
Многофункциональный редактор управляющих программ для станков с ЧПУ
Современные CAM-системы имеют развитые возможности генерации управляющих программ для станков с ЧПУ. В подавляющем большинстве случаев для этого используются входящие в состав программных продуктов постпроцессоры. Применяемые в настоящее время постпроцессоры характеризуются высокой гибкостью и позволяют создавать управляющие программы любой степени сложности практически для любого оборудования с ЧПУ. По типу постпроцессоры делятся на табличные и основанные на языках программирования. Табличные постпроцессоры проще в настройке и использовании. Тем не менее для их корректной работы требуется грамотная настройка. Языковые постпроцессоры предоставляют наибольшее количество возможностей, но предъявляют самые высокие требования к специалистам, осуществляющим их разработку и отладку. Таким образом, использование современных средств генерации управляющих программ подразумевает предварительную подготовительную работу высококвалифицированных (а следовательно, высокооплачиваемых) специалистов.
Наряду с этим существует ряд технологических задач, не требующих всего потенциала современных постпроцессоров. К ним, например, относится подготовка простейших программ без использования CAM-систем.
При отладке постпроцессоров встает задача оперативного просмотра выходного NC-кода с визуализацией траектории инструмента. При этом желательно иметь возможность одновременного отображения нескольких траекторий, а также обрабатываемой детали.
Еще одной часто выполняемой операцией является оперативная модификация небольшого фрагмента кода управляющей программы. Такая потребность возникает в тех случаях, когда повторная генерация измененной программы экономически невыгодна или невозможна. Например, программа, поднятая из архива, может не иметь сопровождающей исходной модели изделия. В этом случае генерация нового варианта невозможна. Кроме того, модификация использованного постпроцессора может быть нецелесообразна ввиду незначительности требуемых изменений.
Описанные выше и некоторые другие задачи могут быть решены с помощью разработанного универсального графического редактора управляющих программ, позволяющего специалисту провести верификацию и, при необходимости, отработку управляющей программы.
Данный графический редактор обладает богатым набором функциональных возможностей, призванных ускорить разработку программ для станков с ЧПУ и обеспечить верификацию кода программы на этапе разработки. Графический редактор состоит из двух основных компонентов: окна редактирования текста управляющих программ и графического окна отображения траектории движения инструмента (рис. 1).

Рис. 1. Общий вид графического редактора управляющих программ
При открытии файла текст программы отображается в окне редактирования. Переход курсора от кадра к кадру сопровождается изменением отображения траектории в графическом окне, что позволяет увидеть сделанные изменения в режиме реального времени.
Наряду со стандартными функциями редактирования текста (копия, вырезка, вставка, поиск, замена и т.д.) редактор предоставляет ряд функций, специфичных для редактирования кода машинных программ, о которых и пойдет речь далее.
Переход к конкретному кадру
Данная функция позволяет найти кадр в тексте, указанный курсором на траектории инструмента в графическом окне. Также имеется возможность быстро перейти в начало и конец программы.
Информация о траектории инструмента
Данные о траектории инструмента выдаются в виде информационной таблицы. В таблице представлена информация об общем числе кадров, количестве и типе перемещений, времени выполнения операции, режимах подачи, а также приведены геометрические данные прохода (рис. 2).
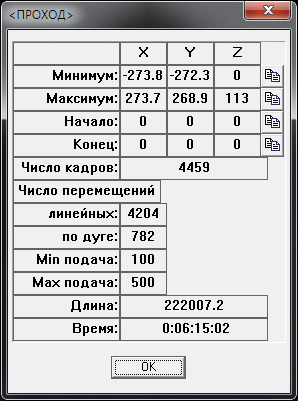
Рис. 2. Информация о траектории инструмента
Информация о кадре
Редактор позволяет получить информацию об отдельном кадре траектории инструмента. Данные выдаются в виде информационной таблицы и содержат геометрические параметры участка траектории, параметры подачи, обороты шпинделя и номер инструмента (рис. 3).
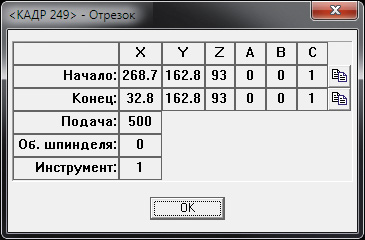
Рис. 3. Информация о кадре траектории инструмента
Преобразование NC-кода в инвариантный вид
Данная функция позволяет преобразовать программу в коде конкретной системы с ЧПУ в инвариантный формат для последующего репроцессирования.
Преобразование кода в геометрические объекты
Существует возможность конвертировать траекторию движения инструмента в геометрические примитивы, которые впоследствии можно будет сохранить в файле в формате IGES или DXF.
Графический редактор управляющих программ содержит ряд настроек, призванных обеспечить удобство визуализации траектории движения инструмента в соответствии с требованиями конечного пользователя (рис. 4).
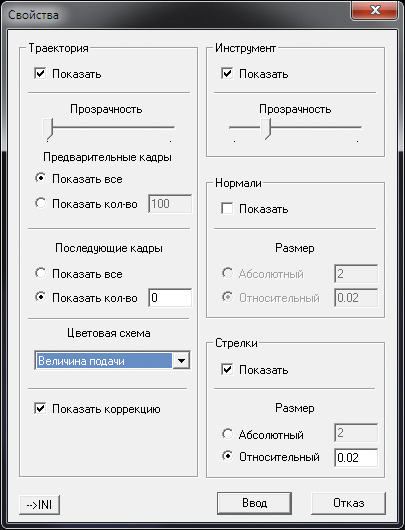
Рис. 4. Панель настроек графического редактора
В настройках редактора можно отключить отображение траектории на экране, задать ее прозрачность, а также ограничить количество одновременно отображаемых на экране кадров.
Для более четкого визуального контроля участки траектории с разными характеристиками отображаются разными цветами, причем цветовые схемы можно выбрать из определенного набора (величина подачи, быстрая подача, скорость шпинделя, номер кадра, длина траектории, дуги окружностей, инструмент) — рис. 5.
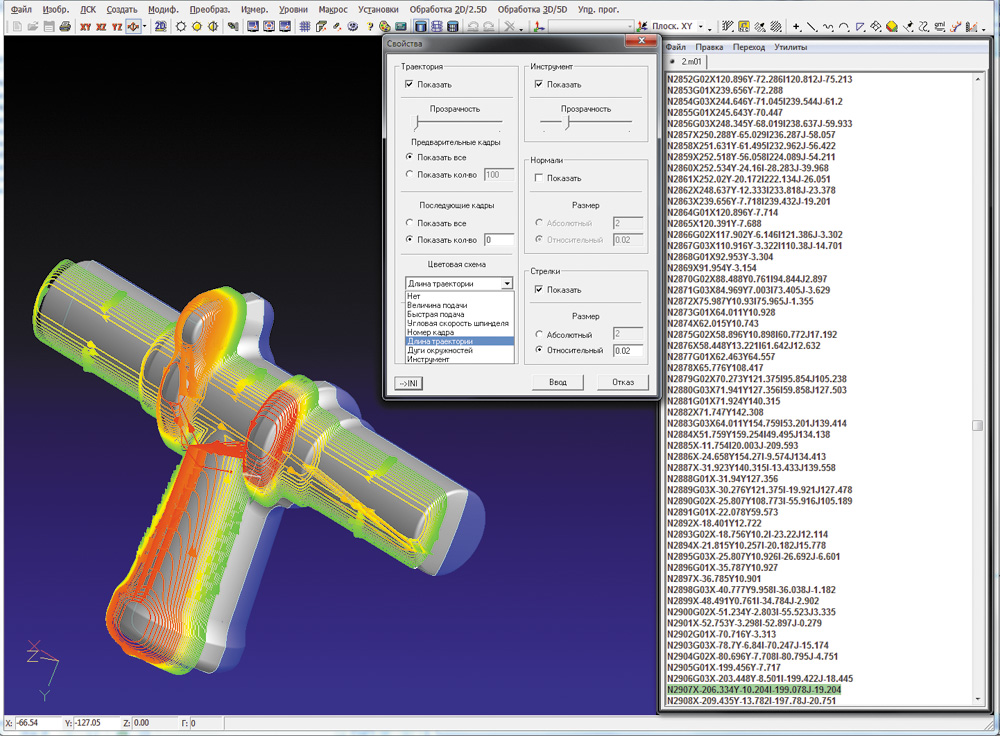
Рис. 5. Выбор цветовой гаммы отображения траектории инструмента
В настройках можно задать дополнительные параметры визуализации, такие как отображение маркеров коррекции и модели инструмента, а также отображение нормалей к участкам траектории и стрелок направления прохода.
Редактор может работать с программами как написанными в инвариантном коде, так и созданными для конкретных систем ЧПУ (G-коды). Для корректного отображения управляющих программ используется ряд настроек, отражающих особенности конкретной кодировки (рис. 6). Дополнительные настройки обеспечивают привязку машинной программы к математической модели и включают задание начальной точки обработки, ноля машинной программы и масштаба отображения траектории инструмента.
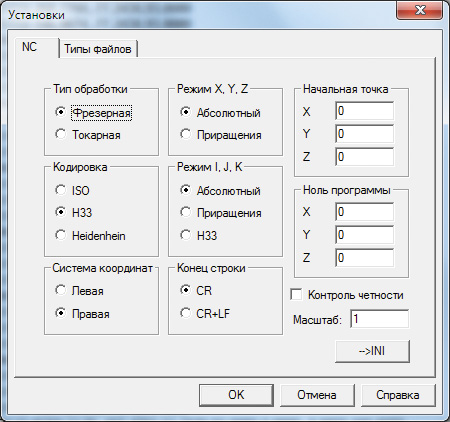
Рис. 6. Настройки кодировки редактора для отображения NC-программ
Редактор может работать с файлами управляющих программ, созданных в разных САПР-системах. Пользователь может указать собственные фильтры расширений программ, используемые в диалоге открытия файла, в соответствии с требованиями конкретного производства (рис. 7).
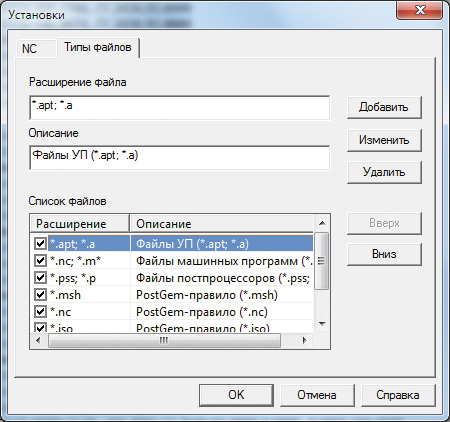
Рис. 7. Установка собственных фильтров для управляющих программ
Редактор позволяет работать одновременно с несколькими программами, причем траектории движения инструмента будут отображаться в графическом окне совместно, что позволяет отслеживать взаимное перемещение инструмента (рис. 8).
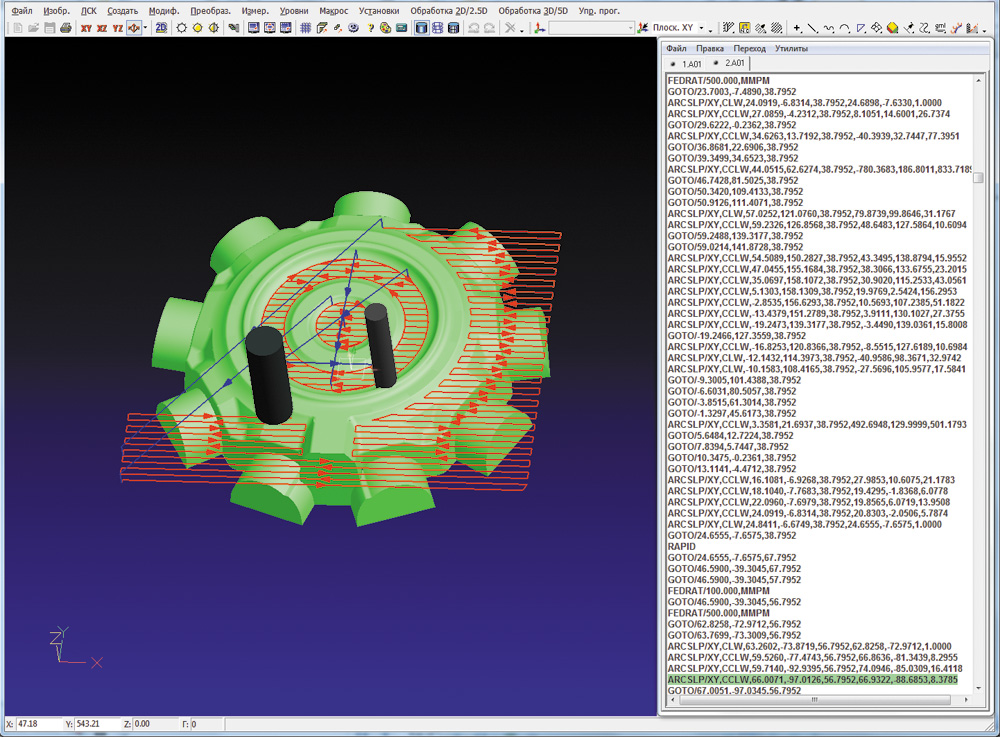
Рис. 8. Визуализация нескольких управляющих программ
Поддержка работы с несколькими системами координат в рамках одной управляющей программы позволяет проводить отладку программ, созданных для многоинструментальных станков.
Для более эффективной верификации графический редактор имеет возможность визуализации инструмента, заданного в тексте управляющей программы. Поддерживаются как параметрически заданные типовые, так и фасонные фрезы. Для удобства работы с конкретным набором инструментов предусмотрена возможность создания библиотеки инструментов (рис. 9).
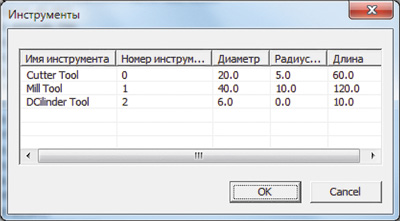
Рис. 9. Собственная библиотека инструмента
Редактор может быть использован в составе комплексных систем проектирования-производства. Для этого предусмотрен программный интерфейс, обеспечивающий обмен данными в стандартах IGES, DXF, EPS и STL.

