
Особенности методов проектирования сквозных техпроцессов в среде АС ТПП Techcard при изготовлении изделий ЯЭУ в условиях ОАО «ОКБМ Африкантов»
Особенность проектирования технологических процессов на изделия ЯЭУ, изготавливаемые в ОКБМ
Процедура последовательной разработки сквозных ТП
Основные задачи усовершенствования методики разработки сквозных ТП с применением системы Techcard
В статье рассматривается опыт применения АС ТПП Techcard для разработки сквозных техпроцессов и формирования единого электронного комплекта документов технологического процесса.
Введение
Федеральный научнопроизводственный центр ОАО «ОКБМ Африкантов» более 60 лет разрабатывает ядерные энергетические установки (ЯЭУ) различного назначения.
В настоящее время ОКБМ — одна из ведущих организаций отрасли, крупный научнопроизводственный центр атомного машиностроения, располагающий многопрофильным конструкторским и технологическим коллективом, собственной исследовательской, экспериментальной и производственной базой. Научнопроизводственный потенциал ОКБМ позволяет выполнять весь комплекс работ по созданию различных типов реакторных установок и всего спектра оборудования для них. Проводятся разработка конструкторской документации, выполнение необходимых расчетов, НИР и ОКР. Изготавливаются и испытываются опытные образцы с отработкой промышленной технологии производства. Производится изготовление и монтаж штатного оборудования, его пусконаладка и ввод в эксплуатацию, сервисное обслуживание оборудования на действующих объектах, снятие с эксплуатации. Производство ОКБМ в основном единичное и мелкосерийное, характеризующееся широкой номенклатурой выполняемых заказов и низкой повторяемостью.
Разработка конструкторской и технологической документации, проектирование специальной оснастки и нормирование техпроцессов производятся в единой среде программного комплекса разработки ОДО «ИНТЕРМЕХ». В частности, применяются следующие программные средства: TDM/PDM/Workflowсистема Search, система автоматизации конструкторского проектирования деталей и сборочных единиц Cadmech, система автоматизации технологической подготовки производства Techcard, АРМ Конструктора оснастки, АРМ Трудового нормирования ТП. Для подготовки расцеховочных маршрутов, подсчета и заказа материалов, внутрицехового планирования и управления производством используется программа АСВП, разработанная в ОКБМ. Исходными данными для этой системы являются данные, полученные в системах конструкторского проектирования и технологической подготовки производства (рис. 1). Данные из систем Search и Techcard передаются в систему АСВП автоматически.
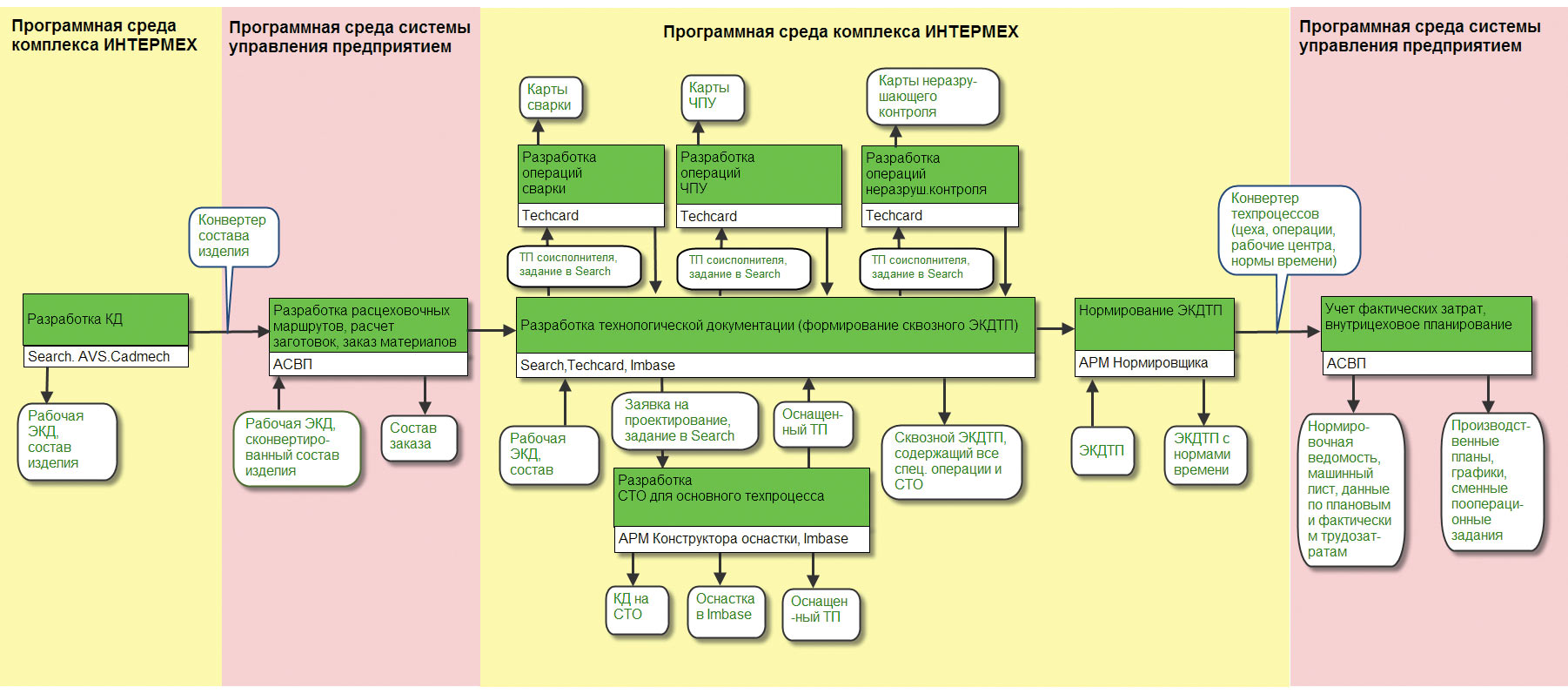
Рис. 1. Укрупненная графическая схема КТПП
Особенность проектирования технологических процессов на изделия ЯЭУ, изготавливаемые в ОКБМ
Производственная база ОКБМ состоит из основных цехов, заготовительного цеха и цеха термической обработки. В основных цехах есть сварочные участки, лаборатории неразрушающих методов контроля, участки станков с ЧПУ.
Для каждого из цехов разрабатывается свой технологический процесс (ТП) и формируется комплект документов технологического процесса (КДТП). Учитывая специфику мелкосерийного и единичного типа производства, технологические процессы носят в основном маршрутнооперационный характер, подробно разрабатываются наиболее сложные операции и операции для станков с ЧПУ. В ОКБМ формируется единый комплект документов сквозного технологического процесса со сквозной нумерацией документов, содержащий в себе наряду с картами механической обработки все необходимые для изготовления изделия карты обработки на станках с ЧПУ, карты сварки, карты неразрушающих методов контроля и т.д.
Для изготовления изделия, наряду со стандартной оснасткой (калибры, штангенциркули, резцы и т.д.), возникает необходимость применения специальной оснастки. Проектированием специальной оснастки на предприятии занимается специализированное конструкторское подразделение. Обозначения специальной оснастки в ведомость оснастки КДТП вносят конструкторы после завершения ее проектирования.
После получения необходимых карт специальных операций от соисполнителей и получения обозначений специальной оснастки технолог комплектует электронный КДТП (далее ЭКДТП). АРМ Трудового нормирования ТП позволяет выполнять нормирование готового технологического процесса. Окончательно ЭКДТП формируется после получения норм времени на операции, распечатывается и передается в архив технологической документации (в бумажном виде). В процессе изготовления изделия авторское сопровождение технологических процессов осуществляет цеховой технолог. Все изменения, внесенные в КДТП в процессе изготовления изделия, находят свое отражение в ЭКДТП.
Процедура последовательной разработки сквозных ТП
До применения специализированных программ разработки технологических процессов для разработки единого КДТП применялась последовательная схема взаимодействия технологовразработчиков ТП с соисполнителями, конструкторами СТО и нормировщиками (рис. 2).
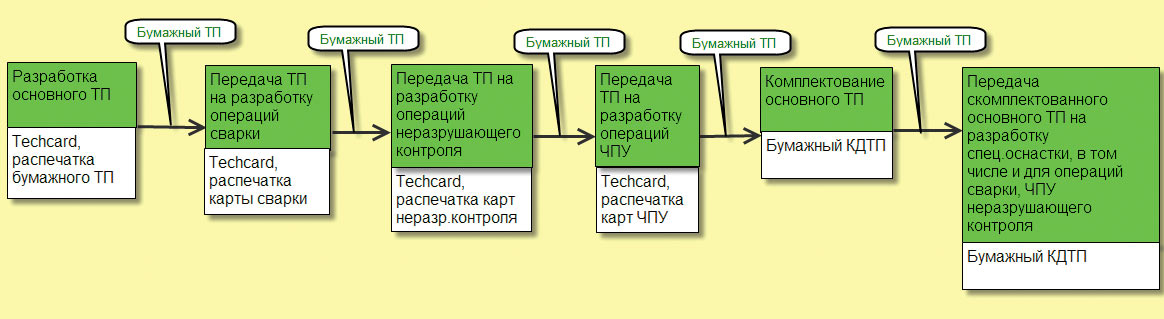
Рис. 2. Графическое описание процесса («как было»)
Для формирования необходимых операционных карт и их последующей распечатки технологи, участвующие в разработке ТП, использовали различные программы, но конечной целью было формирование объединенного бумажного КДТП. После его комплектования формировалась ведомость оснастки, содержащая в себе и оснастку, необходимую для специализированных операций сварки, ЧПУ и неразрушающего контроля. Бумажный КДТП передавался в отдел проектирования СТО. Конструкторы СТО на основе ведомости оснастки разрабатывали КД и, вписав обозначения спроектированной и утвержденной оснастки в ведомость, возвращали КДТП технологуразработчику.
Далее КДТП передавался в бюро нормирования. Нормы времени указывались в операциях КДТП и потом вручную переносились в систему учета трудоемкостей (для этого был адаптирован Excel).
Подобная процедура разработки единого бумажного КДТП трудоемка и требует много времени, поскольку необходимо последовательное перемещение бумажного КДТП из одного отдела в другой для доукомплектования необходимыми картами, проектирование специальной оснастки, нормирование и занесение норм времени с бумажного КДТП в программу учета трудозатрат.
Фактически такую схему создания бумажной технологии можно было реализовать и при использовании системы Techcard.
Основные задачи усовершенствования методики разработки сквозных ТП с применением системы Techcard
С целью сокращения производственных затрат, уменьшения объемов «бумаги», исключения недостатков проектирования единого КДТП, указанных в разделе 2, в процессе совместной работы с ОДО «ИНТЕРМЕХ» было разработано и реализовано техническое задание на доработку системы Techcard в части разработки сквозных электронных ТП для решения следующих основных задач технологической подготовки производства:
- сокращение времени разработки единого ТП за счет параллельного выполнения работ технологическими подразделениями различных направлений;
- сокращение времени разработки за счет параллельного выполнения работ по оснащению электронных ТП подразделением — разработчиком специальной оснастки;
- оформление заявок на проектирование специальных СТО для специализированных операций (сварка, ЧПУ, неразрушающий контроль) технологами соисполнителями;
- сокращение времени разработки за счет параллельного выполнения работ по оснащению специализированных операций;
- реализация возможности передачи данных из электронного ТП в систему управления производством;
- упрощение методики нормирования и учета трудозатрат, сокращение времени нормирования за счет автоматического формирования нормировочной ведомости (автоматически по данным электронных ТП формируется дерево состава заказа с привязкой к изделиям цеховизготовителей, операций, рабочих центров и норм времени);
- автоматизация и повышение производительности труда нормировщиков.
Реализация поставленных задач
Доработанный функционал системы Techcard позволил предложить и реализовать следующую схему взаимодействия технологических и конструкторских подразделений при разработке сквозного ТП (рис. 3).
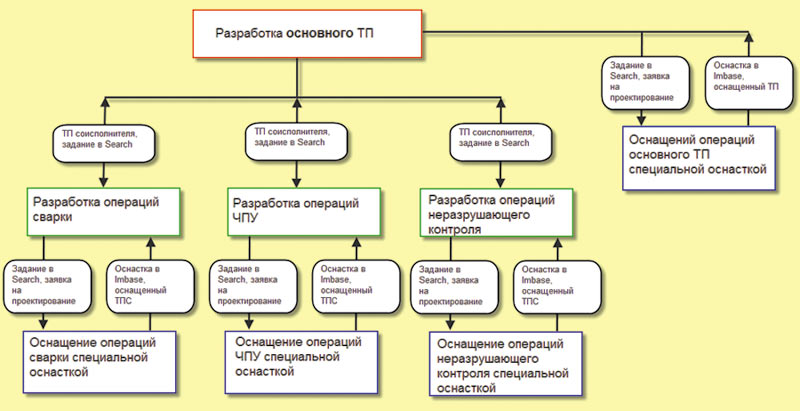
Рис. 3. Графическое описание «Как стало» с применением функционала параллельной разработки и оснащения электронных ТП в системе Techcard
Далее рассмотрена последовательность разработки сквозного ТП на примере разработки техпроцесса с одной специализированной операцией сварки, наглядно иллюстрирующая функционал Techcard.
Назначение разработки специализированной операции технологу смежного подразделения
Технологразработчик разрабатывает основной техпроцесс: создает последовательность операций, в том числе и операции смежных технологических подразделений. Для операции соисполнителя технологразработчик создает техпроцесс соисполнителя (далее ТПС), тем самым давая задание технологу смежного подразделения на разработку специальной операции для сквозного ТП (рис. 4).
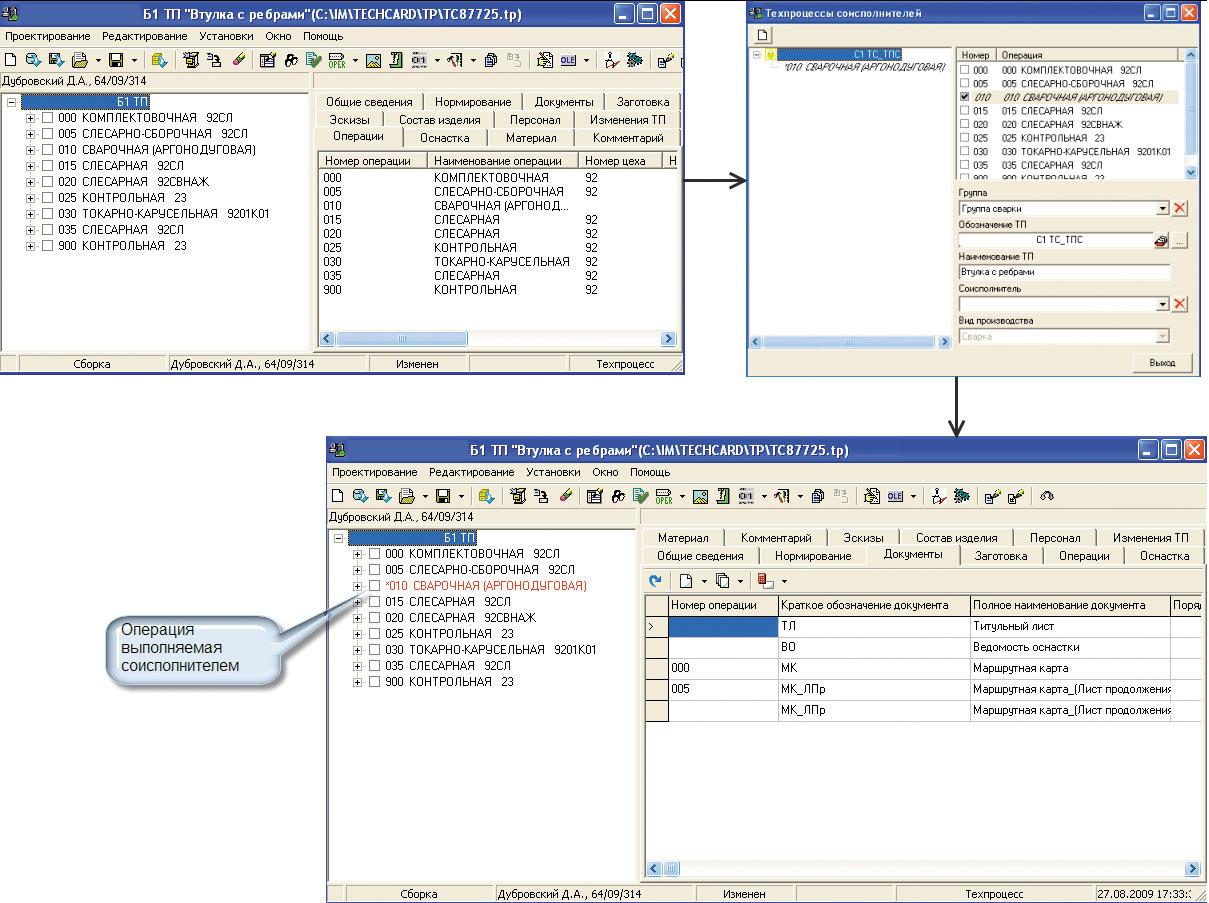
Рис. 4. Процесс создания ТПС, назначение операции технологу смежного подразделения
Одновременно технологразработчик формирует ведомость оснастки основного ТП, в которой собрана вся необходимая для выполнения операций (за исключением специализированных) специальная оснастка (рис. 5).
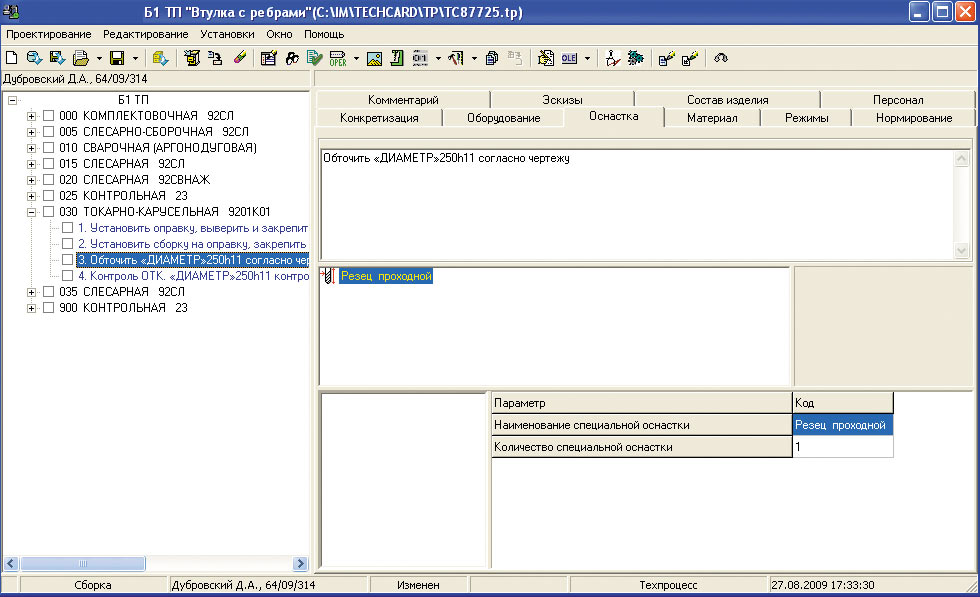
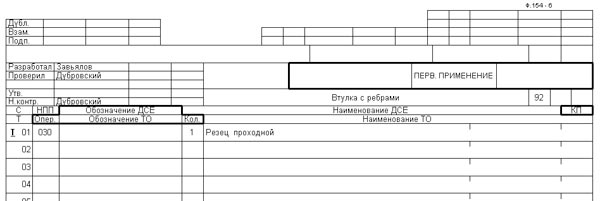
Рис. 5. Формирование ведомости оснастки основного ТП
С помощью средств маршрутизации системы Search (Workflow) технолог одновременно отправляет задание на разработку операции сварки технологу смежного подразделения и задание на разработку специальной оснастки конструктору СТО (рис. 6).
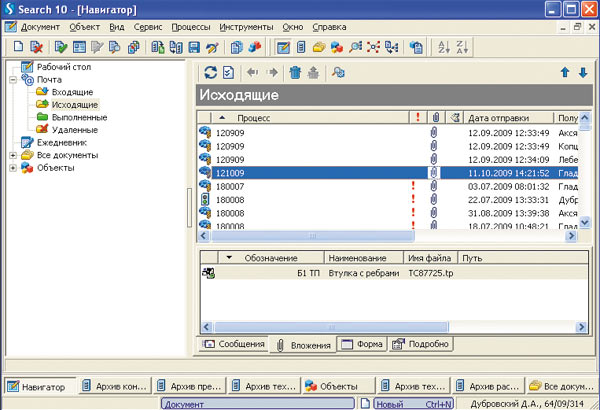
Рис. 6. Задание на разработку в почте Search
К дальнейшей разработке данного техпроцесса технологразработчик вернется, получив уведомление о готовности оснастки и спецоперации от соисполнителей.
Действия технолога смежного подразделения по разработке специализированной операции
Технолог смежного подразделения (сварка, ЧПУ, неразрушающий контроль и т.д.) получает задание на разработку специализированной операции в почте системы Search (рис. 7).
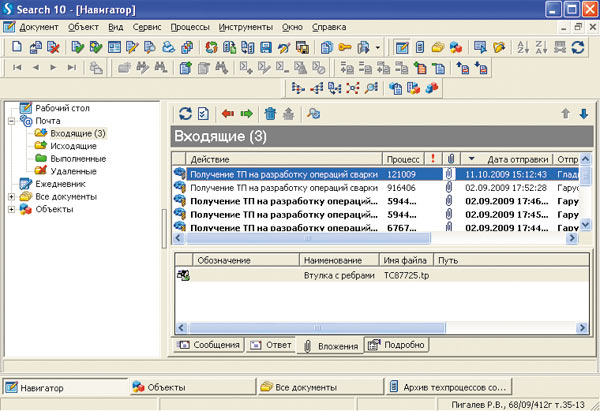
Рис. 7. Получение задания на разработку операции сварки
Из базы ТП (это позволяет работать над одним ТП параллельно соисполнителям с основным технологом) технолог смежного подразделения берет на редактирование ТПС, в котором ему доступна для редактирования только операция, назначенная ему основным технологомразработчиком (рис. 8).
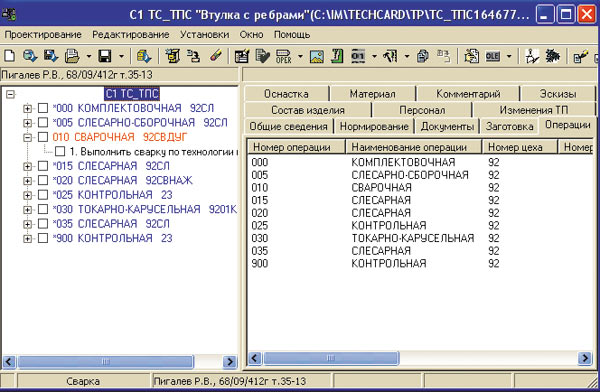
Рис. 8. Редактирование операции сварки в ТПС
В этом техпроцессе к редактированию доступна только операция сварки.
Операцию (включая эскизы к операции) можно либо разработать с нуля или скопировать из ранее разработанного техпроцесса либо воспользоваться «Типовыми фрагментами», скопировав нужную операцию из типового фрагмента и вставив ее в ТПС с помощью команды Заменить (рис. 9 и 10).
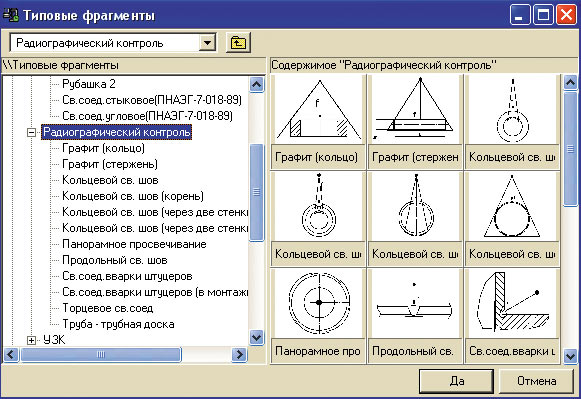
Рис. 9. База типовых фрагментов
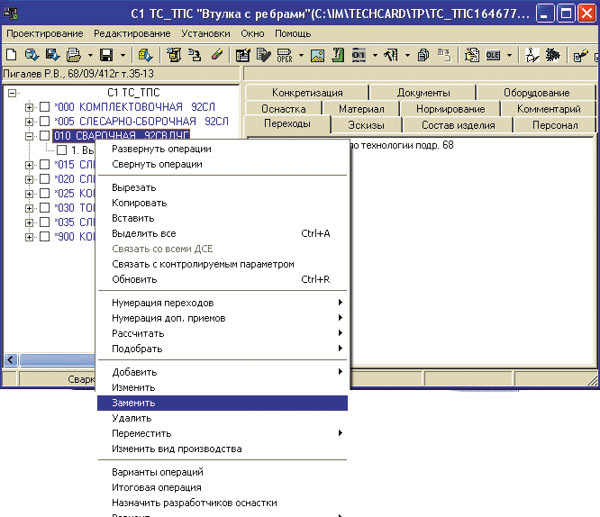
Рис. 10. Команда Заменить заметно облегчает работу технологов — соисполнителей над ТПС, позволяя использовать операции из ранее созданных ТП или типовых фрагментов
В соответствии со схемой взаимодействия технологов (см. рис. 3) в случае возникновения необходимости разработки специальной оснастки для операции сварки (ЧПУ, неразрушающий контроль и т.д.) технологсоисполнитель формирует ведомость оснастки операций сварки и отправляет ТПС на оснащение в бюро СТО.
При окончательной готовности операции, в том числе после оснащения, ТПС сохраняется с признаком готовности, о чем посредством почты системы Search оповещается основной технологразработчик.
Оснащение электронных ТП и операций смежных подразделений
В ОКБМ структура баз данных IMBase сформирована в соответствии с классификатором СТО, что позволяет конструкторам при оснащении техпроцессов работать согласованно и не терять время на поиск/создание нужной таблицы (рис. 11).
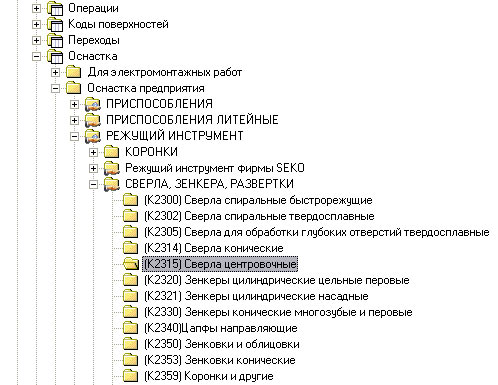
Рис. 11. Каталог Оснастка
В ОКБМ разработан процесс маршрутизации, реализующий отправку технологом задания в конструкторское подразделение, распределение работ по конструкторским бюро и оповещение технолога о готовности всей оснастки для техпроцесса (последнее действие является аккумулятором, то есть пока все заявки не будут оснащены, технолог не будет оповещен) (рис. 12).
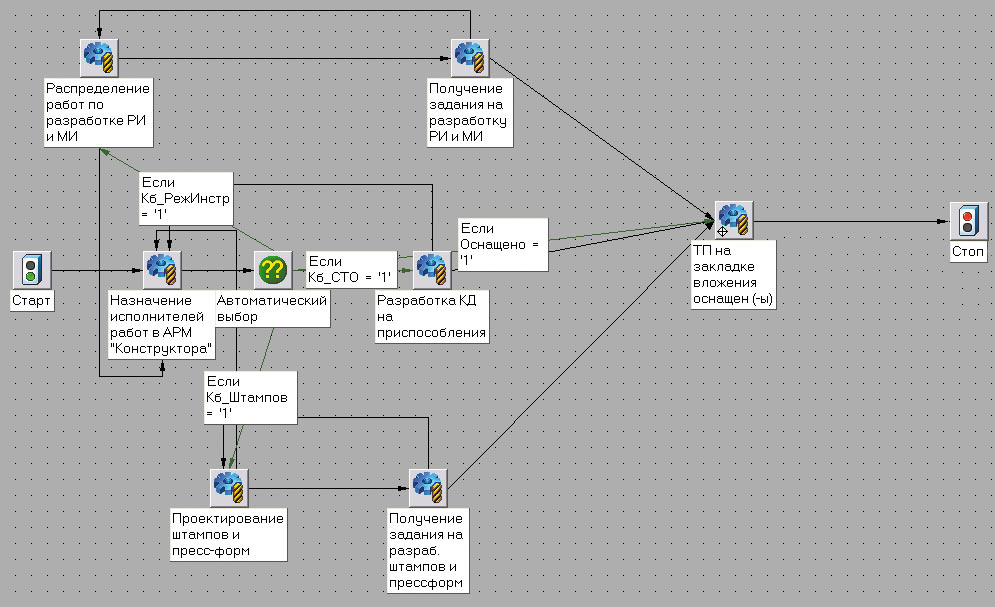
Рис. 12. Шаблон процесса маршрутизации задания на разработку СТО
В соответствии с данной процедурой начальник конструкторского бюро получает задание от технолога с прикрепленным к сообщению техпроцессом, берет его на редактирование, распределяет содержащиеся в нем заявки на проектирование определенным исполнителям с одновременной отправкой им задания в системе Search. Конструктор, получив задание от начальника бюро, разрабатывает и регистрирует в Search документ (чертеж, спецификация) на специальную оснастку. Параллельно производится регистрация специальной оснастки в IMBase в каталоге Оснастка. Тем самым устанавливается связь между объектом (документом) Search и записью в таблице IMBase. По окончании проектирования оснастки конструктор заменяет в ТП заявку на СТО на зарегистрированную оснастку в IMBase, осуществляя оснащение ТП и исключая ручной ввод информации в саму ведомость оснастки. В результате готовый ТП с ведомостью оснастки отправляется технологу (рис. 13).
Рис. 13. Сформированная ведомость оснастки после оснащения ТП/ТПС конструктором оснастки
Получение данных от технологовсоисполнителей и окончательное формирование электронного КДТП
Технологразработчик, получив сообщение от технологовсоисполнителей и от конструкторов оснастки, должен взять свой техпроцесс на редактирование и забрать данные в свой техпроцесс (включая эскизы к специализированным операциям, как разработанные в редакторе эскизов CadmechT, так и вставленные в ТП как OLEобъекты), окончательно сформировав тем самым электронный сквозной ТП.
В результате в архиве PDMсистемы Search регистрируется полноценный электронный техпроцесс, описывающий последовательность изготовления изделия в определенном производственном подразделении (рис. 14).
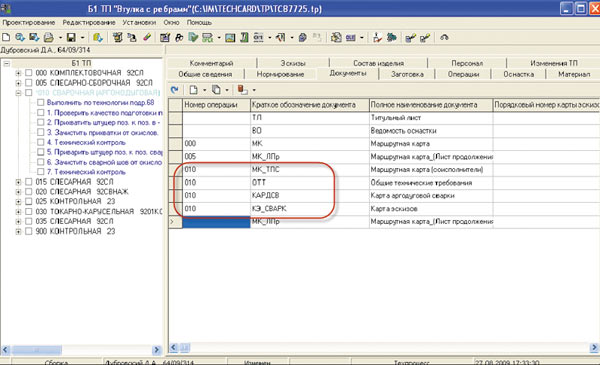
Рис. 14. Окончательный сквозной ТП
Нормирование электронных ТП
Конечным шагом технологической подготовки производства является отправка ТП на нормирование, которое осуществляется в АРМ трудового нормирования (разработки ОДО «ИНТЕРМЕХ»). Отправка задания на нормирование осуществляется при помощи функционала маршрутизатора Search. АРМ трудового нормирования позволяет рассчитывать/редактировать нормы времени на операции, переходы, подприемы и ТП в целом. Стоит отметить такую полезную функцию, как сохранение электронных подписей разработчиков ТП. В случае нормирования техпроцесса в АРМе нормировщик не имеет права менять сам ТП, а изменяет только нормы времени. Ранее полученные подписи на ТП остаются актуальными, что позволяет избежать повторного переподписания техпроцесса основными исполнителями и согласующими.
Для учета трудозатрат и формирования производственных планграфиков необходимые данные из электронных ТП (цеха, операции, рабочие центры, нормы времени, разряды работ) передаются в систему управления предприятием (рис. 15).
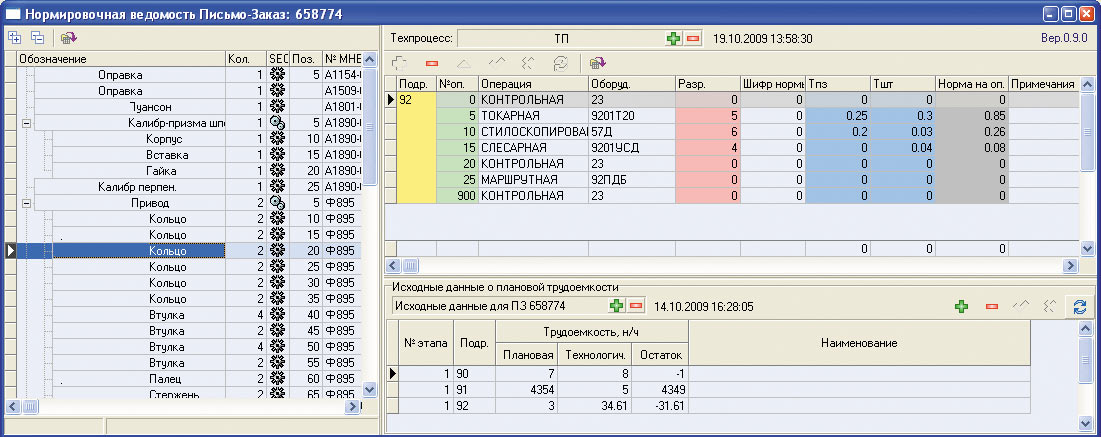
Рис. 15. Данные технологической подготовки производства, конвертированные из электронных ТП в систему управления предприятием
Полученные результаты
Описанный нами функционал Techcard, доработанный под задачи технологической подготовки производства ОАО «ОКБМ Африкантов», позволил реализовать следующие основные актуальные задачи технологической подготовки производства:
- значительное сокращение времени разработки ТП за счет параллельного выполнения работ между технологами смежных подразделений;
- наличие актуальных электронных ТП в архиве PDMсистемы Search, полностью соответствующих бумажному КДТП;
- передачу актуальных данных из электронных ТП в систему планирования и управления производством;
- значительное сокращение времени, затрачиваемого на нормирование ТП и формирование итоговой нормировочной ведомости по заказу за счет автоматической конвертации данных электронных ТП. Отпала необходимость ручного формирования нормировочной ведомости (состав изделия, перечень операций, рабочих центров, норм времени, разрядов работ);
- формирование актуальных сквозных КДТП.
Заключение
Функционал системы технологического проектирования Techcard, внедренный специалистами
ОАО «ОКБМ Африкантов» в промышленную эксплуатацию, способен решить не только проблемы технологической подготовки традиционных серийных производств, но и задачи мелкосерийных и единичных производств. Особое значение имеет возможность решения актуальной задачи по передаче данных конструкторскотехнологической подготовки производства из PDMсистемы Search и системы АС ТПП Techcard в систему планирования и управления производством (состав изделия, данные по техпроцессам в привязке к позициям состава). Возможность параллельной работы специалистовтехнологов различных специальностей и конструкторов оснастки позволяет значительно сократить сроки ТПП, что в условиях рыночной экономики и конкуренции имеет решающее значение для получения и выполнения заказов.

