
Нефтекамский машиностроительный завод: внедрение САПР ТП ВЕРТИКАЛЬ собственными силами
Внедрение на предприятиях машиностроения систем автоматизированного проектирования технологических процессов (САПР ТП), как правило, выполняется совместно с компанией — поставщиком решения. Привлечение внешних специалистов связано с особенностями настройки САПР ТП под индивидуальные требования заказчика и необходимостью внесения в технологические справочники данных, характерных для предприятия. Однако если система имеет дружественный интерфейс и инструменты для корректировки алгоритмов расчета и пополнения технологических справочников, то ее внедрение существенно упрощается и может быть реализовано собственными силами предприятия. Особенно если разработчик обеспечивает оперативную поддержку. Именно такой вариант оказался успешным на Нефтекамском машиностроительном заводе, где внедрение САПР ТП ВЕРТИКАЛЬ производилось самостоятельно при технической поддержке со стороны АСКОН-Уфа, регионального представителя компании АСКОН — разработчика системы.
Нефтекамский машиностроительный завод — молодое, развивающееся предприятие. Сегодня на нем трудятся более 700 человек, в том числе 50 сотрудников конструкторскотехнологических служб, структурированных в несколько конструкторскотехнологических отделов (КТО).
Руководство предприятия в лице генерального директора Эльдара Кулиевича Гусейнова вкладывает значительные средства в приобретение высокотехнологичных станков, повышение квалификации специалистов, автоматизацию производственных процессов. Проводится планомерное оснащение конструкторскотехнологических отделов системами автоматизированного проектирования, в том числе КОМПАС3D и КОМПАСГрафик — программными продуктами АСКОН, крупнейшего российского разработчика инженерного программного обеспечения. Внедрением САПР занимается отдел информационных технологий под руководством Валерия Тофиковича Орешкина совместно со специалистами КТО.

ООО «Нефтекамский машиностроительный завод» (НКМЗ) основано в 2002 году на производственной базе Нефтекамского завода бурового инструмента и занимается разработкой и производством оборудования для нефтяной и газовой промышленности. НКМЗ производит перфорационные системы однократного и многократного использования, наземное и подземное скважинное оборудование, пакеры для ремонтно-изоляционных работ, ремонтные и буровые агрегаты разных модификаций и грузоподъемности. В 2006 году на предприятии была внедрена Система менеджмента качества по международному стандарту ISO 9001:2001. В 2009 году НКМЗ успешно прошел ресертификационный аудит, по итогам которого был получен сертификат стандарта ISO 9001:2008. |
Но если конструкторские САПР являются готовым рабочим инструментом, то САПР технологических процессов требуют проведения комплекса работ по внедрению с целью получения максимального эффекта от их использования.
Изначально разработка технологической документации в КТО НКМЗ велась на базе электронных таблиц MS Excel, куда данные вносились вручную, и никакой связи с конструкторской документацией не было. Такая организация труда технологов совершенно не отвечала требованиям повышения производительности труда.

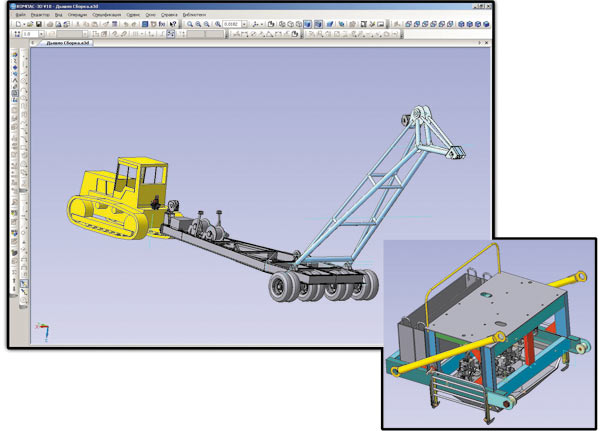
Продукция Нефтекамского машиностроительного завода: электронные модели в КОМПАС-3D и их реальное воплощение
Когда встал вопрос об автоматизации рабочих мест технологов, то в качестве возможной САПР ТП рассматривалось несколько систем. После непродолжительных поисков и сравнений по соотношению «цена/качество» выбор пал на САПР ТП ВЕРТИКАЛЬ, разработанную АСКОН.
Специалисты завода оценили удобство интерфейса системы, библиотеку для работы с конструкторскотехнологическими элементами, средства для просмотра 3Dмоделей и чертежей, выполненных в КОМПАС3D и КОМПАСГрафик, многочисленные базы данных и обширный универсальный технологический справочник (УТС), удобство администрирования, что позволяет решать задачи адаптации системы силами предприятияпользователя.
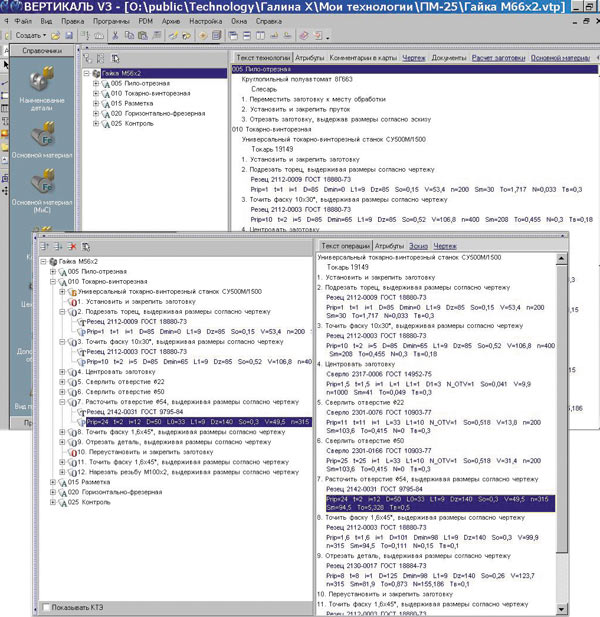
Технологические процессы, разработанные технологами НКМЗ в САПР ТП ВЕРТИКАЛЬ
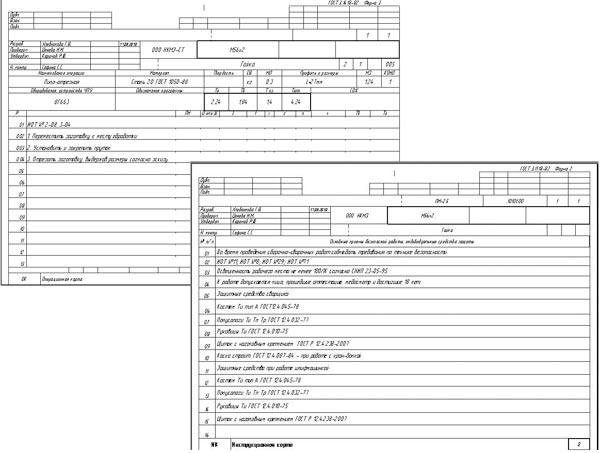
Переработанные бланки операционной и инструкционной карт
Важно отметить, что в системе ВЕРТИКАЛЬ геометрические и другие характеристики ДСЕ автоматически попадают из электронных конструкторских документов в разрабатываемый технологический процесс ее изготовления, что обеспечивает высокую комфортность работы и повышает производительность труда инженератехнолога.
Рассказывает Ильмира Ценева, ведущий инженертехнолог ОАО «Нефтекамский машиностроительный завод»: «После завершения внедрения САПР ТП ВЕРТИКЛЬ процесс технологической подготовки производства выглядит следующим образом. Из всех разновидностей ДСЕ на нашем предприятии наиболее применимы: сборка, сборка — сварка, мехобработка, термообработка, лакокрасочные покрытия. Техпроцессы разрабатываются на основе одного или нескольких ТП аналогов: загрузка ТП аналога, подключение чертежа, импортирование данных (материал, наименование и обозначение детали, вес), сохранение, внесение изменений (добавить или удалить операции, переходы и т.д.), пересчет режимов резания, создание эскизов на основе чертежа, выбор карт трудового нормирования, расчет времени на деталь, сохранение, создание комплекта необходимых карт, формирование отчета, распечатка, согласование.
Количество разработанных техпроцессов в день зависит от сложности изделия и методов обработки. В среднем при разработке ТП на сборку изделия 2-й группы сложности (6-10 деталей или узлов, входящих в сборку) в САПР ТП ВЕРТИКАЛЬ уходит 4 часа. Больше всего времени уходит на создание эскизов. При разработке ТП на мехобработку детали 3-й группы сложности (11-16 условных размеров) тратится 3-4 часа, опять же основное время затрачивается на обработку эскизов. Разработка ТП на мехобработку деталей 6-й группы сложности (37-55 условных размеров) составляет от 2 до 5 дней. При разработке маршрута обработки для создания ведомости по трудоемкости изготовления (с указанием операций, переходов, выбором технологического оснащения, нормативных карт и расчетом режимов резания) деталей 3-й группы сложности время сокращается до 0,5-1 часа. Эскизы к операциям в основном формируются на основе чертежей (на сборку — сварку, сборку, контрольную операцию). Также технологи сами создают эскизы в системе КОМПАС. Карты, имеющиеся в системе, нас вполне устраивают, часть из них применяется в работе. Наши администраторы дополнительно разработали карты (ИК, ТЛ) и внесли изменения в некоторые “базовые” карты (ОК, ТЛ, ОК контроля). По мере необходимости на предприятии формируются различные комплекты документов:
Документы выпускаются согласно ГОСТам и СТП. При создании техпроцесса используются следующие расчетные приложения: расчет режимов резания на мехобработку, расчет режимов на дуговую сварку. Очень удобно применять в работе справочники для выбора инструментов и оборудования, нравится модуль расчетов режимов резания. За время работы в системе ВЕРТИКАЛЬ был создан справочник инструкций по охране труда и др. В основном используются справочники, которые имелись в базовой поставке, но они были дополнены, а некоторые из них доработаны под требования предприятия.
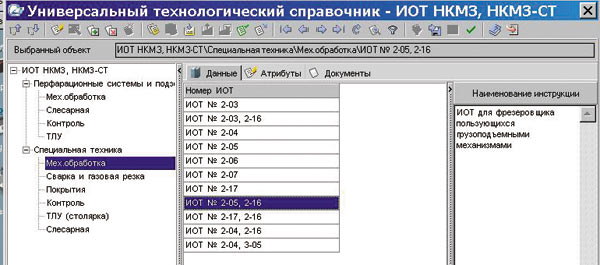
Справочник инструкций по охране труда Мы испытываем потребность в дополнительных блоках расчетов на мехобработку: шлифование внутреннее и наружное, глубокое сверление, термообработку, столярные виды работ. Необходимо приложение для раскроя материала. Хорошо было бы дополнить систему приложением по расчету подготовительнозаключительного времени (Тпз) и загрузке оборудования по участку, например на месячный план в соответствии с разработанными техпроцессами». |

Для принятия взвешенного решения при выборе той или иной САПР ТП необходимо проверить ее в деле. Такое испытание ВЕРТИКАЛЬ решено было провести на базе КТО в рамках опытнопромышленной эксплуатации.
Весной 2008 года специалисты АСКОНУфа провели обучение инженеровтехнологов НКМЗ по исппользованию САПР ТП ВЕРТИКАЛЬ непосредственно на территории завода. Обучение включало обязательное выполнение следующих практических работ:
- разработку техпроцесса на сборку и мехобработку несколькими методами;
- применение данных из Универсального технологического справочника и пополнение баз данных по оборудованию, инструменту, сортаменту;
- формирование комплекта документов и т.д.
Далее система ВЕРТИКАЛЬ была передана в опытнопромышленную эксплуатацию, в период проведения которой технологи самостоятельно разрабатывали техпроцесс на сборку и частично на мехобработку.
По итогам опытнопромышленной эксплуатации было принято решение о закупке 14 лицензий САПР ТП ВЕРТИКАЛЬ.
Во время последующей работы у специалистов завода появился ряд вопросов, среди которых:
- разработка маршрутной карты и титульного листа с учетом требований КТО;
- настройка расчета времени для маркировки иглоударным способом;
- добавление обрабатываемого материала в техпроцесс сборки для расчета режимов резания и т.д.
Все они были решены технологами в режиме удаленной консультационной поддержки со специалистами АСКОНУфа.
Однако по ходу текущей работы возникли вопросы, которые нельзя было решить на уровне знаний обычного пользователя системы ВЕРТИКАЛЬ:
- создание блоков расчета на шлифование, глубокое сверление, ленточнопильную отрезку;
- расчет вспомогательного времени на все виды обработки;
- создание новых справочников и др.
В сентябре 2009 года три инженератехнолога НКМЗ изучили курс администрирования САПР ТП ВЕРТИКАЛЬ. Обучение также проводилось на территории предприятия на конкретных задачах технологической подготовки производства. В качестве учебного задания были созданы новый справочник инструкций по охране труда, новые бланки операционных карт (ОК) и инструкционных карт (ИК), новые блоки расчетов на отрезку и шлифование.
На этом этап локальной автоматизации рабочих мест технологов путем внедрения САПР ТП ВЕРТИКАЛЬ, выполненной силами самого предприятия, был завершен. Начальник КТО специальной техники Рустем Юнусович Каримов так оценивает качество взаимодействия с АСКОНУфа: «Особо хочу отметить высокую квалификацию специалистов АСКОНУфа, терпение и понимание при обучении. Мы продолжаем общаться с ними, получаем информацию и поддержку при решении любых возникающих вопросов».
Начальник КТО специальной техники Рустем Каримов привел конкретные данные, показывающие эффект от внедрения системы ВЕРТИКАЛЬ в технологической подготовке производства. Раньше разработка полного техпроцесса на сборку установки УП-32 (7-й группы сложности) занимала 22 рабочих дня. Сейчас на разработку подобного техпроцесса в САПР ТП ВЕРТИКАЛЬ требуется 12-14 дней, что в 1,6 раза меньше. Сократилось количество ошибок при занесении информации по материалу, инструменту, оборудованию и оснастке, а также по написанию переходов. Если раньше подобные ошибки были характерны для каждого третьего техпроцесса (или операции), то сейчас подобное встречается в одном из десяти. Существенно то, что САПР ТП ВЕРТИКАЛЬ дает возможность уйти от рутинной работы по поиску режущего и мерительного инструмента в справочниках, расчета режимов резания с учетом всех коэффициентов, неоднократного заполнения одной и той же информации в различных бланках. Однако работа эффективна при соответствии баз данных на инструмент, оборудование, материал. Много времени занимает именно работа по занесению информации в базу данных.
Начальник КТО специальной техники НКМЗ Рустем Каримов отвечает на вопросы участников Дня машиностроителя с АСКОН в Уфе Ускорилось составление таких отчетных документов, как ведомости инструмента и оснастки на план, а также ведомости трудоемкости. Отпала надобность в закупке технической литературы (по нескольку экземпляров) — нормативов, справочников, ГОСТов. |

Контакты технологов НКМЗ и специалистов АСКОНУфа сформировали основу для партнерских отношений, так как в процессе работы не только выявляются недостатки, но и формулируются конструктивные предложения по совершенствованию САПР ТП ВЕРТИКАЛЬ. Это ценно для НКМЗ как предприятияпользователя. В то же время обратная связь с разработчиком позитивно влияет на развитие системы.
Резюмируя итоги внедрения САПР и САПР ТП в конструкторскотехнологической подготовке производства, директор по инновациям и стратегическому развитию, технический директор НКМЗ Игорь Анатольевич Заряев отмечает: «На предприятии сформировалось четкое понимание, что для выпуска конкурентоспособной продукции, отвечающей мировым стандартам, недостаточно автоматизировать отдельные этапы проектирования и производства. Для достижения ощутимых результатов необходим комплексный подход и использование единой интегрированной платформы, объединяющей САПР, САПР ТП и базы данных».
Это будет этап комплексной автоматизации конструкторскотехнологической подготовки производства.
В настоящее время в НКМЗ рассматривается возможность организации единого информационного пространства для всех служб КТПП на базе системы управления инженерными данными ЛОЦМАН:PLM, разработанной АСКОН. При этом учитывается, что данная система изначально составляет единый программный комплекс вместе с другими продуктами АСКОН — КОМПАС3D, ВЕРТИКАЛЬ и справочником «Материалы и сортаменты», внедренным на предприятии. Существенно и то, что система ЛОЦМАН:PLM имеет все средства для обеспечения надежной интеграции с системами управления производственным предприятием класса ERP, что подтверждается реализованными проектами, в том числе из практики компании АСКОНУфа.

