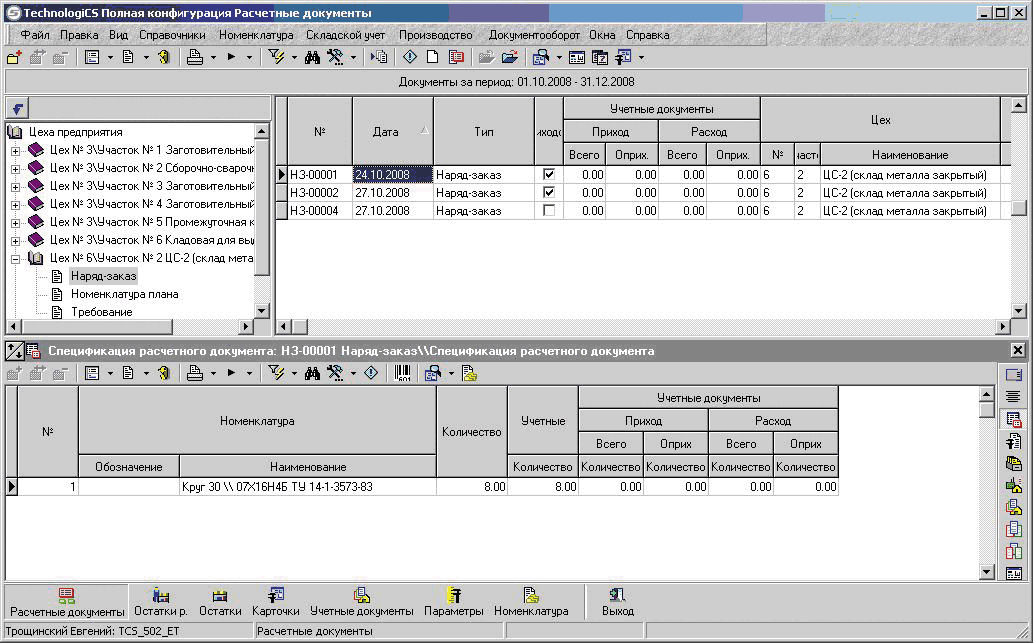
Рис. 7. Создание наряд-заказов на проведение дополнительных испытаний
Для каждого расчетного документа «Наряд-заказ» заполняется специальная карточка, где отмечаются конкретные виды испытаний, которые требуется провести в лаборатории (рис. 8).
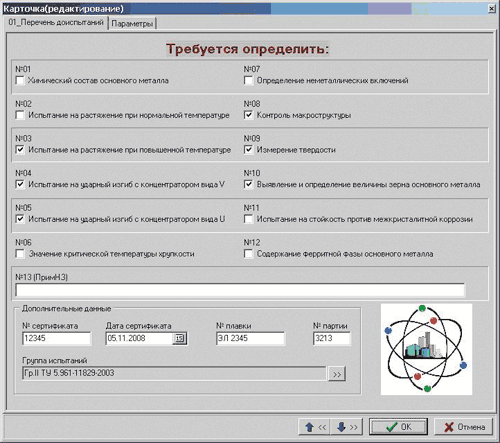
Рис. 8. Карточка перечня испытаний
Обратите внимание: полный перечень испытаний предопределен заранее. Принимая решение, работник только отмечает те из них, которые необходимы в данном случае.
На основании созданного расчетного документа автоматически формируется задание на проведение испытаний (рис. 9).
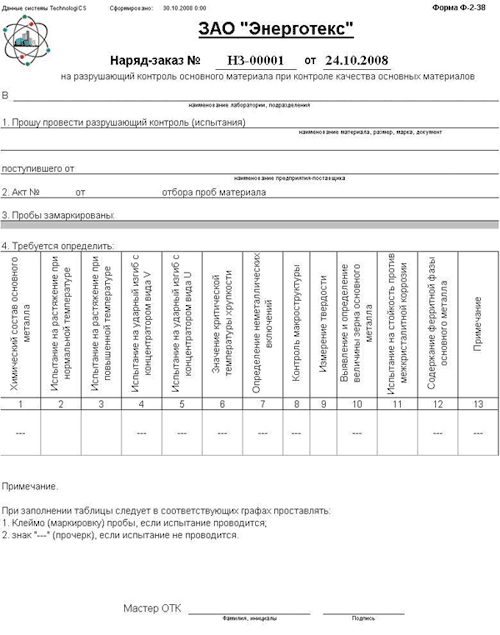
Рис. 9. Наряд-заказ (задание на проведение испытаний)
Когда принято решение об изготовлении заготовок из конкретных партий материала, появляется возможность привязать к каждой партии карты раскроя металла, которые, в свою очередь, составляют содержимое соответствующего справочника TechnologiCS (рис. 10). Каждая карта в TechnologiCS имеет спецификацию, содержащую конкретные заготовки, которые получаются при выполнении процедуры раскроя.
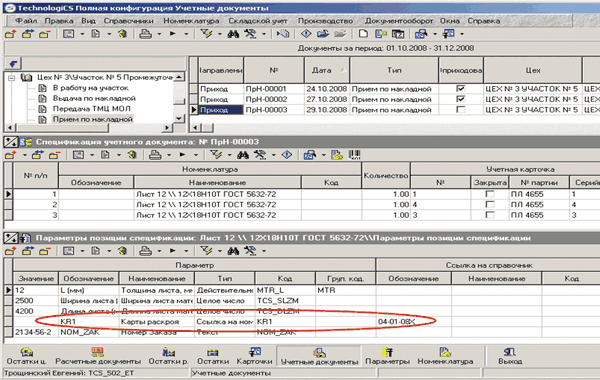
Рис. 10. Привязка карт раскроя металла к серийным номерам партий материала
Результат этого действия — автоматическое формирование документа «Требование», который является официальным основанием для получения материала со склада (рис. 11).
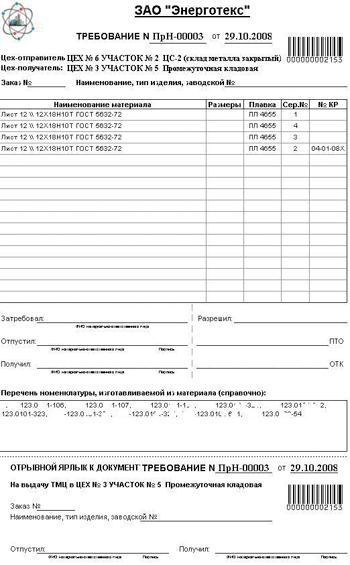
Рис. 11. Требование на получение материала
Чтобы не перегружать статью техническими подробностями, мы сознательно опустили ряд действий, предшествующих формированию данного документа и следующих за ним. Обратим внимание читателей лишь на то, что действия, составляющие процедуру передачи материала в производство, максимально автоматизированы и сводятся к последовательному запуску ряда макрофункций, формирующих цепочку расчетных и учетных документов один на основании другого.
Ни в одном из случаев сотруднику не требуется ручное заполнение содержательной части документа (спецификации), он должен лишь в определенные моменты добавить необходимую дополнительную информацию к соответствующим позициям и осуществить проведение учетного документа, подтвердив тем самым факт движения материала.
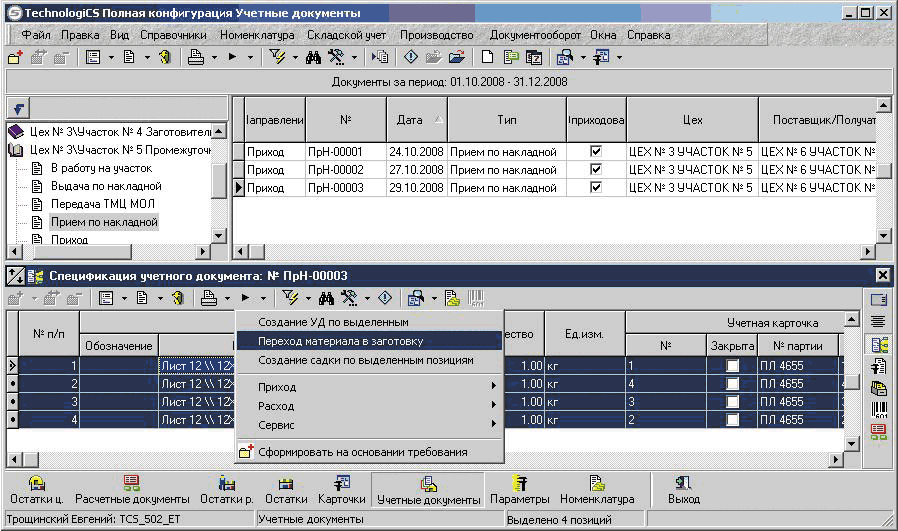
Рис. 12. Выбор материала для передачи в порезку
Остановимся подробнее еще на одном ключевом моменте процесса. Нам уже известно, какие партии (серийные номера) материала находятся на складе, принято решение об изготовлении конкретных заготовок из данных партий, к партиям привязаны карты раскроя. Чтобы передать материал на участок резки материала, мастер заготовительного участка запускает макрос «Переход материала в заготовку», предварительно выделив в спецификации учетного документа «Прием по накладной» нужные строки, соответствующие материалам, передаваемым на порезку (рис. 12). При этом создается расходный учетный документ, а также расчетный документ «Требование» (рис. 13).
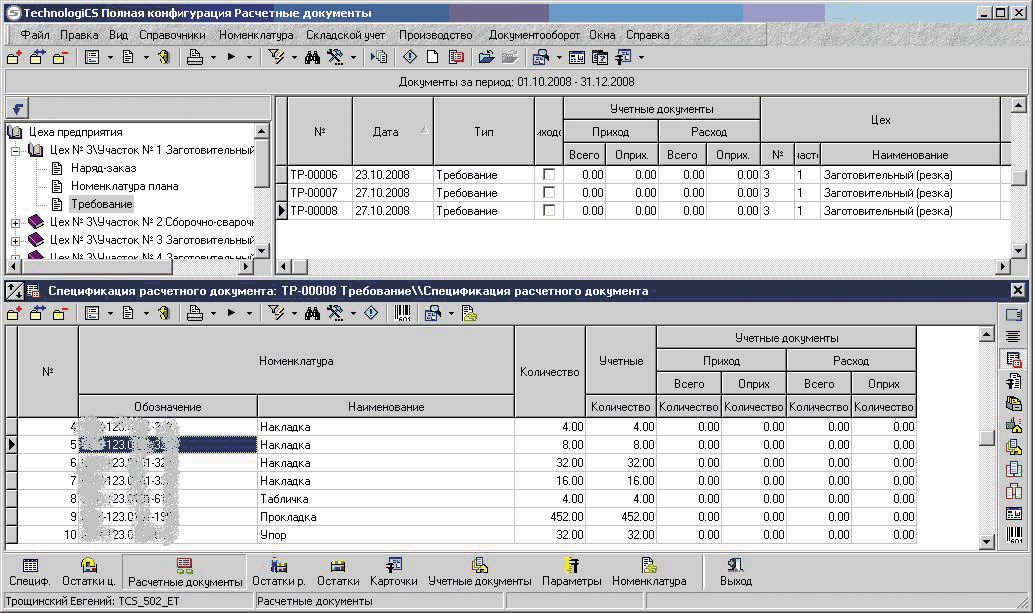
Рис. 13. Формирование спецификации расчетного документа
Алгоритм составления спецификации расчетного документа «Требование» таков:
- к каждой позиции спецификации учетного документа «Прием по накладной» должен быть привязан параметр «Карта раскроя»;
- если этот параметр существует, то значение «Количество» для одинаковой номенклатуры из спецификаций всех карт раскроя сложится и вместе с наименованием этой номенклатуры запишется в спецификацию расчетного документа «Требование»;
- если параметр для позиции спецификации не указан, то система предложит ввести количество заготовок по каждой такой позиции учетного документа «Прием по накладной».
По факту выдачи материала на участок резки учетный документ приходуется кладовщиком, тем самым снимая материал с остатков склада и перемещая его на материально ответственное лицо участка резки (рис. 14).

Рис. 14. Перемещение материала со склада на заготовительный участок
Обратим внимание читателей на то, что расчетный документ, приведенный на рис. 13, связывает партию материала, обладающего определенными индивидуальными характеристиками, и конкретную заготовку. Это дает возможность автоматизировать дальнейшую последовательность действий, выполняемую макросом (рис. 15):
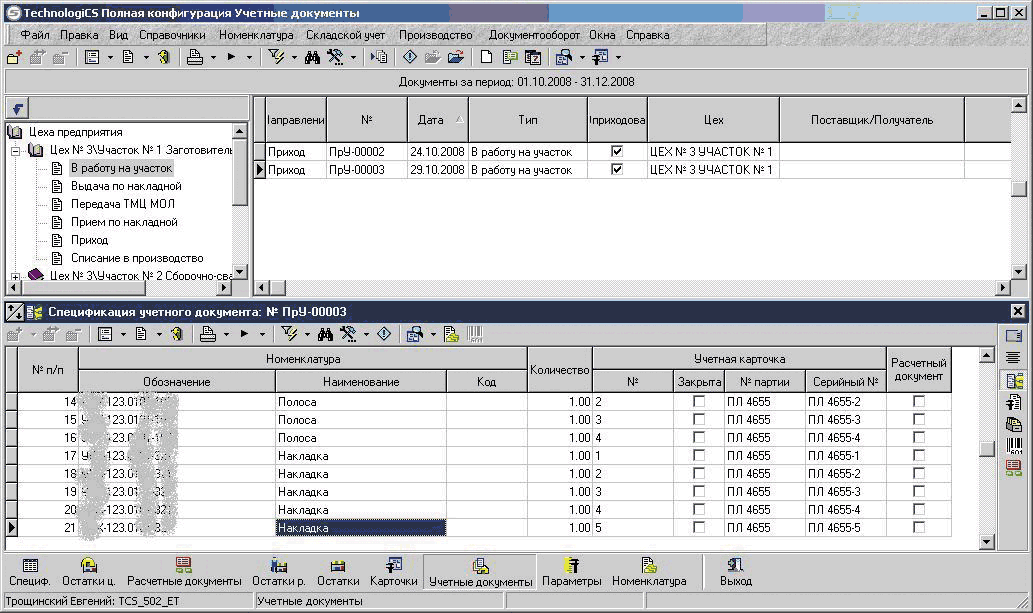
Рис. 15. Формирование учетных карточек заготовок
- для участка резки создать приходный учетный документ «В работу на участок»;
- для каждой номенклатурной позиции, указанной в спецификации к карте раскроя, создать столько учетных карточек заготовок, сколько было указано в графе «Количество» расчетного документа «Требование» (см. рис. 13);
- присвоить каждой заготовке уникальный серийный номер, соответствующий конкретной плавке и позиции из спецификации карты раскроя;
- оприходовать документ.
Подробно проиллюстрировав основные моменты, позволяющие организовать сквозное информационное прослеживание движения материала в процессе его превращения в заготовку, отметим, что в функции заготовительного участка входит еще ряд действий, предваряющих передачу заготовок на дальнейшую обработку:
- термообработка заготовок с автоматизированным формированием садок;
- отбор проб из каждой садки;
- проведение испытаний на твердость, ввод результатов проведенных испытаний;
- перемещение заготовок в кладовую заготовительного участка.
Данные действия выполняются по алгоритмам, принципиально ничем не отличающимся от приведенных выше. В их основе — автоматизированное формирование цепочек расчетных и учетных документов один на основании другого. Результат выполнения этих действий — появление дополнительных данных, индивидуально характеризующих заготовки из каждой партии (рис. 16).
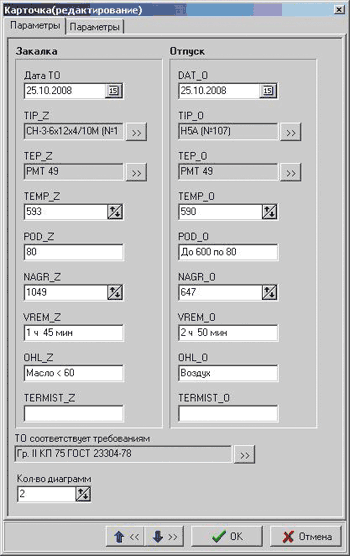
Рис. 16. Карточка режимов термообработки
В заключение еще раз сформулируем основные принципы, лежащие в основе решения задачи прослеживания материала от поступления на склад до конкретных заготовок:
- в процессе организации информационного сопровождения движения материала необходимо принятие ряда принципиальных решений;
- такие решения может принять сотрудник, обладающий соответствующей компетенцией;
- система информационного сопровождения процесса должна предоставить этому сотруднику необходимую информацию для принятия решения и зафиксировать результат;
- система должна максимально автоматизировать рутинные функции, касающиеся складского учета, исключив при этом ручной ввод содержательной части документов;
- система также должна однозначно предопределить последовательность действий, выполняемых сотрудниками.
Отметим, что в нашем случае информационная система правильно разделяет процессы: решение о начальной идентификации материала принимает сотрудник ОМТС, кладовщик лишь фиксирует это решение приходным документом; решение о проведении дополнительных испытаний принимает сотрудник СТК, мастер участка использует это решение при списании конкретных партий материала в производство и т.д.
ЗАО «Энерготекс»ЗАО «Энерготекс» (г.Курчатов) — одно из ведущих предприятий СНГ по выпуску высокотехнологичного оборудования для АЭС. В перечень основной выпускаемой им продукции входит оборудование для хранения отработанного ядерного топлива, оборудование для атомной и тепловой энергетики. Производственные мощности предприятия и квалификация его инженерно-технического персонала позволяют выпускать практически любые изделия машиностроения. Механосборочное производство располагает парком станков с ЧПУ, обеспечивающим высокоточную механическую обработку деталей весом до 30 т. Применяется современное оборудование на заготовительном и сборочно-сварочном производстве. За 18 лет развития освоено более ста видов продукции, а структура предприятия максимально адаптирована к особенностям производства. |
Система автоматизирует рутинные функции и однозначно определяет последовательность их выполнения: сотрудник склада (кладовщик) запускает макросы, которые выполняют связанные цепочки необходимых действий и формируют документы, а кладовщик лишь фиксирует факт движения материала, проводя документы. Таким образом исключаются ошибки, неизбежно возникающие при ручной обработке документов.
В результате каждая заготовка с уникальным серийным номером, появляющаяся на складе, несет исчерпывающую информацию о материале, из которого она была изготовлена. Заготовка автоматически наследует ее по цепочке документов, сопровождающих процессы обработки.
Нетрудно понять, что, используя аналогичные алгоритмы, можно проследить путь заготовки до готового изделия, и эта задача носит сугубо технический характер. При этом фундамент, являющийся основой для ее решения, закладывается именно на первых шагах учета материала и обработки его на заготовительном участке.
Директор отдела инженерного консалтинга, CSoft.
Евгений Трощинский
Генеральный директор, CSoft Украина.
Андрей Курочкин
Руководитель отдела инженерных систем, CSoft Украина.

