
Применение CAD/CAM-технологий компании Delcam для создания логотипа кафедры инструментального производства
Разработка управляющих программ для обработки логотипа
Разработка прессформы логотипа в виде нагрудного знака
Разработка управляющих программ для обработки матрицы знака
Представляем вниманию читателей выдержки из конкурсной работы, занявшей одно из призовых мест на 10-м ежегодном конкурсе студенческих работ на именные премии компании Delcam. Работу выполнили студенты Национального технического университета Украины (КПИ) Вячеслав Козик и Дмитрий Сильчин (руководители — А.А. Пливак и С.В. Майданюк).
К 40-летнему юбилею кафедры инструментального производства Механикомашиностроительного института Национального технического университета Украины (КПИ), которая подготовила уже более 2 тыс. специалистов, выпускники кафедры предложили сделать логотип кафедры и нагрудные значки с ее логотипом. Одна из задач, которая стояла перед разработчиками, — создание дизайна логотипа, отображающего не только историю кафедры, но и развитие режущего инструмента в целом.
3D-моделирование логотипа
При разработке дизайна логотипа кафедры было решено взять за образец логотип КПИ, различные варианты которого представлены на рис. 1. В основе композиции логотипа КПИ лежит изображение одной из башен главного корпуса в обрамлении названия института с указанием даты его создания. Поэтому, аналогично логотипу КПИ, было решено в центре композиции логотипа кафедры расположить башню, созданную из комбинации типовых режущих инструментов. При выборе инструментов для башни разработчики мотивировались не только дизайнерскими решениями и подходами, но и историей создания и развития инструментов. Таким образом, для основного элемента логотипа были выбраны следующие режущие инструменты: торцевая фреза, разного рода дисковые фасонные и угловые фрезы, плашки, концевая фреза и сверло. Вокруг образовавшейся башни из инструментов было решено расположить название кафедры, а под башней — название университета.

Рис. 1. Логотипы Национального технического университета Украины (КПИ) в разные периоды его истории
Для придания логотипу завершенности было предложено поместить описанную выше композицию на подложку, в качестве которой был выбран простейший режущий инструмент — доисторический каменный нож.
На основе выдвинутых идей был создан эскиз логотипа кафедры инструментального производства, представленный на рис. 2.

Рис. 2. Эскиз логотипа кафедры
Для формирования из предложенного набора режущих инструментов башни необходимо было построить 3D-модели каждого режущего инструмента в отдельности, а затем собрать их в единую композицию. Трехмерные модели режущих инструментов создавались в CAD-системе PowerSHAPE. После изготовления всех моделей режущих инструментов и последующей их сборки получилась желаемая башня, представленная на рис. 3.
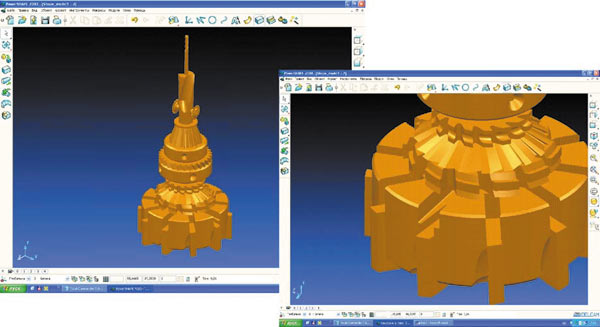
Рис. 3. Композиция «башня из режущих инструментов»
Для получения подложки в виде каменного ножа необходимо было создать 3D-рельеф, имитирующий многочисленные сколы на кромке каменного ножа. Текстуру сколов было предложено воспроизвести в дизайнерском пакете CorelDRAW. После этого растровая текстура сколов была импортирована в CAD/CAM-систему ArtCAM Pro. Процесс создания сколов элемента «каменный нож» представлен на рис. 4.
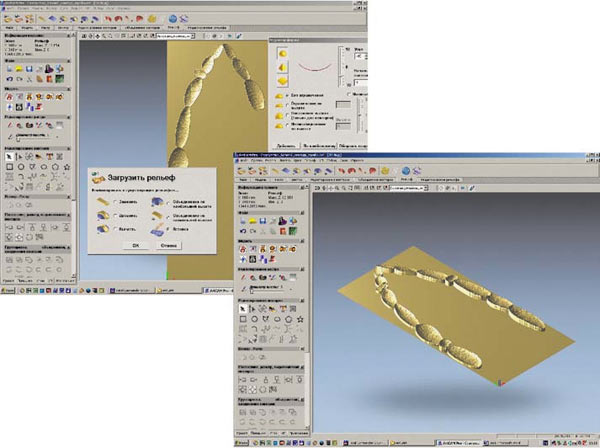
Рис. 4. Создание сколов элемента «каменный нож»
18 февраля 2010 года в Киеве, в резиденции посла Великобритании в Украине, состоялась официальная церемония награждения победителей 10го конкурса студенческих работ на именные премии компании Delcam plc. Участников церемонии приветствовал лично посол Великобритании в Украине гн Ли Тернер. В своей речи он подчеркнул важность просветительской работы в области перспективных компьютерных технологий производства, которую проводит компания Delcam plc.
На церемонии награждения присутствовали студентыфиналисты конкурса, их научные руководители, а также десять руководителей ведущих технических украинских университетов — всего более 40 человек. Отметим, что на данный момент в проекте «Передовые компьютерные технологии Delcam университетам Украины» участвуют 16 университетов. Руководителем образовательного проекта в Украине является ректор Запорожского национального технического университета, профессор С.Б. Беликов. |

Когда сколы ножа были готовы, методом выдавливания был создан окончательный элемент «каменный нож», представленный на рис. 5.
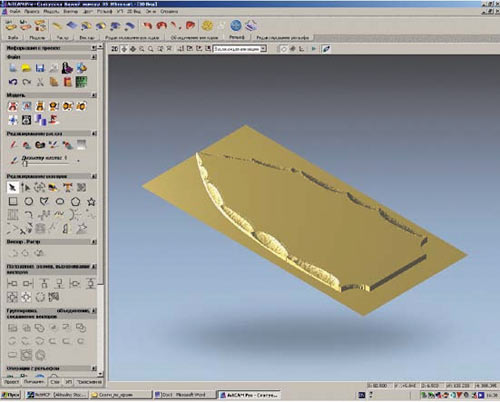
Рис. 5. Элемент модели «каменный нож»
После формирования башни из инструментов в PowerSHAPE каждый элемент сборки был экспортирован в среду ArtCAM Pro. После того как все элементы были импортированы в ArtCAM Pro, получилась башня из инструментов, показанная на рис. 6.
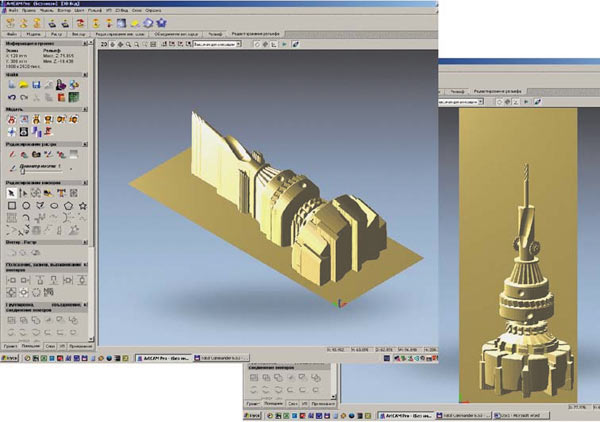
Рис. 6. Башня из инструментов в сборе
После вставки всех элементов модели башни в ArtCAM Pro возникла необходимость применения к образовавшейся модели функции вырождения рельефа для получения более плоской поверхности. Окончательная модель башни показана на рис. 7.
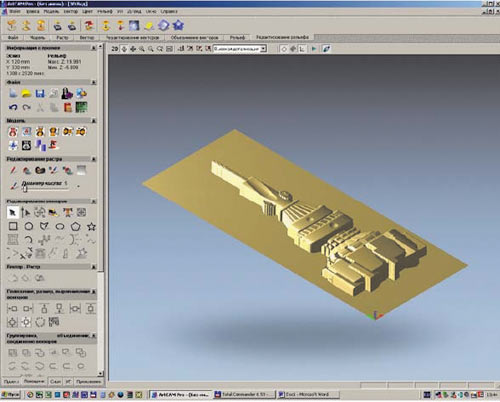
Рис. 7. Сборка после вырождения рельефа
Далее были соединены воедино центральный элемент логотипа — башня и подложка логотипа в виде каменного ножа, после чего на модель были нанесены соответствующие надписи — названия кафедры и университета. После выполнения операции выдавливания получилась модель логотипа кафедры, представленная на рис. 8.
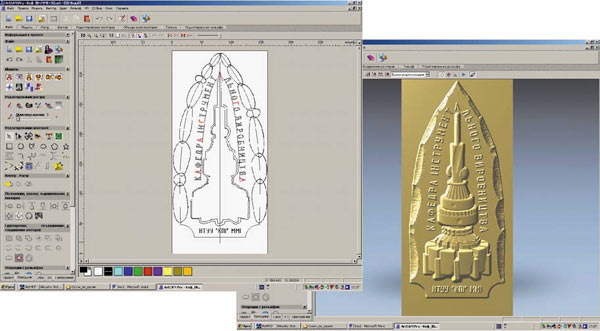
Рис. 8. Соединение элементов и нанесение надписей
Разработка управляющих программ для обработки логотипа
Разработка управляющей программы включает анализ технологичности и проверку программ, созданных в CAD/CAM-системе ArtCAM Pro. Анализ технологичности изделия предполагает анализ условий формообразования, выбор инструмента, назначение режимов резания и стратегии обработки.
Проанализировав параметры рельефа модели логотипа, а именно образовавшиеся на модели внут-ренние радиусы округления поверхностей, разработчики выбрали оптимальный диаметр сферической фрезы для чистовой обработки. Тип и размеры инструмента для черновой обработки подбирались исходя из условий получения заданного профиля под чистовую обработку. Эти инструменты были взяты из существующей базы инструментов ArtCAM Pro.
После выбора режущего инструмента и назначения режимов резания выбирается стратегия движения инструмента. Для достижения необходимого качества поверхности и высокой производительности разработчики выбрали для черновой и чистовой обработки стратегию «Змейкой по Х». Точность обработки — 0,01 мм.
Изготовление логотипа
Изготовление логотипа производилось на 3-координатном фрезерном станке с числовым программным управлением FGS 3925, который предназначен для скоростной высокопроизводительной обработки объемных поверхностей. На рис. 9 представлен процесс обработки и его результат — логотип кафедры инструментального производства.
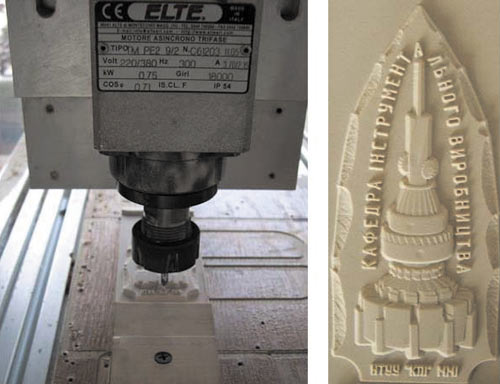
Рис. 9. Обработка логотипа и готовый логотип кафедры
Разработка прессформы логотипа в виде нагрудного знака
Для создания сложных фасонных поверхностей (значков) методом пластического деформирования (штамповки) необходимо спроектировать и изготовить чеканочный набор инструментов — матрицу и пуансон.
При проектировании чеканочного набора инструментов необходимо учитывать форму и вид лицевой и изнаночной сторон (аверс и реверс) значка. При проектировании было решено реверсную (изнаночную) сторону значка выполнить плоской, а лицевую сторону — выпуклой. Поэтому при проектировании чеканочного набора инструментов пуансон будет иметь плоскую форму, а основная задача сводится к проектированию матрицы.
Задача создания 3D-модели матрицы знака в ArtCAM Pro решается при помощи встроенной функции создания матрицы — «матрица/пуансон». При помощи этой функции была получена модель матрицы знака, представленная на рис. 10.
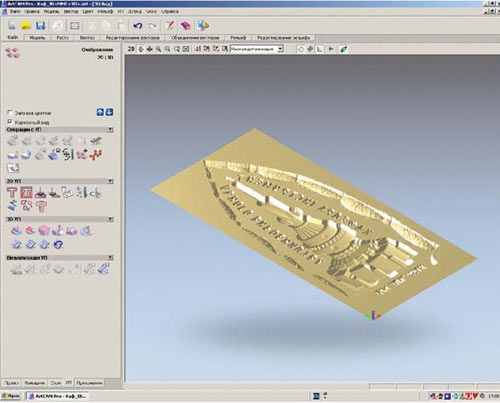
Рис. 10. Модель матрицы знака
Разработка управляющих программ для обработки матрицы знака
Управляющие программы для обработки матицы также разрабатывались в CAD/CAM-системе ArtCAM Pro после предварительного анализа технологичности. С учетом параметров рельефа модели матрицы, а именно внутренних радиусов округления поверхностей, выбирался оптимальный диаметр сферической фрезы для чистовой обработки. Тип и размеры инструмента для черновой обработки определяются условиями получения заданного профиля под чистовую обработку. Эти инструменты были выбраны из базы данных инструментов ArtCAM Pro. Для достижения высокой производительности была выбрана стратегия обработки «Змейкой по Х». Имитация чистовой обработки матрицы логотипа представлена на рис. 11. Ее обработка осуществлялась на том же 3-осевом станке FGS 3925.
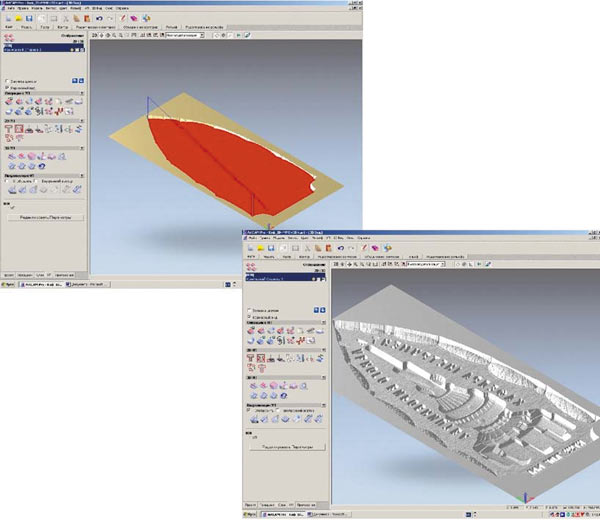
Рис. 11. Имитация чистовой обработки матрицы логотипа
Изготовление нагрудного знака
Нагрудный знак было решено изготавливать из латуни Л90. Чеканка знака под усилием 80 тонн-сил производилась на гидравлическом прессе модели EP160 фирмы Sack Kiesselbach. После чеканки знака в него с обратной стороны вштамповывалась булавка. Фотография готового знака представлена на рис. 12.

Рис. 12. Готовый нагрудный знак
Выводы
В работе на примере CAD/CAM-системы ArtCAM Pro показаны широкие возможности современных компьютерных технологий для разработки и создания разного рода отличительных знаков и других атрибутов. Разработка изделий, аналогичных логотипу кафедры и нагрудному знаку, представляет большой интерес для предпринимателей, занятых в сферах дизайнерского искусства и рекламного производства.
Тем не менее при создании фигурных тонкостенных объемных изделий, таких как значки, иногда возникают затруднения. При проектировании объемных матриц и пуансонов необходимо учитывать особенности процесса пластического деформирования материала заготовки. Другими словами, при создании модели пуансона необходимо учитывать форму и размеры как изделия в целом, так и каждого его элемента в частности. Для качественного прогнозирования результата глубокой чеканки следует применять специализированную CAE-систему.

