
Проектирование пресс-форм в Autodesk Inventor Tooling — шаг за шагом
Компания Autodesk, выпустив версию Inventor 2010, сделала значительный шаг по продвижению технологии цифровых прототипов для проектирования и производства деталей из пластмассы. Специализированное решение для проектирования таких деталей и оснастки для их изготовления позволяет обеспечить высокое качество и резко сократить сроки, тем самым значительно упростив технологическую подготовку производства.
Пользователям Inventor, занимающимся проектированием оснастки для переработки пластмасс, без сомнения, понравится новый дополнительный модуль Inventor Tooling, который можно скачать с сайта www.autodesk.com\ait, предварительно выполнив несложную процедуру регистрации.
Но сначала вкратце отметим нововведения, которые появились в базовом модуле Autodesk Inventor 2010 для разработки деталей из пластмассы:
- интеграция с Alias обеспечивает выполнение ассоциативного импорта внешних поверхностей класса A из Autodesk AliasStudio. Наличие ассоциативных связей позволяет учитывать в модели Inventor все изменения, сделанные на последующих стадиях в продуктах Alias;
- моделирование в режиме Твердые тела позволяет разделять литую деталь на несколько фрагментов, но файл детали при этом остается единым;
- поддержка функциональных технологических пластмассовых элементов. Благодаря встроенному учету направления разъема и угла наклона, Inventor способен формировать многоэлементные пластмассовые компоненты за одну операцию. Таким способом создаются не требующие эскизного моделирования типовые компоненты — решетки, бобышки, фиксаторы, упоры, выступы;
- ускоренное создание сопряжений на базе правил, а также их автоматическое обновление при внесении изменений в проект. Зачастую литые детали даже средней сложности имеют большое количество сопряжений на ребрах. Если конструктору приходится поочередно выбирать все ребра, то на создание сопряжений тратится значительное количество времени. Теперь можно выбрать необходимую грань (например, дно детали) и задать опцию Смежные ребра — в таком случае все сопряжения будут построены на всех вертикальных ребрах.
Данные нововведения являются хорошей основой для дальнейшей высокоэффективной работы. Итак, рассмотрим последовательность проектирования пресс-форм в специализированной среде Inventor Mold Design.
В начале работы, как принято в Inventor, необходимо создать проект. Важно убедиться, что для данного проекта подключена
библиотека пресс-форм (Mold) — установлен флажок в диалоговом окне Настроить библиотеки:. Если эта библиотека не будет выбрана, то на последующих этапах невозможно будет получить доступ к стандартным компонентам пресс-форм (рис. 1).
Рис. 1. Настройка библиотеки компонентов пресс-форм
Далее открываем файл основной сборки Mold Design (mm).iam (функция Создать) и в появившемся диалоговом окне указываем наименование и расположение данной пресс-формы. Все последующие детали будут автоматически получать наименование, которое в дальнейшем нельзя изменить.
Теперь рабочая среда Mold Design доступна. Данная среда содержит три вкладки с командами нового ленточного интерфейса Inventor — Компоновкапресс-формы, Пуансон/матрица, Сборка пресс-формы, а также обозреватель Mold Design, в котором графически отображены папки в соответствии с историей проектирования пресс-формы (рис. 2). Расположение команд во вкладках соответствует технологии проектирования пресс-формы, что очень упрощает освоение и использование данного модуля — достаточно последовательно, шаг за шагом двигаться по функциям Mold Design.
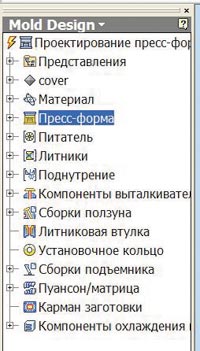
Рис. 2. Обозреватель Mold Design
Для консервативных пользователей Inventor предусмотрена возможность перехода к классическому интерфейсу: Сервис — Параметры приложения — Цвета — Стиль интерфейса: (рис. 3).
Рис. 3. Настройка стиля интерфейса
В качестве детали можно выбрать модель Inventor или импортировать ее из другой системы. Inventor читает большинство форматов известных систем — CATIA V5, Pro/ENGINEER, SolidWorks, UGS NX, а также целый ряд нейтральных форматов.
Поскольку построение детали может выполняться различными способами, то ее направление и направление открытия пресс-формы по умолчанию, как правило, различаются. Поэтому необходимо выполнить согласование этих двух направлений между собой, повернув деталь или выровняв ребро (направление поверхности) относительно положительного направления оси Z (направления открытия пресс-формы) (рис. 4).
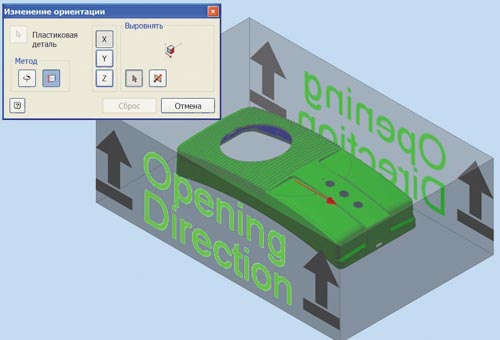
Рис. 4. Изменение ориентации детали
При одновременной формовке нескольких деталей выполняется регулировка их положения путем свободного перемещения в направлении осей X, Y, Z, или заданием расстояния смещения по X и Y.
Следующим шагом является выбор типа пластмассы — база данных Moldflow содержит полную информацию о более чем 7750 материалов, сгруппированных по компаниям-производителям. В дальнейшем это обеспечивает точный анализ литья на основании выбранного материала.
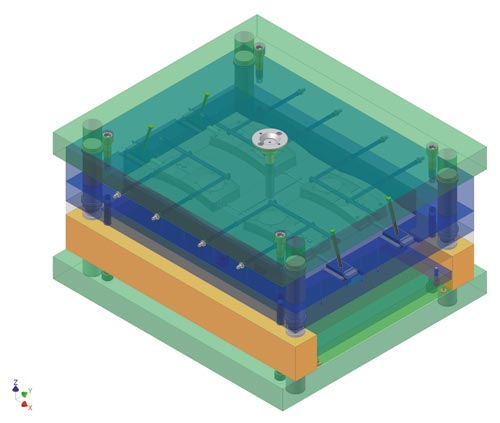
Далее приступаем к самому важному процессу — построению пуансона и матрицы (Пуансон/матрица). От них во многом зависят сложность пресс-формы и технологичность, а следовательно, стоимость ее изготовления и соответственно себестоимость изготавливаемых деталей.
Для начала выполняем Настройку обработки детали, где определяем условия процесса литья, предварительно указываем Расположение литника, задаем Усадку детали (изотропную или отдельно по каждой оси) и запускаем Анализ заполнения детали. В результате получаем наглядные данные по времени заполнения, скорости потока пластмассы, достоверности заполнения, прогнозу качества, наличию воздушных включений и линий спая (рис. 5).
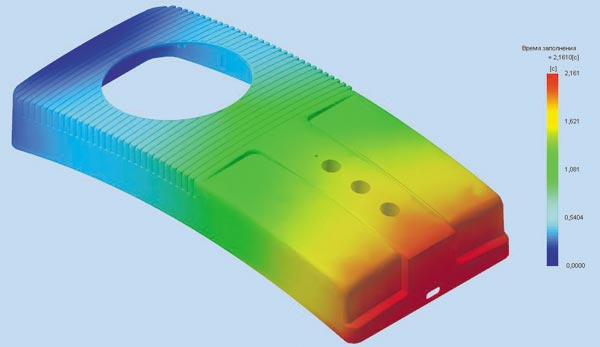
Рис. 5. Результаты анализа Moldflow «Время заполнения»
Теперь можно приступать непосредственно к созданию пуансона и матрицы — Проектирование детализации (рис. 6).

Рис. 6. Вкладка Пуансон/матрица
Для этого функция Задать настройки заготовки позволяет создать прямоугольную или цилиндрическую заготовку с автоматически подобранными габаритными размерами и расстояниями от конца детали. При необходимости все эти данные можно корректировать. Для прямоугольных заготовок предусмотрена защита от случайных ошибок, которая позволяет добавлять фаски и сопряжения (рис. 7).
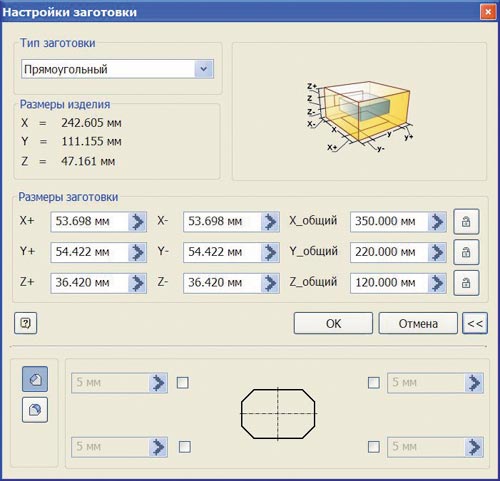
Рис. 7. Диалоговое окно Настройка заготовки
Создание правильной поверхности разъема является ключевым шагом для успешного проектирования пресс-формы. В Inventor Mold Design поверхность разъема разделена на две части: поверхность зашивки и поверхность разделения.
Зачастую пластмассовые детали имеют отверстия или щели, которые необходимо предварительно зашить поверхностями. Выполняется это автоматически функцией Создать поверхность зашивки. В некоторых сложных случаях зашивку отверстий требуется выполнять вручную — функции Создать плоский фрагмент и Использовать существующую поверхность.
Создать поверхности разделения можно или в автоматическом режиме, когда определяется контур разъема и на нем строится поверхность, или в ручном режиме, когда выбираются ребра для создания более подходящего контура разъема непосредственно на самой детали. Если в требуемой области отсутствуют ребра, то выполняется разделение граней. Возможность автоматического и ручного построения поверхности разделения обеспечивает значительную гибкость в работе.
Функция Диагностика разделения позволяет удостовериться, что поверхность разъема была создана безошибочно, при этом получаем предварительный просмотр граней пуансона и матрицы, выделенных разными цветами. Для наглядности их можно «раздвинуть» и визуально оценить правильность выполненной работы на этом очень важном этапе проектирования (рис. 8).
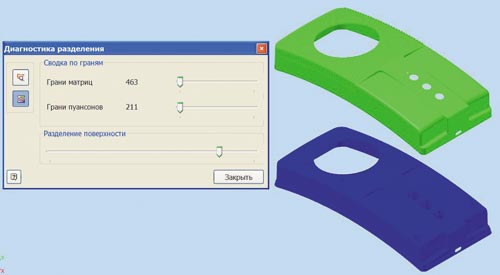
Рис. 8. Результат разделения поверхностей на пуансон и матрицу
После этого осуществляется разделение заготовки на пуансон и матрицу, которые могут быть просмотрены в графическом окне (Генерировать пуансон и матрицу).
При проектировании многоместных пресс-форм необходимо использовать команду Шаблон, которая позволяет скомпоновать пластмассовые детали в виде прямоугольного или кругового массива (рис. 9). Также возможно добавлять детали одну за другой и определять их положение путем смещения и вращения.
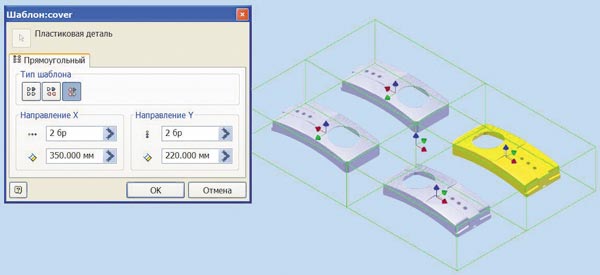
Рис. 9. Компоновка деталей прямоугольным массивом
Также необходимо установить расположение литника. Сделать это можно вручную, причем на одной детали должно быть не более десяти мест подвода литника, или выполнить функцию Анализ мест подвода литника, которая автоматически определяет наиболее подходящее расположение для необходимого количества литников.
В зависимости от геометрии детали формируем вставки (функция Создать вставку). Они служат для создания таких элементов, как острые внутренние углы, которые сложно сформировать, не прибегая к более дорогостоящим технологиям. Вставка может быть выбрана из имеющихся вариантов (рис. 10), спроектирована заранее или создана на основании выполненного вручную эскиза. Готовая вставка обрезает существующие пуансон и матрицу.
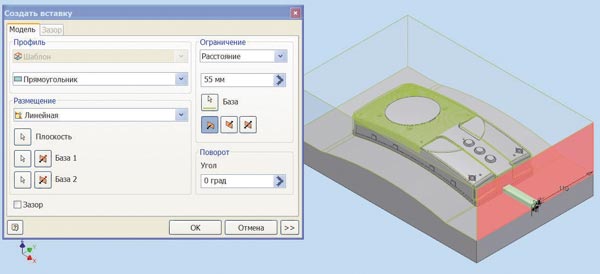
Рис. 10. Создание вставки
Теперь можно приступать к сборке пресс-формы. Для этого необходимо выбрать требуемое исполнение из обширной библиотеки производителей: HASCO, DME, FUTABA, LKM, PEDROTTI, POLIMOLD, RABOURDIN, STRACK — или же выполнить адаптацию выбранного исполнения, то есть создать собственную библиотеку на базе стандартных блоков (рис. 11).
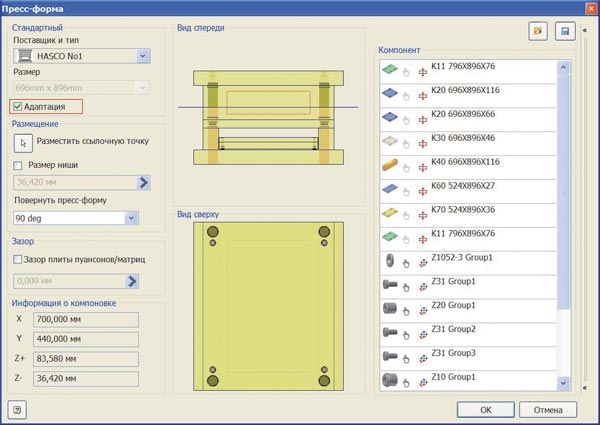
Рис. 11. Диалоговое окно выбора исполнения пресс-формы
Важнейшая составляющая любой пресс-формы — система подачи, которая равномерно распределяет расплавленную пластмассу из сопла по матрице. Основными компонентами системы подачи являются:
- стояк — это вертикальный канал, по которому расплавленный полимер подается в пресс-форму;
- питатель — это канал, по которому расплавленная пластмасса течет от стояка к подающим литникам. Доступны следующие профили питателей: круглые, полукруглые и трапециевидные. Эскиз питателя можно создать вручную или автоматически;
- литник — служит для подачи расплавленной пластмассы из питателя в матрицу;
- поднутрение — предотвращает попадание холодного материала в питатели, а в конечном счете в пластиковую деталь. Обычно поднутрения располагаются на конце стояка или питателя.
В процессе проектирования задаются размеры и расположение стояка, питателей, литников и поднутрений. Все это легко изменяется, позволяя выполнить компоновку оптимальным образом (рис. 12).
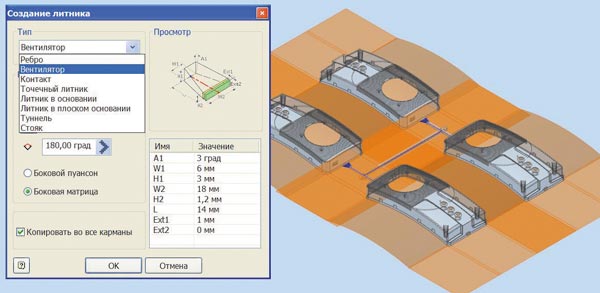
Рис. 12. Диалоговое окно создания литника
Функция проектирования выталкивателей позволяет изъять пластмассовую деталь, автоматически поворачивая ее параллельно плоскости разъема, выбрать подходящие выталкиватели из набора библиотек различных производителей и разместить их. При этом в матрице и во всех плитах, через которые проходят выталкиватели, автоматически вырезаются необходимые отверстия с соответствующими зазорами, которые в случае необходимости можно изменить. Одновременно выполняется обрезка выталкивателей заподлицо с профилем матрицы. Для предотвращения проворота выталкивателей с пространственным профилем выталкивающей части предусмотрено четыре различных типа блокировки вращения.
Следующий шаг проектирования пресс-формы — построение ползунов (функция Ползун). В диалоговом окне выбирается тип ползуна — GENERIC, HASCO, PUNCH — либо выполняется настройка любого из них для получения пользовательского исполнения (рис. 13). После указания параметров размещения ползуна осуществляется генерация готового узла.
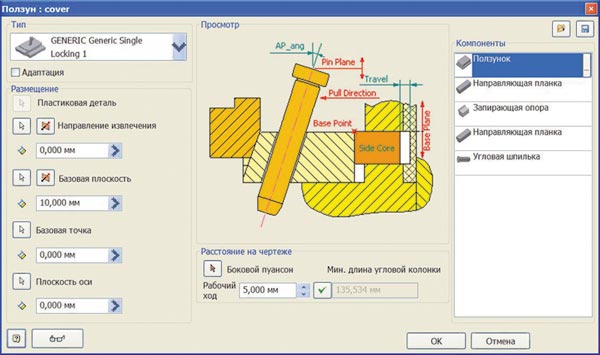
Рис. 13. Диалоговое окно построения ползуна
Аналогичным образом выполняется построение подъемника, который обеспечивает плавное открытие и закрытие пресс-формы. Модуль Mold Design учитывает геометрию вставленных узлов и автоматически делает необходимые вырезы в плитах, то есть максимально задействованы принципы функционального проектирования, столь характерного для Inventor.
Система охлаждения пресс-формы состоит из каналов охлаждения и компонентов. Размещение каналов охлаждения выполняется или по управляющему эскизу, или на грани с двумя линейными ребрами в качестве опорных элементов. При этом можно применять цековку, трубную резьбу и рассверливание, учитывая тем самым соответствие технологии производства.
Затем с помощью функции Компоненты системы охлаждения выбираются расположение, размеры и параметры компонентов. Представлены восемь типов компонентов системы охлаждения: перегородка, каскадное водное соединение, соединитель, труба теплообменника, уплотнительное кольцо, пробка трубы, притертая пробка и спиральный пуансон.
Для окончательного конструктивного оформления узлов пресс-формы предусмотрены возможности объединения отдельных матриц и пуансонов в одну матрицу и пуансон (для многоместных пресс-форм), а также выполняется проверка пространственных взаимодействий в сборке (функция Логическое выражение для пресс-формы), позволяющая убедиться в правильности позиционирования всех компонентов и при необходимости выполнить редактирование.
После построения цифрового прототипа пресс-формы на завершающем этапе проектирования необходимо получить двумерные чертежи, что обычно занимает очень много времени у конструкторов. Для повышения производительности труда функция Двумерный чертеж позволяет в автоматическом режиме сгенерировать чертежи, содержащие основные виды, размеры, листы детали, позиции, таблицы отверстий и т.д. Можно также определить групповые чертежи на основе текущего документа Mold Design и настроить для них файлы чертежей, включая формат листа, размерный стиль, маркер центра (рис. 14). Если автоматически сгенерированные чертежи не соответствуют требованиям, их можно вручную отредактировать в среде Inventor Drawing.
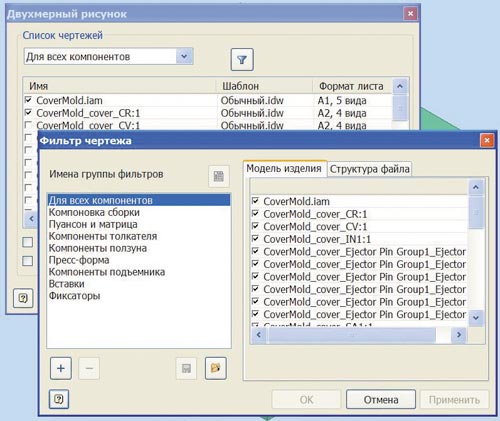
Рис. 14. Фильтр настройки для получения групповых чертежей
Таким образом, Autodesk Inventor Tooling дает конструкторам и технологам мощные интеллектуальные инструменты и каталоги для быстрого и точного создания пресс-формы непосредственно на базе цифрового прототипа детали.
В данной статье мы рассмотрели лишь некоторые возможности Autodesk Inventor Tooling 2010. Если вы хотите узнать больше, получить демо-версию, протестировать ПО на реальных проектах — приходите на один из тест-драйвов, посвященных Inventor Tooling и другим решениям Autodesk. Подробная информация и регистрация на сайте: www.autodesk.ru/events.

