
Новые возможности токарной обработки в CAD/CAM/CAPP-системе ADEM версии 9.0
В условиях непрерывно повышающихся требований к качеству и скорости обработки деталей всё большее распространение получают многофункциональные фрезерные и токарнофрезерные обрабатывающие центры, в полной мере сочетающие в себе возможности двух различных видов обработки. Однако и классические токарные, фрезерные, расточные и сверлильные станки не остаются без работы. Казалось бы, для таких относительно простых в программировании и эксплуатации станков всё уже давно изобретено, тем не менее прогресс и тут не стоит на месте. Изменяется как само оборудование, так и принципы и методы работы с ним. Эти же изменения касаются и программирования оборудования с ЧПУ.
Вышедшая в мае 2010 года CAD/CAM/CAPP-система ADEM-VX 9.0, помимо прочих улучшений, содержит новый модуль токарной обработки. Некоторые грядущие изменения озвучивались еще в прошлом году при анонсировании переходной версии 8.3. Однако за минувший год функционал модуля САМ в части токарной обработки расширился даже сверх обещаний. Внешний вид также претерпел некоторые изменения, причем в лучшую сторону.
При взгляде на диалог задания токарной обработки в первую очередь в глаза бросается обновленный интерфейс (рис. 1). Здесь стоит отметить более удобную и рациональную компоновку параметров переходов, появление новых закладок, добавление новых параметров. Все эти изменения позволяют не только ускорить и упростить процесс программирования обработки на токарных станках с ЧПУ, но и получить в итоге оптимальную траекторию движения инструмента. А это важно!
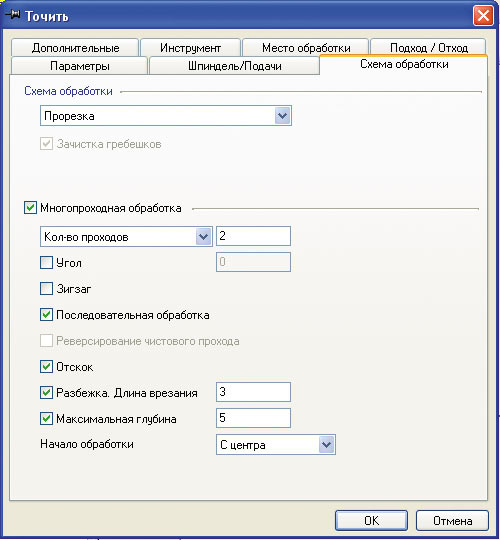
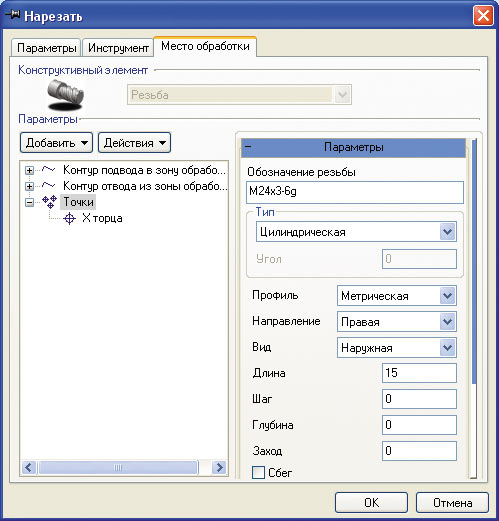
Рис. 1. Обновленный интерфейс переходов «Точить область» и «Нарезать резьбу»
Все нововведения, анонсированные год назад в статье «ADEM-VX — в преддверии новых версий» (журнал «САПР и графика» № 7’2009) и касающиеся версии 8.3, остаются в силе и в полной мере присутствуют в версии 9.0. Кроме того, описанные в прошлогодней статье и проходившие обкатку на версии 8.3 нововведения обогатились целым рядом дополнительных возможностей, на которых мы и остановимся подробнее.
Расширились возможности определения подач: кроме основной и ускоренной подач теперь также можно определять подачу врезания, подачу на чистовом проходе, подачу предварительной обработки и подачу подхода/отхода. Все подачи в переходах токарной (а также фрезерной) обработки теперь могут определяться как в явном виде, так и в процентном отношении от основной подачи (рис. 2). Возможность процентного определения подач является очень удобной, поскольку большинство производителей инструмента указывают рекомендуемые величины подач (например, подача врезания) именно в процентах от основной подачи.
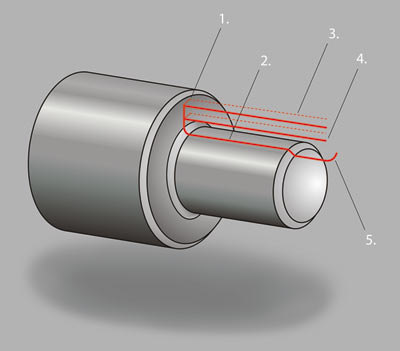
Рис. 2. Подачи точения: 1 — подача отхода; 2 — подача чистового прохода; 3 — холостой ход; 4 — основная подача; 5 — подача подхода
Весьма серьезные изменения произошли в части определения места обработки. Количество параметров, которые могут быть задействованы при определении геометрии места обработки для переходов «Точить» и «Расточить», существенно увеличилось, а для переходов сверлильной группы на торце — уменьшилось. Например, определение геометрии для переходов сверлильной группы на торце теперь сводится к указанию координаты торца (2D-ребром или 3D-гранью) и выбору типа торца — «Правый/Левый». Для определения геометрии места обработки на переходах наружного и внутреннего точения появились такие дополнительные возможности, как определение начальной и конечной точек контура, продление контура, задание «Отскока», «Выхода на заготовку» и «Подвода» и «Отвода» из зоны обработки.
Некоторые новые возможности были добавлены в токарную часть модуля CAM по просьбам наших пользователей. Например, расширились возможности задания контуров, определяющих геометрию места обработки. Теперь кроме обрабатываемого контура и контура заготовки (если не определена глобальная заготовка) также могут определяться «Контролируемый контур», «Контур входа/выхода», «Контур соединения», «Контуры подвода и отвода из зоны обработки». Основное назначение этих контуров — дать пользователю возможность влиять на траекторию перемещения инструмента на холостом ходу, чего раньше в ADEM сделать было невозможно и все перемещения на холостом ходу рассчитывались только автоматически — с учетом обрабатываемого контура и контура заготовки.
Задание контролируемого контура позволяет отсечь перемещения как на рабочей, так и на ускоренной подаче в области, где это может быть небезопасным для детали или элементов станка (зажимные кулачки патрона, пиноль, люнет и прочие приспособления).
Для обработки многосвязных зон может быть определен «Контур входа/выхода». Необходимость расчета перемещения инструмента между многосвязными зонами возникает в том случае, когда область обработки делится на несколько зон из-за перепадов диаметров детали. Раньше в системе ADEM траектория перемещений инструмента между этими зонами рассчитывалась автоматически и без возможности корректировки. Теперь же пользователь может самостоятельно указать контур, по которому следует вывести инструмент из одной зоны обработки, и контур, вдоль которого необходимо подвести инструмент к следующей зоне обработки. Переход от контура входа к контуру выхода может быть сформирован автоматически либо вдоль контура соединения. При указании «Контура соединения» инструмент выйдет из одной зоны обработки по контуру выхода, затем вдоль контура соединения переместится ко второй зоне обработки, выполнит подход ко второй зоне обработки по контуру входа и далее продолжит обработку второй зоны детали.
«Контур подвода» (рис. 3) в зону обработки служит для подвода инструмента в труднодоступные зоны, когда команды ПХХ для корректного подвода к зоне обработки недостаточно; соответственно «Контур отвода» — для отвода инструмента из труднодоступных зон в аналогичных ситуациях. Таким образом, в паре с начальной точкой обработки и конечной точкой обработки можно реализовать практически любой подвод/отвод к зоне обработки. Это особенно актуально для случаев внутренней расточки областей, расположенных глубоко в теле детали и отдаленных от крайних точек контура (рис. 4). Для более простых случаев подвод в зону обработки необязательно должен определяться контуром. Подвод и отвод могут выполняться по плоскости безопасности (аналог «Плоскости холостых ходов») с указанием плоскости и расстояния до нее, либо по двум координатам с указанием координат точек начала и конца обработки в явном виде, либо кнопкой «С экрана».
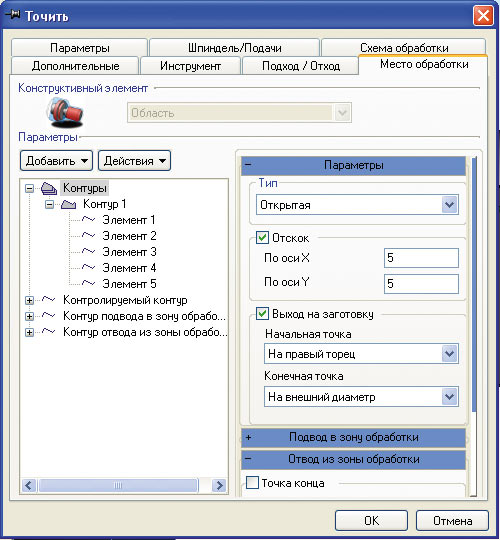
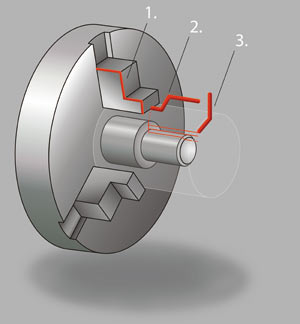
Рис. 3. Дополнительные контуры в месте обработки: 1 — контролируемый контур; 2 — контур отвода из зоны обработки; 3 — контур подвода в зону обработки
Если глобальная заготовка определяется замкнутым контуром, а начало и/или конец получаемого контура находится внутри контура заготовки, возникает неопределенность в конфигурации удаляемого материала — в участках выхода инструмента с обрабатываемого контура по отношению к контуру заготовки. Параметр «Выход на заготовку» устанавливает недостающий элемент контура детали. Выбрав для выхода на заготовку один из четырех вариантов — на внешний/внутренний диаметр или на правый/левый торец, можно избежать неоднозначности выхода с обрабатываемого контура на контур заготовки в начальной и конечной точках контура.
В связи с началом применения встроенной в ADEM «Виртуальной машины» переход «Нарезание резьбы резцом» претерпел, пожалуй, наибольшие изменения со времен версии ADEM 8.2. В частности, для указанного перехода появилась возможность задания новых профилей резьбы — «Круглая», «Дюймовая» и «Определяемая профилем пользователя». Для создания резьбы по профилю пользователя необходимо указать контур, определяющий профиль формируемой резьбы.
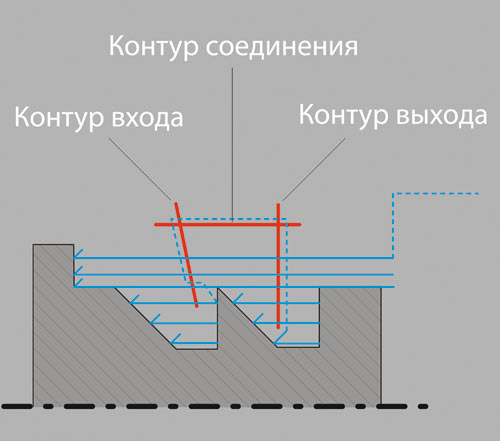
Рис. 4. Обработка многосвязных зон
Также следует отметить появившуюся возможность устанавливать признак «Формировать как цикл». Если станок способен работать с токарными циклами, то установка этого признака (при использовании соответствующего постпроцессора) позволит получить УП для токарных станков с ЧПУ с применением токарных циклов. Это существенно сократит объем формируемой УП и упростит ее чтение.
В заключение отметим, что появился новый инструментарий для объемного моделирования обработки. Обновленный механизм моделирования позволяет контролировать движение инструмента по рассчитанной траектории: от начала до конца траектории, до следующей смены инструмента, по отдельным перемещениям между точками. Моделирование перемещений при этом может идти как в прямом, так и в обратном направлении, а также с возможностью плавного изменения скорости перемещений инструмента.
Говорить о том, что изменения как в части эргономики, так и в части функциональности пошли системе на пользу, можно будет лишь по истечении некоторого времени, когда широкий круг пользователей ADEM испытает версию 9.0 «в бою». Но уже сегодня можно с уверенность сказать, что на предприятиях, проведших обновление CAD/CAM/CAPP-системы ADEM до версии 9.0, количество положительных отзывов о системе возросло, а работа технологов стала еще более результативной.

