
ADEM-VX. Пример высокотехнологичной обработки корпусных деталей
В современном мире важнейшее значение приобретают увеличение производительности труда, минимизация потерь и сокращение трудозатрат за счет применения новейшего оборудования, уменьшения ручных, непроизводительных работ, использования новых методов проектирования и обработки. Причем особенно актуально это в условиях разразившегося экономического кризиса, когда эффективное предприятие получает значительные преимущества на рынке машиностроительного производства.
Все вышесказанное наглядно демонстрирует такой пример, как разработка и изготовление сложных корпусных деталей в мелкосерийном производстве. Технология их изготовления на машиностроительных предприятиях обычно предполагала пооперационное изготовление с использованием большого количества оборудования, а также проектирование и изготовление многочисленной оснастки и приспособлений. Применение обрабатывающих центров ограничивалось возможностями как станков, так и применяемых САD/CAMсистем.
В настоящее время ситуация существенно изменилась. Бурный рост современных технологий позволяет использовать современные обрабатывающие центры с высочайшей степенью эффективности. Однако правильный выбор системы проектирования УП, а также применяемого для данных задач оборудования имеет решающее значение в создании технологий, позволяющих максимально эффективно выполнять обработку деталей.
Сегодня на рынке представлен достаточно широкий спектр систем, работающих в направлении автоматизации производства. Большинство из них имеют средства для построения объемных моделей и последующего создания управляющих программ (УП) для их обработки на станках с ЧПУ. Существующее в них разнообразие способов механической обработки связано в первую очередь с желанием сократить затраты на изготовление детали заданной формы и качества, используя для этого наиболее подходящее и доступное оборудование. Современная терминология определяет следующие разновидности фрезерной обработки в зависимости от количества одновременно управляемых осей станка:
- 2,5координатная — перемещения по трем координатам на холостом ходу, однако одновременные перемещения на подаче не более чем по двум;
- 3координатная — одновременные перемещения на подаче по трем координатам с постоянным направлением оси шпинделя;
- 45координатная — одновременные перемещения на подаче по трем координатам с возможностью поворота шпинделя или стола по однойдвум осям.
Отдельным пунктом следует выделить вид обработки, совмещающий 2,5/3координатное фрезерование с возможностью поворота стола/шпинделя на фиксированные углы. Именно этот способ чаще всего применяется для обработки деталей, требующих доступа инструмента с разных сторон (например, корпуса), или обработки нескольких одинаковых деталей на многоместных приспособлениях. Устоявшегося названия этот способ обработки не имеет, поэтому можно употреблять следующие наиболее распространенные варианты: «Фрезерование 3+2» или «Зонная обработка». Правда, в некоторых CAMсистемах такой вид обработки приравнивают к 5координатам — на наш взгляд, это в корне неверно и вводит пользователя в заблуждение.
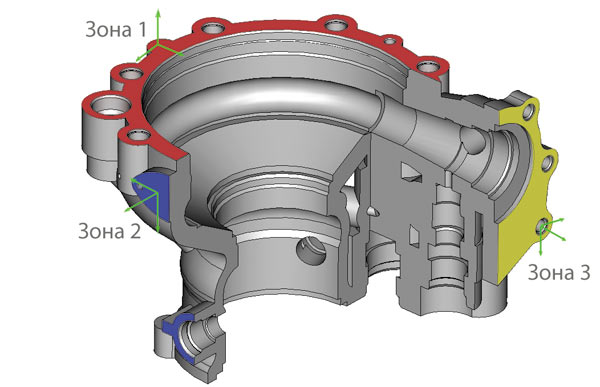
Рис. 1. Распределение зон на модели
Поскольку суть процесса от названия «практически не меняется», далее будем использовать последний вариант названия, но с небольшими оговорками. Это касается в первую очередь возможностей самого станка. Большинство современных обрабатывающих центров позволяют работать в единой системе координат, сохраняющейся после поворота, — иными словами, станок сам следит за положением инструмента после поворота детали. Именно для таких станков более применимо название «Фрезерование 3+2».
Однако существует немало станков, требующих формирования УП в отдельной системе координат (СК). Это могут быть 2,53координатные обрабатывающие центры с функцией поворота стола или 45координатные станки, токарнофрезерные обрабатывающие центры, имеющие возможность установки вращающегося инструмента. Такие станки обеспечивают вращение детали, установленной в одном из шпинделей, с одновременным перемещением фрезы по трем линейным координатам и поворотом вокруг одной из осей. Похожая ситуация возникает при работе на фрезерных станках, требующих переопределения СК и точки начала обработки после каждого поворота. Таким образом, необходимо наличие зоны, где располагаются элементы, обработка которых выполняется в отдельной СК. Применительно к этим станкам более близким является термин «Зонная обработка».
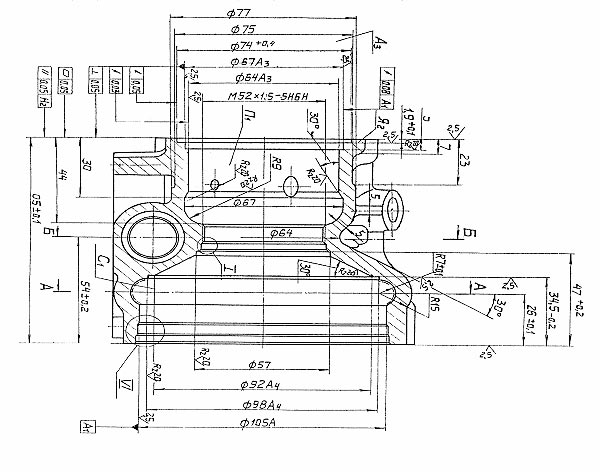
Рис. 2. Корпус топливного насоса
Оба варианта реализованы в системе ADEMVX, и допускается их использование с любыми видами обработки.
В первом случае для каждого обрабатываемого объекта достаточно установить локальную СК, в которой будет создана траектория. При формировании управляющей программы постпроцессор автоматически определит положение текущего объекта в общей системе координат детали и рассчитает необходимые углы для позиционирования инструмента или стола.
В случае работы с зонами система координат детали трактуется как СК осей поворота — некий общий центр. Основой для проектирования маршрута служит список зон с описанием необходимых технологических параметров. Каждая зона имеет собственную систему координат, заданную относительно общего центра, и на ее основе определяется, каким образом зона расположена в пространстве и как следует рассчитывать углы поворота для того, чтобы вывести инструмент в нужное положение. Траектория обработки любого конструктивного элемента, связанного с зоной, будет формироваться в системе координат соответствующей зоны (рис. 1).
Проектирование обработки при таком подходе удобнее начинать именно с формирования списка зон и только потом приступать к созданию маршрута. В этом случае при создании технологического перехода (например, Фрезеровать => Колодец) можно будет сразу выбрать зону, с которой следует связать конструктивный элемент. В остальном же создание переходов практически не отличается от стандартных методов, принятых в технологическом модуле ADEMVX.
Но давайте перейдем от теории к практике. Наиболее типичными из корпусных деталей, требующих зонной обработки, являются корпуса насосов и элементы топливной аппаратуры (рис. 2). Последние, как правило, содержат значительное число сложнопрофильных отверстий, требующих точной расточки. Обработка таких отверстий обычно выполняется последовательно набором стандартного инструмента или с применением специализированного инструмента. Однако задача значительно усложняется при наличии в отверстии поднутрений, поскольку требует использования расточных резцов различного профиля.
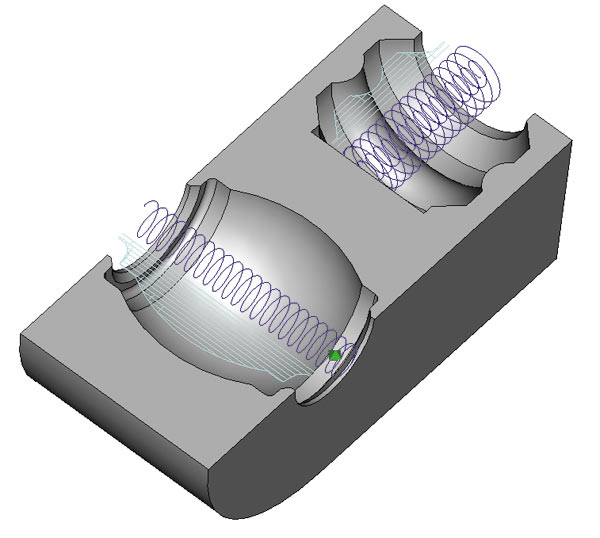
Рис. 3. Сечение основной камеры топливного насоса
Рассмотрим внимательно сечение основной камеры представленного насоса (рис. 3). Как видно из чертежа, точность обработки и множество переходных радиусов и фасок с различными углами требуют применения большого количества инструмента, а именно 64 единицы.
Решением проблемы является использование управляемых расточных систем, позволяющих динамически смещать режущую кромку от оси вращения, пока сама головка движется вдоль оси. Как правило, конструкция расточной системы такова, что позволяет устанавливать в нее обычный расточной резец. Для такой схемы в системе ADEMVX был реализован отдельный вид обработки — расточка с дополнительной осью U, полностью автоматизирующая процесс обработки отверстий сложного профиля (рис. 4). Единственное отличие Uрасточки от токарной обработки заключается в том, что неподвижным элементом является обрабатываемая деталь, поэтому было логичным соединить токарную и расточную обработку. Теперь для программирования Uрасточки достаточно установить систему координат оси вращения инструмента в нужное положение в пространстве и воспользоваться токарным переходом Расточить, выбрав необходимый вид траектории и режимы обработки (см. рис. 4).
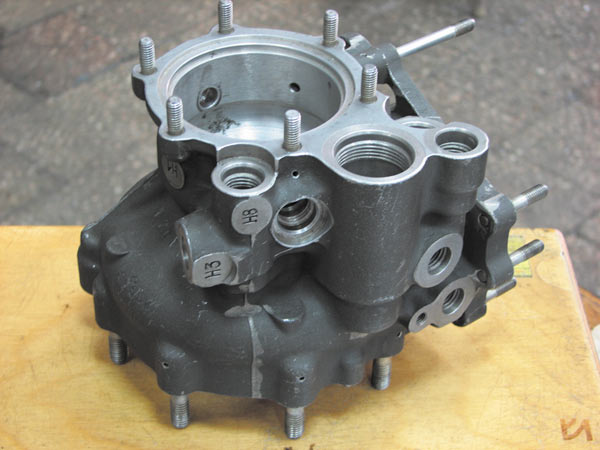
Рис. 4. Расточка сложнопрофилированных отверстий в системе ADEM-VX
Давайте сравним два варианта обработки корпуса топливного насоса — «традиционный» и оптимизированный с применением зонной обработки. Во втором случае разработка УП выполнялась с применением системы ADEMVX.
В первом случае работа велась на 3координатном станке TwinHorn VX850L, оснащенном системой ЧПУ Fanuk 21i с использованием приспособлений для установки детали в различных угловых положениях (всего их потребовалось 27 штук). Для расточки применялись стандартные расточные системы фирмы D’Andrea.
Общая трудоемкость изготовления корпуса насоса при «традиционном» методе составила 74 часа без учета трудоемкости изготовления оснастки и приспособлений. Кроме того, изменение приспособлений и оснастки требовало очень тщательной и внимательной работы оператора станка, так как любая ошибка в его действиях могла привести к неисправимому браку. Таким образом, было потеряно одно из основных преимуществ работы на обрабатывающих центрах — максимальная непрерывность работы УП. Только это может в данном случае привести к эффективному сокращению времени обработки.
Во втором случае применялась зонная обработка на модифицированном станке TwinHorn VX1050L. Для его модификации специалисты НПФ «Вест Лабс» закупили раму станка, а в качестве дополнительного оборудования поставили на нее глобусный стол собственной конструкции. Была модернизирована и стойка ЧПУ: на станок установили продукцию «Вест Лабс» — систему WL5M, позволяющую вести 6координатную обработку и использовать системы активного лазерного контроля. Позиционирование осуществлялось при помощи упомянутого 2координатного глобусного стола. Все расточные операции выполнялись с помощью модернизированной расточной системы ТА100 фирмы D’Andrea (рис. 5). После ее доработки точность позиционирования составила 5 микрон и позволила достичь качества обработки отверстий, соответствующего квалитету Н7.
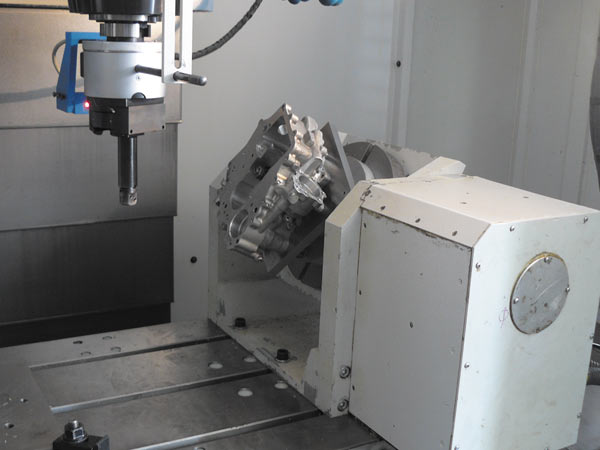
Рис. 5. Обработка корпуса на станке
Эти свойства также были обеспечены за счет применения системы лазерного измерения инструмента. Она позволяет практически полностью исключить случаи поломки инструмента и контролировать его износ. Также была использована система активного управления положением инструмента при выполнении управляемых расточных операций, что позволило избежать «погрешностей» позиционирования резцов, связанных с люфтами в механике расточной головки.
Отдельно следует сказать о применяемом глобусном столе на «прямых двигателях». Разработанный НПФ «Вест Лабс» (г.Харьков) стол обеспечивает точность позиционирования 7 угловых секунд (см. рис. 5). Его использование исключило возможность возникновения люфтов, появляющихся при применении обычных (червячных) столов для позиционирования, что также позволило достичь требуемого качества изготовления изделия.
Применение второго способа обработки (использование зон) привело к существенному сокращению числа приспособлений и установок — например приспособлений осталось два. Уменьшилось и количество используемого инструмента — всего 22 единицы. Столь резкое сокращение количества инструмента обусловлено применением расточных операций в обрабатываемых отверстиях по траектории профиля сечения отверстия с точным позиционированием по оси отверстий и выполнением чистовых проходов расточными резцами с гарантированной точностью. Трудоемкость изготовления корпуса составила 12 часов.
На примере изготовления характерной корпусной детали показано высокотехнологичное решение, представляющее собой сочетание выбранных стратегий обработки и их осуществление на грамотно подобранном оборудовании. Более того — на оборудовании, специально модифицированном для реализации замысла технолога. В данном случае речь идет о выборе стратегии обработки в широком диапазоне, который предоставляет отечественная интегрированная CAD/CAM/CAPPсистема ADEM.
Таким образом, изготовление данной мелкосерийной корпусной детали доказало высокую эффективность как используемой САD/CAM/CAРРсистемы ADEMVX, так и применяемого оборудования.

