
CAM-система PowerMILL: изготовление моноколеса турбины за 2 часа!
Назначение CAD/CAMтехнологий для машиностроения, на наш взгляд, можно сформулировать очень кратко: обеспечение безошибочного проектирования и подготовки производства изделий в кратчайшие сроки и с минимальными затратами. Поэтому на ОАО «СКБТ» (Специальное конструкторское бюро турбостроения, г.Пенза) планомерно ведется комплексная работа по внедрению САПР на предприятии.
Сегодня для технологической подготовки производства, а именно для разработки высокоэффективных управляющих программ (УП) для обработки моноколес турбокомпрессоров при помощи пятиосевых станков с ЧПУ на ОАО «СКБТ» используется CAMсистема PowerMILL, разработанная компанией Delcam plc (Великобритания). Обработка моноколес ведется на пятиосевом станке Hermle C40.
Отдел программистовтехнологов ЧПУоборудования в ОАО «СКБТ» практически полностью укомплектован молодыми специалистами, прошедшими переобучение как в российских, так и в зарубежных центрах CAD/CAMтехнологий. Порядка 90% сотрудников отдела — это выпускники Пензенского государственного университета (ПГУ), прошедшие обучение в Центре компьютерного проектирования (ЦКП) «ДелкамПенза». Благодаря плодотворному сотрудничеству с фирмой Delcam plc и ее российскими филиалами, ОАО «СКБТ» эффективно использует современные технологии металлообработки на собственном производстве.
В настоящий момент на предприятии для обработки моноколес турбин используется несколько методик программирования станков с ЧПУ. Рассмотрим их подробнее.
На предварительном этапе 3Dмодели моноколеса и заготовки создаются в CADсистеме PowerSHAPE либо импортируются в готовом виде посредством программыконвертора CADданных PSExchange. Импортированная 3Dмодель может быть проверена средствами PowerSHAPE на отсутствие ошибок и при необходимости доработана. После того как 3Dмодели детали и заготовки проверены на отсутствие ошибок, они передаются в CAMсистему PowerMILL для разработки управляющих программ.
Перед началом разработки УП в PowerMILL необходимо задать требуемые параметры: задать заготовку и математическую модель детали, выбрать инструмент, назначить безопасные высоты, начальную и конечную точки и прочие исходные данные. В качестве заготовки принимается «заготовка по модели», предварительно созданная в PowerSHAPE с припуском 2 мм на цилиндрическую образующую колеса (рис. 1).
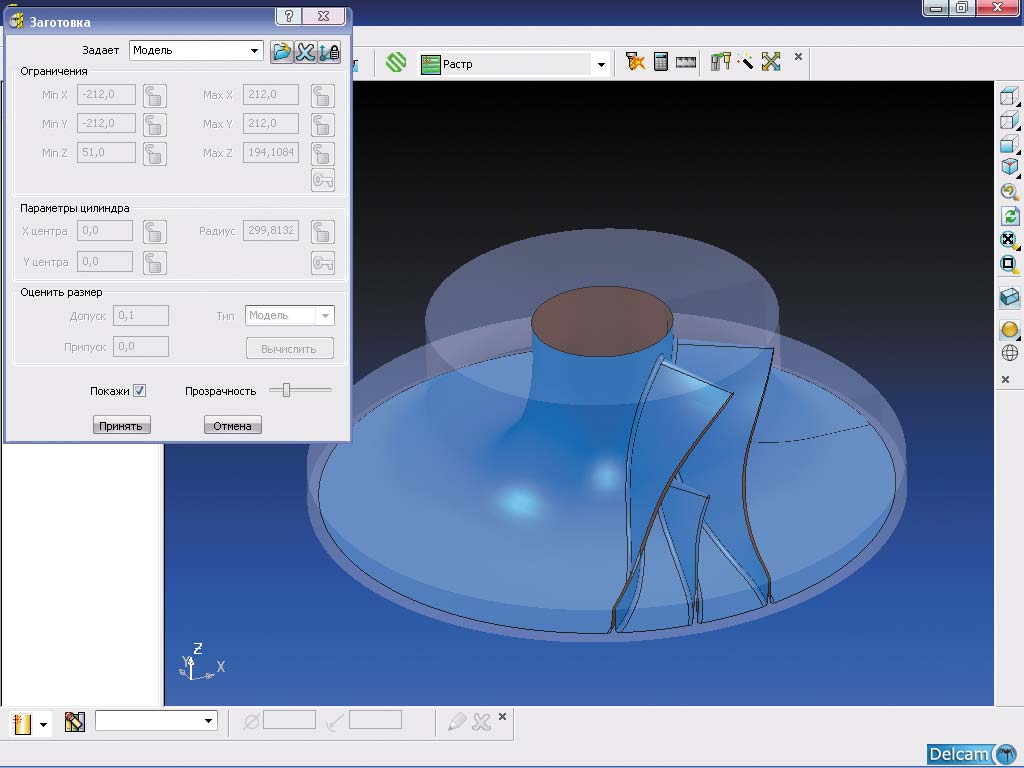
Рис. 1. Импортированная математическая модель детали и окно способа задания заготовки
Первый вариант программирования предусматривает использование классических схем. Рассмотрим сначала черновую обработку, для которой используется шаровая двухзубая фреза с пластинами из твердого сплава. Координаты начальной точки задаются параметром По центру заготовки на безопасной Z. Безопасные высоты устанавливаются «по заготовке». В разделе подачи задаются режимы обработки.
В PowerMILL, являющейся одной из самых совершенных CAMсистем, реализовано огромное многообразие стратегий для создания траекторий обработки. Это позволяет технологу выбрать наиболее подходящий способ обработки и дает возможность обработать поверхности сложной формы. Основными стратегиями, которыми располагает программа PowerMILL, предназначенными для обработки деталей типа «моноколесо» классическим методом, являются «проекция поверхности» (для черновой выборки межлопаточного пространства) и «боком фрезы» (для обработки лопаток колеса компрессора).
В процессе разработки траекторий мы выяснили, что применение стратегии «проекция поверхности» требует ручного редактирования угла наклона оси инструмента (фрезы) к нормали ступицы колеса (рис. 2). Общий смысл редактирования данной стратегии заключается в том, чтобы переориентировать ось инструмента посередине межлопаточного пространства и тем самым уменьшить вылет фрезы и исключить возможность зарезов.
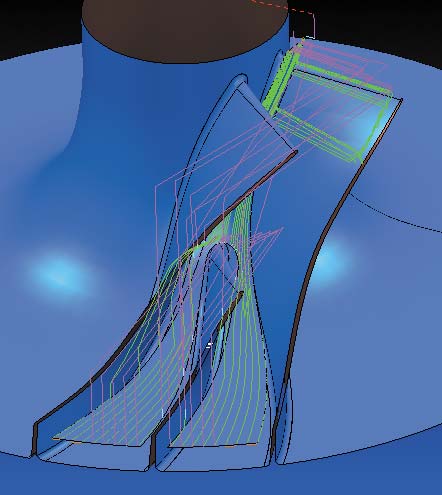
Рис. 2. Траектория черновой выборки без ручного редактирования
В качестве черновой стратегии мы использовали многопроходную обработку межлопаточного пространства по слоям, причем максимальная толщина слоя равна диаметру фрезы.
Чистовая обработка дна происходит по тому же принципу, что и черновая, но с меньшим шагом. Предварительно в программе PowerSHAPE эквидистантно ступице создаются справочные поверхности, ограниченные поверхностью лопаток с учетом половины диаметра фрезы и припуска на обработку. Созданные справочные поверхности используются в качестве границ для траектории перемещения инструмента. Затем для каждой из справочных поверхностей создаются кривые, которые, так же как и справочные поверхности, экспортируются через программу PSExchange (рис. 3).
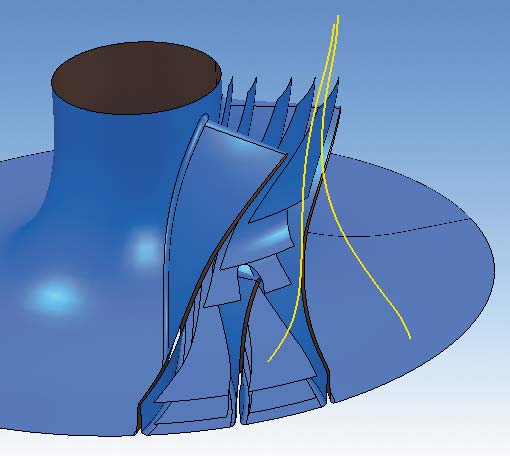
Рис. 3. Построение промежуточных плоскостей и кривых для обработки
Затем поочередно импортируются модели поверхностей и кривых и для каждой линии создается шаблон. Созданные шаблоны трансформируются (перемещаются на некоторую величину от поверхности обода) так, чтобы при следовании инструмента вдоль кривой шаблона фреза не касалась поверхностей лопаток.
При выборе траектории появляется диалоговое окно проекционной обработки, где в панели Ось фрезы задается параметр Угол атаки/Наклона. При обработке первых двух слоев зарезы отсутствуют и потребность в редактировании траектории отпадает. При создании последующих траекторий обработки обнаруживаются зарезы. Для их устранения необходимо изменить ось наклона фрезы. Для этого выделяется зарезающий участок траектории и в подменю выбирается Правка → Ось инструмента. В окне редактирования сохраняется выбор, в окне Ось фрезы задаются параметр От кривой и соответствующий шаблон с сохраненной в нем кривой, по которой и будет проходить ось инструмента (рис. 4).
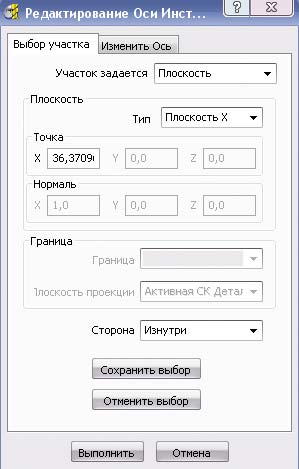
Рис. 4. Окно редактирования наклона оси инструмента

Рис. 5. Отредактированная черновая траектория выборки межлопаточного пространства
На рис. 5 представлена отредактированная черновая траектория выборки межлопаточного пространства, а на рис. 6 — визуализация этой траектории.
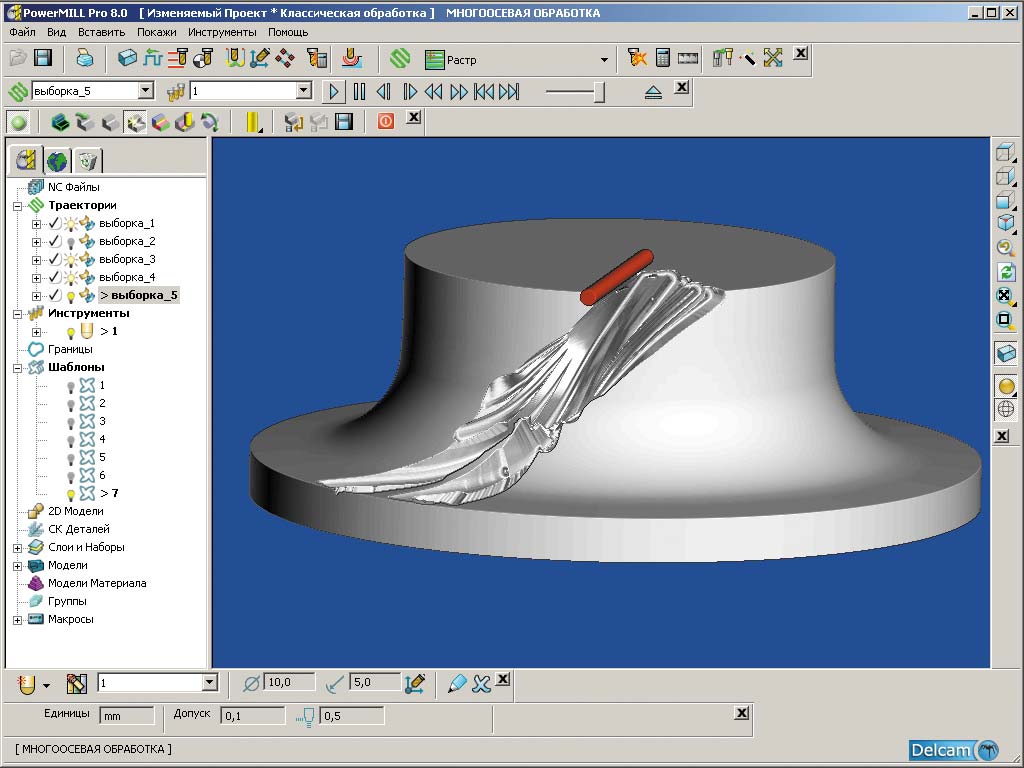
Рис. 6. Визуализация черновой обработки одной секции колеса по слоям
Для обработки боковых поверхностей лопаток используется стратегия Боком фрезы, которая позволяет получить высокое качество поверхности. Для устранения деформации лопатки применяется многопроходная обработка. На рис. 7 представлены параметры обработки, а на рис. 8 и 9 траектория обработки и ее визуализация.
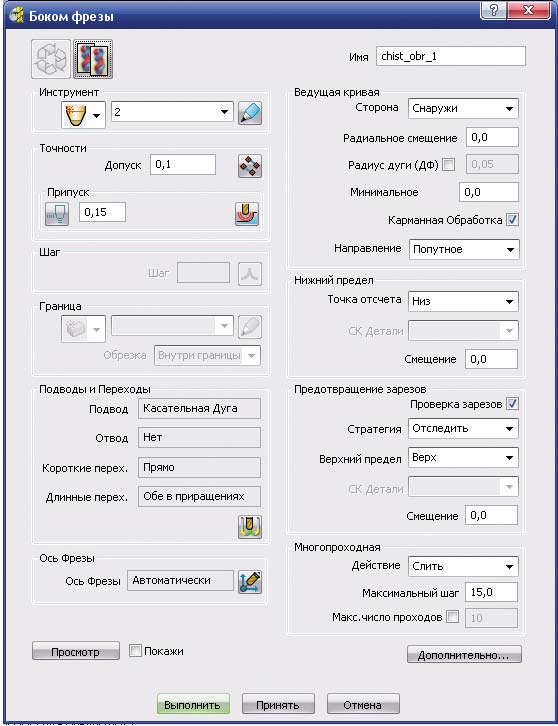
Рис. 7. Параметры обработки Боком фрезы
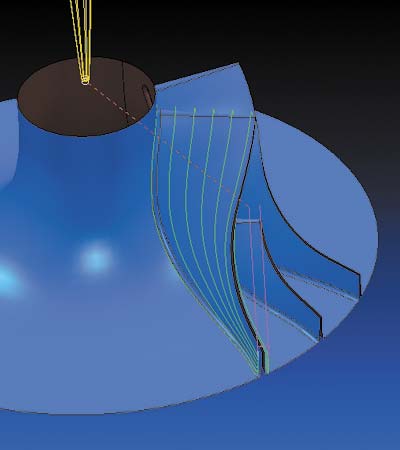
Рис. 8. Траектория обработки Боком фрезы
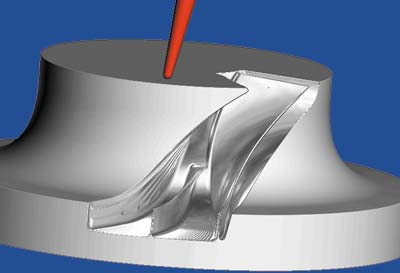
Рис. 9. Визуализация обработки Боком фрезы
Второй вариант программирования фрезерной обработки моноколес был опробован в прошлом году, после того как компания Delcam выпустила специальный модуль «Моноколеса», предназначенный для обработки деталей типа крыльчатка. ОАО «СКБТ» приобрело этот модуль, показавший при тестировании высокую эффективность.
В модуле «Моноколеса» в качестве черновой обработки межлопаточного пространства используется специальная стратегия Выборка моноколеса (рис. 10).
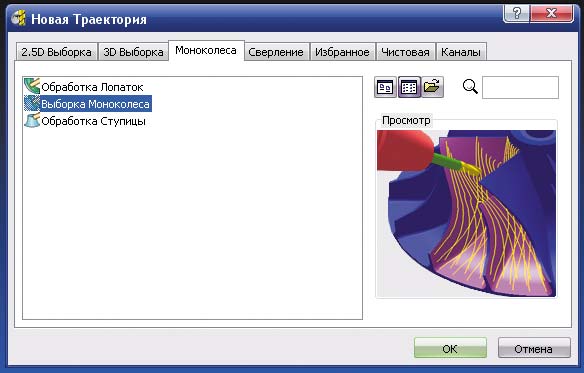
Рис. 10. Диалоговое окно выбора стратегии обработки в модуле «Моноколеса»
В диалоговом окне данной стратегии в соответствующих панелях задается ранее созданный инструмент, параметры точности и геометрия колеса. В панели Обработка выбирается смещение и направление движения инструмента. Назначаются параметры переходов и подводов. Траектория и ее параметры представлены на рис. 11, визуализация — на рис. 12.
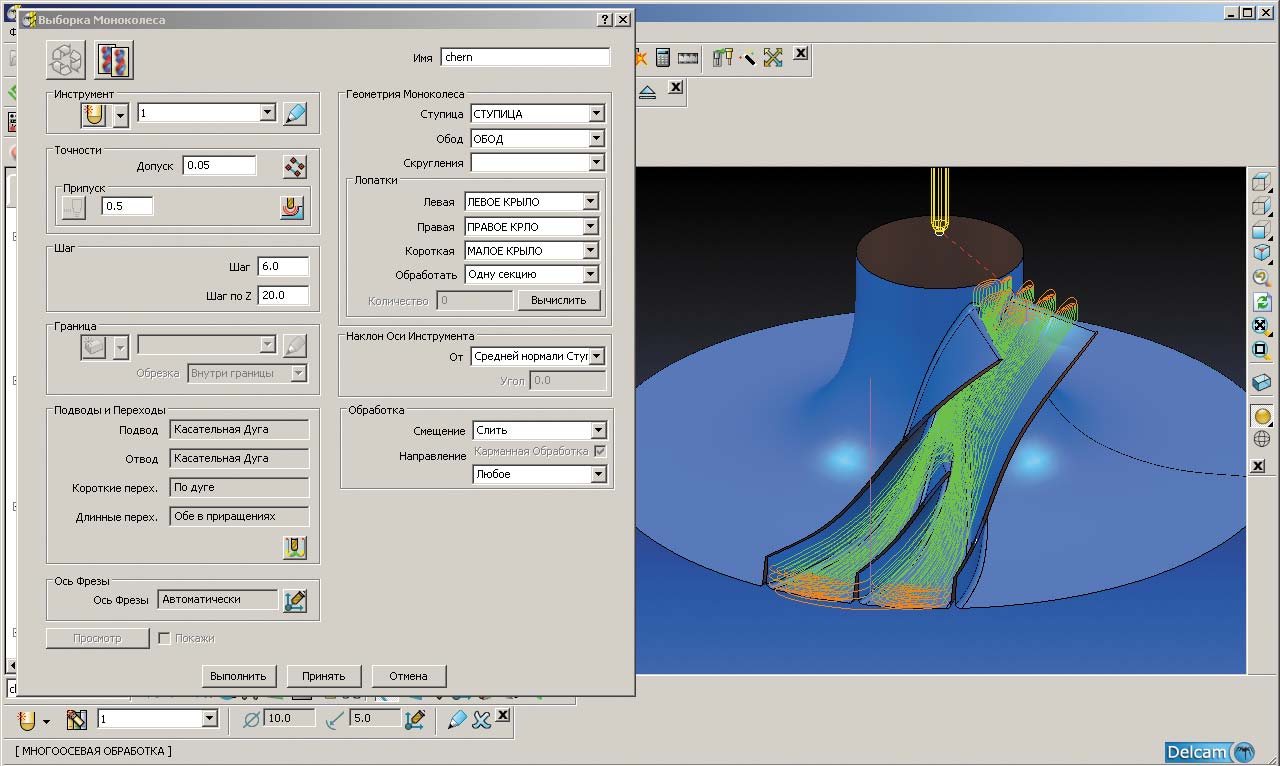
Рис. 11. Траектория выборки и ее параметры
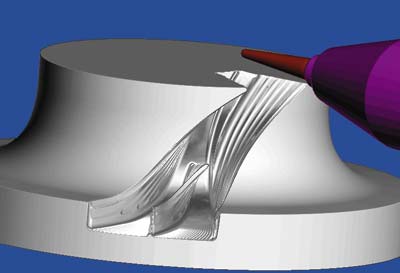
Рис. 12. Визуализация выборки колеса компрессора
В модуле «Моноколеса» для обработки лопаток доступна стратегия, которая ведется вершиной фрезы. Стратегия обработки вершиной фрезы боковой поверхности лопаток в модуле «Моноколесо» специально спроектирована для фрезерования прочных сплавов, однако для фрезерования боковых поверхностей лопаток моноколеса, изготовленных из алюминиевых сплавов, более эффективным будет использование классического варианта обработки боковых поверхностей траекторией Боком фрезы, который уже был нами рассмотрен.
Процесс проектирования двух вариантов технологии был выполнен для того, чтобы, исходя из скорости и удобства программирования, а также качества и равномерности фрезерования, выявить оптимальный способ. Анализ показал, что специально разработанный модуль «Моноколеса» по всем показателям намного превосходит ручное программирование.
Процесс проектирования обработки классическим методом в 56 раз более продолжительный. Если программирование в модуле занимает около 3040 минут, то программирование классическим методом занимает 56 часов. С учетом отладки траектории и коррекции на программирование по модулю «Моноколесо» уходит 23 часа, а классическим методом — до 20 часов и более.
Качество поверхности детали при обработке при помощи УП, спроектированной в модуле «Моноколеса», гораздо выше. Разность высот припуска до и после черновых переходов равномерная, что дает возможность обработать деталь без ударов и чрезмерной нагрузки на инструмент. При ручном проектировании классическим методом этого достичь сложно.
Время отладки программы для серийного производства составляет порядка 25 часов. Время обработки одного колеса диаметром 300 мм составляет при этом около 2 часов. Для сравнения: в период освоения станка Hermle C40 УП для фрезерования моноколес программировалась поставщиком оборудования в конкурирующей CAMсистеме, при этом время обработки на момент запуска пробной технологии составляло 5,5 часов.
На рис. 13 представлена фотография колеса компрессора турбины, обработанного по созданной нами технологии.
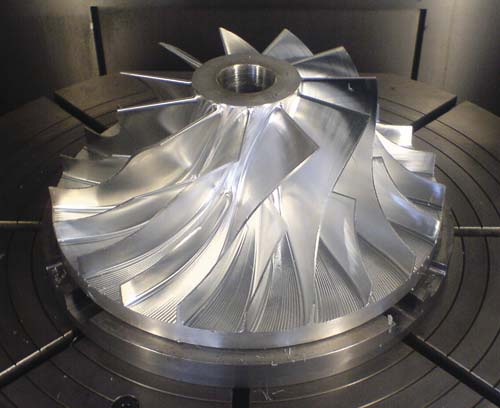
Рис. 13. Обработанное колесо компрессора турбины
Существенное повышение производительности обработки было достигнуто благодаря ряду конструкторскотехнологических решений. В первую очередь значительное влияние оказало эффективное использование программного продукта PowerMILL. Вторым по значимости стало применение конусных фрез типа «морковка». Это позволило обрабатывать колесо на чистовых переходах за один проход. Конструкторский фактор имеет не менее важное значение. После совместных консультаций технологов и конструкторов было принято решение изменить форму ступицы моноколеса, сформировав на ней желобки, которые будут выполнять функцию направляющих для потока воздуха. Их наличие будет способствовать образованию ламинарного потока, минимизируя турбулентность, что позволит повысить эффективность турбокомпрессора в целом. Формирование поверхности ступицы при наличии таких конструктивных решений происходит при меньшем количестве рабочих ходов, поскольку желоба формируются целенаправленным перемещением фрезы по поверхности ступицы с большим шагом, что существенно экономит время обработки.
Особенно актуально применение программных продуктов Delcam на опытном производстве. Представленное на рис. 13 моноколесо турбины является совместной разработкой с хорватской фирмой и представляет собой часть установки для выработки электроэнергии при сжигании биотоплива. При совместной международной кооперации в области проектирования сложных изделий опытному производству очень важно быстро реагировать на конструкторские изменения. Поскольку при каждом испытании турбины вносилось множество поправок в конструкцию лопаток моноколеса для получения лучших характеристик изделия, требовалось в предельно сжатые сроки изготовить абсолютно новую деталь. Для решения этой проблемы был использован блок «Моноколеса» CAMсистемы PowerMILL. С момента получения чертежа из конструкторского отдела до выхода готовой УП прошло 6 часов рабочего времени, которое включало время на подготовку трехмерной модели (в том числе редактирование: сглаживание поверхностей, создание дополнительных направляющих), выбор необходимого инструмента, оснастки, создание траекторий и т.д. На обработку детали, в том числе на наладку (выставку приспособления, инструмента и т.д.), потребовалось 3 часа.
В заключение отметим, что полученные результаты на конкретном примере наглядно продемонстрировали эффективность использования программных продуктов фирмы Delcam, в особенности специального модуля «Моноколеса». Во время посещения ОАО «СКБТ» в марте 2009 года управляющий директор Delcam plc Хью Хамфрис имел возможность лично ознакомиться с реализацией идей компании в области производства сложных деталей турбин на российском предприятии (рис. 14).

Рис. 14. Посещение ОАО «СКБТ» управляющим директором Delcam plc Хью Хамфрисом (в центре)
Техн. директор ОАО «СКБТ».
Максим Савельев
Ведущий программисттехнолог ОАО «СКБТ».
Анатолий Машков
Директор ЦКП «ДелкамПенза».
Сергей Нестеров
Сотрудник ЦКП «ДелкамПенза».
Елена Коблова
Студентка ПГУ.

