
CETOL 6σ: осознанная целесообразность точности
Современный потребитель заинтересован, чтобы на рынке появлялись новые качественные продукты по приемлемой цене. В свою очередь, производитель заинтересован в адекватной реакции на запросы рынка, которая в результате должна обеспечить стабильность и успешность его бизнеса. Готовя новое изделие к производству, ему неизбежно приходится решать вопросы новизны продукта, его качества, стоимости и сроков вывода на рынок. Над решением этих задач работают конструкторы, технологи и экономисты.
Инженеры способны постоянно удивлять потребителей всё новыми и новыми изделиями. Конструкторы детально прорабатывают концепцию будущего изделия и разрабатывают конструкторскую документацию (КД), неотъемлемой частью которой является полное геометрическое описание всех спроектированных деталей и узлов, назначение допусков на каждый размер, вплоть до задания допусков формы и взаимного расположения поверхностей. Как правило, на этом этапе конструктор назначает минимальные допуски, поскольку чем меньше допуск, тем больше вероятность, что конструкция не только будет должным образом собрана и правильно функционировать, но и обеспечит продукту высокие потребительские качества.
Затем КД попадает в руки технолога. Получив столь идеалистическую картину, созданную конструктором, технолог начинает опускать его с небес на землю, правя допуски в соответствии с технологией изготовления той или иной детали и технологическими возможностями производства. Конечно, описанная схема взаимоотношений конструкторов и технологов искусственно заострена: конструктор, как правило, знает, какое оборудование имеется на предприятии и какую точность при обработке оно способно обеспечить. Поэтому формально он прав, настаивая на изготовлении разработанной им детали на высокоточном оборудовании. Но технологу приходится учитывать и другие аспекты этой проблемы: с одной стороны — необходимость обеспечения загрузки всего имеющегося на предприятии оборудования, чтобы не сорвать сроки изготовления всего комплекта деталей, с другой — экономическая целесообразность изготовления на высокоточном, а значит, дорогостоящем оборудовании, ведь это неизбежно скажется на себестоимости конечного продукта. Следовательно, необходимо обоснованно и без ухудшения основных характеристик изделия разделить детали, входящие в новое изделие, на высокоточные и остальные, допуски на размеры которых можно назначить более грубыми и изготовить на универсальном оборудовании. Как же решается эта задача в современных условиях?
Рассмотрим вариант решения, реализованный в экспериментальном проекте компании «Солвер» для ОАО «ОКБ «Новатор» (г.Екатеринбург). Расчет размерной схемы небольшого узла цепей представлял собой лишь одну задачу из большого объема работ, выполненных в рамках данного проекта. Сразу оговоримся, что в этой статье мы не будем приводить детального описания конструкции и механизма работы изделия.
Для проведения расчетов от предприятия была получена КД на узел и граничные условия для его работы. В результате расчетов необходимо было получить распределение (вариативность) размера замыкающего звена в двух положениях и с учетом всех допусков на размеры (рис. 1).
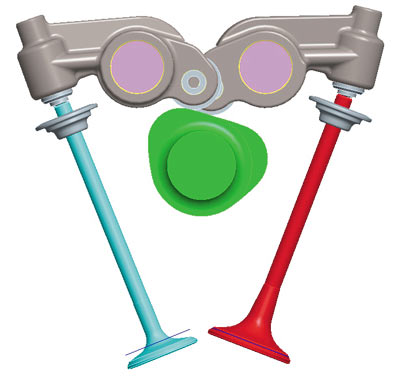
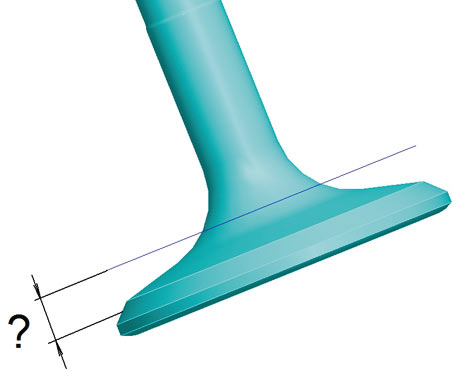
Рис. 1. Модель узла, выбранного для расчета размерных цепей и допусков
В качестве инструмента создания модели узла заказчик использовал программный комплекс Pro/ENGINEER от фирмы PTC. На предприятии это программное обеспечение (ПО) успешно применяется как конструкторами при проектировании изделий, так и технологами при разработке управляющих программ для станков с ЧПУ. В отличие от других систем проектирования, Pro/ENGINEER обладает важным преимуществом — его функционал позволяет автоматически перестраивать модели (как отдельные детали, так и большие сборки) в середину поля допуска или, например, в крайние положения. Разумеется, перед выполнением этой процедуры необходимо назначить допуск на каждый размер.
Несмотря на полезные возможности этого функционала, он не позволяет достоверно проанализировать зазоры и натяги. Вопервых, любая CADсистема создает идеальную модель изделия, в которой все соединения, например типа «вал — отверстие», располагаются строго соосно. В реальности касание элементов, входящих в такое соединение, чаще всего происходит как минимум в какойнибудь одной точке. Кроме того, при анализе в CADсистеме невозможно учесть допуски формы и взаимного расположения поверхностей. Поэтому возникает необходимость в специализированном программном обеспечении. Для Pro/ENGINEER таким инструментом с 1990 года является CETOL 6σ, разработанный фирмой Sigmetrix.
В названии этого ПО обозначение «6σ» присутствует неслучайно. По общепринятому правилу практически все значения нормально распределенной случайной величины лежат в интервале ±3σ, что в целом соответствует 6σ, где σ — среднеквадратичное отклонение (рис. 2). Под случайной величиной в нашем случае подразумевается допуск, у которого определены граничные значения и закон распределения. Главной задачей, которую решает CETOL 6σ, является анализ допусков с целью их оптимального назначения. С одной стороны, допуски должны обеспечивать работоспособность разрабатываемого изделия, с другой — затраты, связанные с обеспечением допусков, должны быть минимизированы.
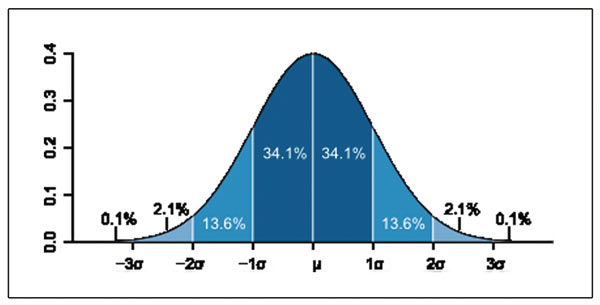
Рис. 2. Нормальное распределение случайной величины
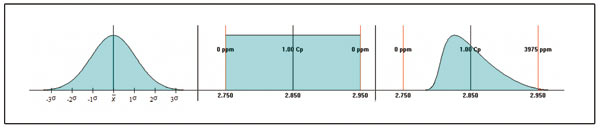
Рис. 3. Примеры нормального, равномерного и λ-распределения допусков
CETOL 6σ позволяет осуществлять расчеты размерных цепей с учетом допусков, имеющих три варианта распределения (рис. 3):
- нормальное или гауссовское;
- равномерное;
- λраспределение.
Как уже отмечалось, в качестве исходных данных для расчета размерной схемы была взята модель узла, созданная в Pro/ENGINEER. Совместная работа Pro/ENGINEER и CETOL 6σ была реализована так, как показано на рис. 4. После последовательного запуска обоих программных продуктов CETOL 6σ осуществляет синхронизацию данных из Pro/ENGINEER. При этом программа не создает своих рабочих файлов, и вся проделанная в ней работа сохраняется в файлах CADприложений. Также следует отметить, что совершенно неважно, каким образом были созданы модели деталей и сборка компонентов. Для расчетов в CETOL 6σ имеет значение только геометрия моделей, а не методы ее построения. Благодаря этому в расчетах могут использоваться модели, импортированные в Pro/ENGINEER из других систем CAD.
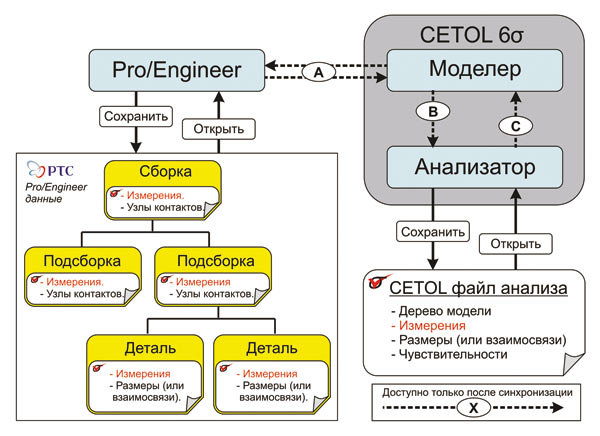
Рис. 4. Взаимодействие CETOL 6σ и Pro/ENGINEER
После синхронизации данных было определено замыкающее звено (на рис. 1 оно помечено знаком «?»), или, в терминах CETOL 6σ, были созданы измерения. В нашем случае под измерением понимается величина зазора между подвижной и неподвижной деталями изделия. Определение измерения осуществляется в интерактивном режиме путем указания геометрии, определяющей зазор. Текущее значение зазора рассчитывается автоматически. В диалоговом окне свойств измерения можно задать новое значение зазора с допуском. После проведения расчета размерной цепи может быть проанализирована правильность введения исходных данных. При определении измерения автоматически создается конфигурация — некоторое зафиксированное положение механизма. Создавать измерения можно не только при анализе механизмов, но и для отдельных деталей. В этом случае все измерения, а их может быть несколько, будут находиться в одной конфигурации. В нашем случае механизм был проанализирован в двух положениях, поэтому были созданы две конфигурации по одному измерению в каждой. Нет ничего страшного в том, что измерения в первой и второй конфигурациях ссылаются на одинаковую комбинацию геометрий.
На следующем этапе были определены узлы контактов между компонентами сборки. Эта процедура основана на ограничении степеней свободы компонентов сборки за счет их взаимного влияния. Первый компонент в дереве моделера CETOL 6σ всегда считается полностью закрепленным. Следует отметить, что последовательность компонентов в Pro/ENGINEER и CETOL 6σ может различаться. Пользовать может в интерактивном режиме переносить по дереву построений в CETOL 6σ любой компонент. В нашем случае исследуемое изделие состоит из нескольких сборок и нескольких отдельных деталей. Последовательность назначения узлов контакта в CETOL 6σ имеет большое значение и должна отражать реальные условия сборки. Только при соблюдении этого условия можно получить достоверные результаты расчетов.
Вначале в интерактивном режиме назначаются узлы контакта в подсборках. Пользователь последовательно выбирает контактируемые поверхности на взаимосвязанных компонентах, а программа автоматически создает между ними узел контакта. При выборе любого сочетания элементов геометрии в CETOL 6σ предлагаются предустановленные варианты узлов контакта, которые могут быть заменены на пользовательские. Для этого достаточно указать на степени свободы, представленные графически в интерактивном окне, и перемещения (вращения) по выбранным направлениям будут разрешены или запрещены (рис. 5).
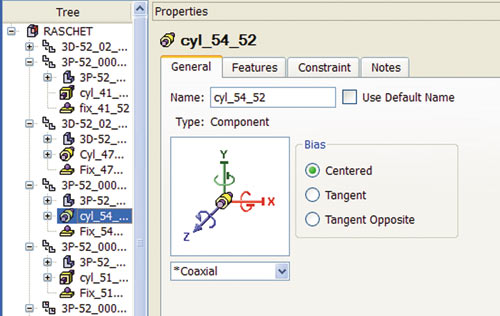
Рис. 5. Интерактивное окно ограничения степеней свободы
В свойствах узла контакта пользователь может указать конкретное его местоположение и направление осей, по которым ограничены перемещения. Кроме того, для всех вариантов ограничений типа «вал — отверстие» в CETOL 6σ предлагается уникальная опция, которая анализирует все возможные точки контакта в данном узле. Опция особенно удобна в тех случаях, когда неизвестно положение реальной точки контакта или оно меняется в процессе работы изделия. В описываемых расчетах эта опция использовалась во всех соединениях подобного типа.
При определении узлов контакта для изделия с несколькими конфигурациями узлы могут быть как общими, так и созданными непосредственно для конкретной конфигурации. Таким образом, в одной расчетной модели реализуются две (или, в общем случае, — несколько) расчетные схемы с различным набором узлов контакта. Назначение узлов контакта — это ответственный этап, ошибка на котором способна свести на нет все результаты расчетов. Поэтому в CETOL 6σ созданы все условия для исключения подобной ситуации. Вопервых, программа автоматически отслеживает количество степеней свободы по каждому компоненту сборки и отображает его в графическом окне в виде цифр над пиктограммой компонентов. Отрицательное число говорит о том, что компонент не до конца зафиксирован, а положительное — что компонент имеет избыточные ограничения. Вовторых, CETOL 6σ отслеживает замкнутость системы. Если все ограничения заданы и система «замкнулась», результат проделанной работы можно оценить по графическому изображению. При выборе команды Показать положение компонентов в графическом окне Pro/ENGINEER сборка перестроится с учетом узлов контактов, назначенных в CETOL 6σ (рис. 6). При этом пользователь может по графическому представлению проверить правильность назначенных соединений и в случае необходимости отредактировать их.
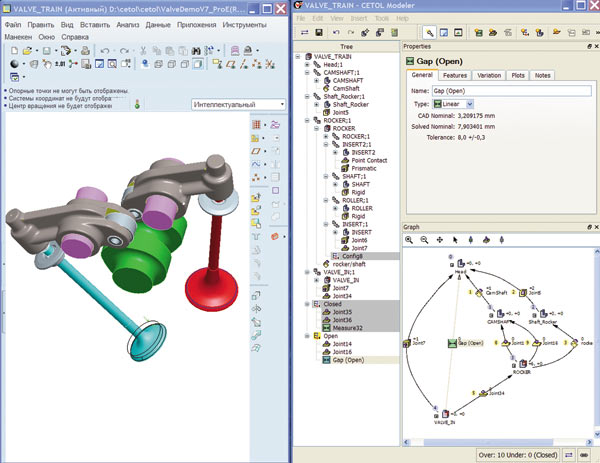
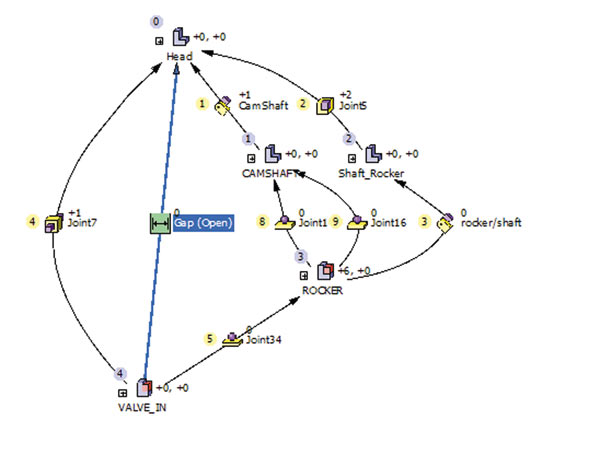
Рис. 6. Модель расчетной схемы узла
На следующем этапе определяется тип представления исходных данных для расчета по каждой детали. Первый тип — параметрический. При его выборе пользователь напрямую задействует размеры (все или часть) модели компонента, построенного в Pro/ENGINEER. Преимущество такого типа представления исходных данных — простота использования. Например, чтобы задействовать в расчете все размеры, достаточно выбрать команду Добавить все размеры. Но этот тип имеет ряд существенных недостатков:
- невозможность учитывать при расчете допуски формы и взаимного расположения поверхностей;
- модель должна включать размеры только в соответствии с КД, что ограничивает возможность расчета импортированной геометрии (поскольку она не имеет ассоциативных размеров);
- длительность и низкая достоверность расчета.
Изза перечисленных недостатков этот метод часто используется только для предварительных расчетов.
Следующий тип представления исходных данных — оверлейный режим. Здесь пользователю необходимо провести дополнительную работу над компонентами расчетной схемы, назначив взаимосвязи между элементами детали. На примере детали «Пластина» можно продемонстрировать ее трансформацию из обычного вида (КД) через твердотельное моделирование в представление CETOL σ (рис. 7).
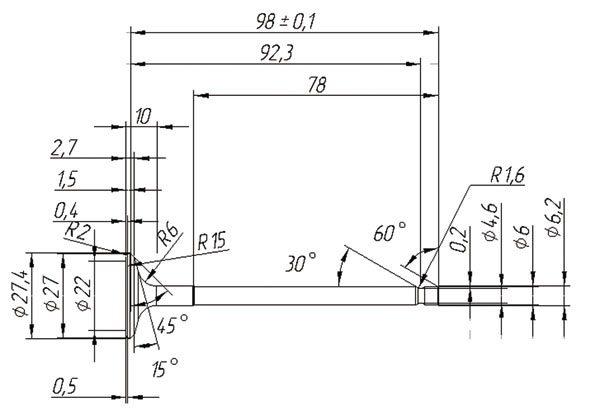
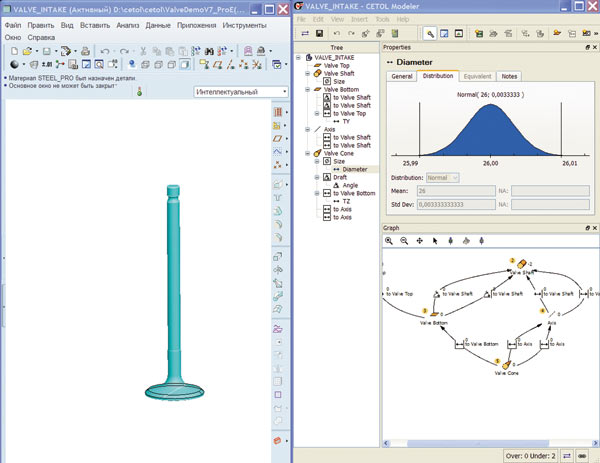
Рис. 7. Чертеж — модель — представление детали в CETOL 6σ
Благодаря интуитивно понятному интерфейсу выбор элементов и определение взаимосвязей между ними (аналог размеров с допуском) в CETOL 6σ не вызывает затруднений. Для проведения достоверного расчета размерной схемы модели деталей, участвующих в ней, должны быть представлены в этом ПО подобным образом. Под взаимосвязями подразумевается задание и допуски формы, а также взаимного расположения поверхностей. Следует отметить, что задание такого рода допусков в CETOL 6σ очень удобно. Вопервых, это ПО поддерживает практически все применяемые в ЕСКД типы данных допусков. Вовторых, при их задании пользователь сам определяет степень влияния двух составляющих отклонения поверхности — ее поворота и смещения (рис. 8).
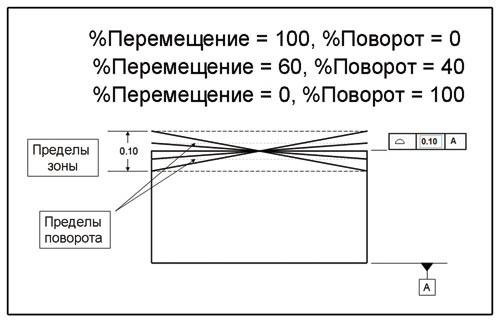

Рис. 8. Влияние двух составляющих на допуск формы в CETOL 6σ
Достоверность расчетов в оверлейном режиме гораздо выше потому, что можно учитывать допуски формы и взаимного расположения поверхностей. Неважно, каким образом была построена деталь, так как расчеты основываются не на размерах модели, а на взаимосвязях ее элементов. Это значит, что в них может применяться импортированная геометрия. Расчеты в оверлейном режиме занимают гораздо меньше времени. Главным недостатком метода является проведение дополнительной работы по созданию взаимосвязей. Для решения нашей задачи мы выбрали оверлейный тип представления данных как наиболее точный.
На следующем этапе был проведен расчет размерной схемы. CETOL 6s предлагает несколько вариантов проведения расчетов, различающихся разными наборами методов расчета. Первый метод — расчет на MAXMIN (или метод наихудшего сочетания допусков), который при проведении расчетов размерных схем получил наибольшую популярность. Идея метода очень проста — любая вариантность всех размеров расчетной схемы в пределах назначенного допуска должна обеспечить заданную вариантность замыкающего звена. Математически это может быть представлено следующим образом:
![]() ,
,
где Т — допуск замыкающего звена, а Ti — допуск iго размера.
Поскольку этот метод совершенно не учитывает распределение размеров внутри допуска, удовлетворительный расчет размерной схемы, как правило, возможен лишь при назначении жестких допусков на все размеры, что не всегда возможно. Результаты расчета, выполненные по этому методу, доступны в CETOL 6σ при любом варианте проведения расчета. На подавляющем большинстве предприятий нашей страны, где осуществляют расчеты размерных цепей, применяется только этот метод и, как правило, без помощи специализированного ПО.
Более прогрессивным методом расчета является статистический метод. В CETOL 6σ он называется расчетом по первой производной (есть также метод расчета по второй производной). В отличие от метода на MAXMIN, статистический метод работает не только с допуском, но и с его распределением. Математически это может быть представлено следующим образом:
 ,
,
где σ — среднеквадратичное отклонение допуска замыкающего звена, а σi — среднеквадратичное отклонение допуска iго размера.
По сравнению с методом на MAXMIN у статистического метода расчета есть неоспоримое преимущество — в нем учтены законы распределения допусков. Что это дает на практике? Вероятность того, что в одну сборку попадут детали с наихудшим сочетанием допусков, достаточно мала. В таком случае можно увеличить величину допуска и, зная закон его распределения, вычислить вероятность работоспособности изделия. То есть этот способ теоретически допускает появление небольшого процента брака при выпуске изделия, но позволяет значительно расширить величины допусков на большинство размеров. При расчете этими двумя методами определяется чувствительность влияния изменения конкретного размера на величину замыкающего звена. По этой чувствительности определяется вклад того или иного размера в величину допуска замыкающего звена как произведение чувствительности на соответствующий допуск. Благодаря этому существенно сокращается время на проведение оптимизации допусков, поскольку при внесении любых изменений в исходные данные автоматически изменяются все расчетные величины.
Кроме рассмотренных методов расчета размерных схем, в CETOL 6σ существует вероятностный метод, который называется методом МонтеКарло. Он основан на генерации случайных сочетаний размеров (с учетом заданного распределения размеров в пределах допуска) при назначенном количестве партии изделий. Точность расчета этого метода напрямую зависит от величины заданной партии — чем больше партия, тем точнее результат. Недостатком метода является отсутствие возможности оценки чувствительности влияния изменения размеров на замыкающее звено. Вследствие этого при любом изменении исходных данных, например изменении допуска или закона его распределения, расчеты необходимо проводить заново. Как правило, этот метод является проверочным и выполняется на заключительных стадиях работы.
После выполнения расчета (сразу по всем измерениям для всех конфигураций) картина для анализа расчетной схемы стала ясна. Результаты расчетов выводятся в удобном для последующей работы диалоговом окне (рис. 9). Поскольку по этому изделию на предприятии имелся достаточно большой экспериментальный материал, было интересно провести сравнение аналитических данных с экспериментальными. Специалисты ОКБ «Новатор» сообщили, что результаты расчетов полностью совпали с результатами проведенных ранее замеров.
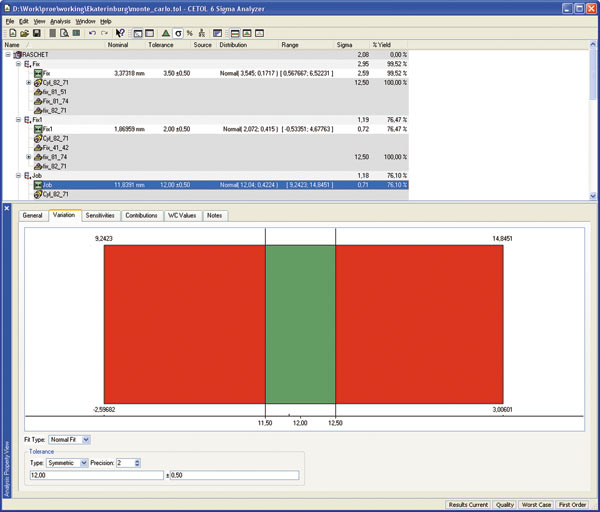
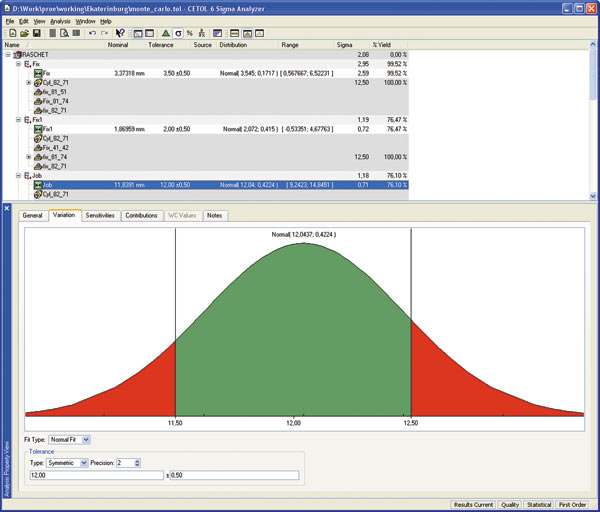
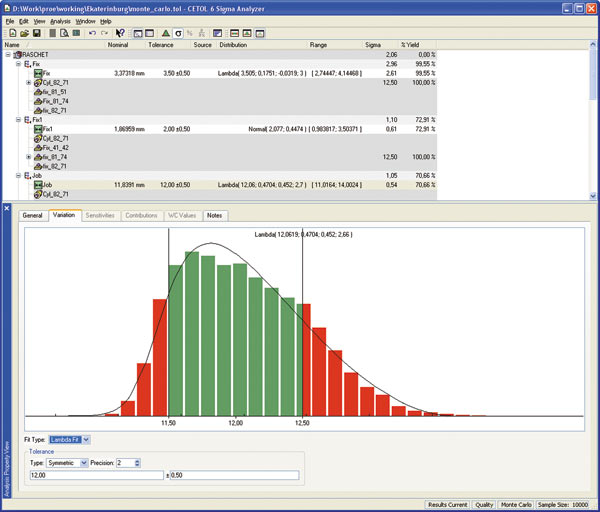
Рис. 9. Результаты расчета на MAX-MIN (а), статистическим (б) и вероятностным (в) методами
Кроме собственно результатов, представляющих собой наглядную картину по вариантности замыкающего звена, пользователь получает динамичный инструмент влияния на всю расчетную схему. Выбрав в диалоговом окне (рис. 10) любой размер и изменив его значение, допуск или закон распределения, можно мгновенно получить новые результаты расчетов (кроме результатов вероятностного метода).
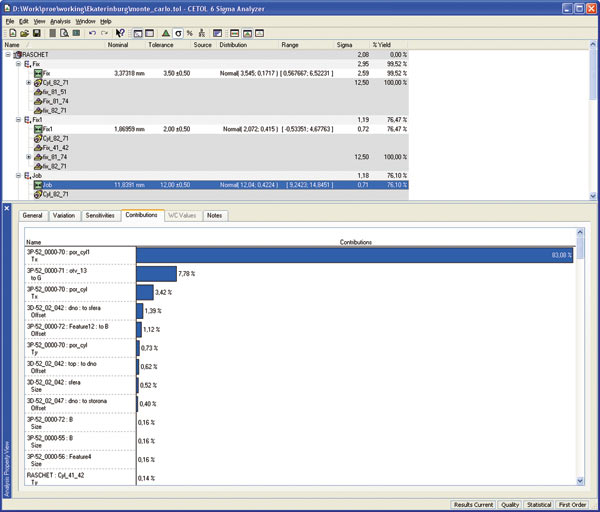
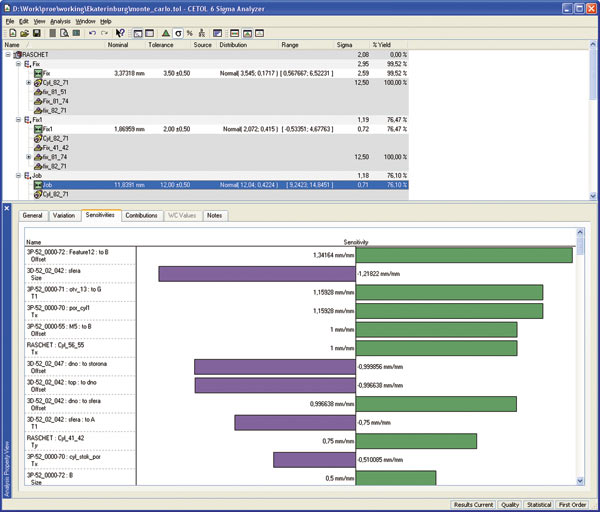
Рис. 10. Пример представления чувствительности и вкладов
В расчетных работах, приведенных в этой статье в качестве примера, предприятие не ставило перед специалистами «Солвер» задачу оптимизации допусков, но принципиальную возможность ее проведения хотелось бы показать (рис. 11).
Дело в том, что после выполнения расчетов выяснилось, за счет какого размера размерной схемы можно с наибольшей эффективностью повлиять на вариантность замыкающего звена. Таким образом, уже на этапе проектирования изделия стала доступной оценка возможных проблем сборки и функционирования нового изделия, а также техникоэкономической эффективности освоения его производства. Анализ изделия с помощью CETOL 6σ, споры между конструкторами, технологами и экономистами создали реальную предпосылку для долгожданного компромисса. По результатам расчета в автоматическом режиме может быть сформирован отчет со всей необходимой информацией. На некоторых предприятиях без оформленных таким образом отчетов дальнейшее существование изделия невозможно.
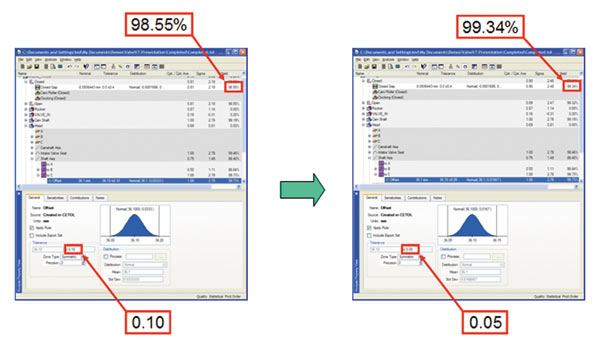
Рис. 11. Изменение допуска приводит к изменению результатов
Как отмечалось ранее, специалистами предприятия была подтверждена правильность расчетов, выполненных в CETOL 6σ. Ими было также отмечено, что временные затраты на получение тех же результатов с использованием программного продукта и без него несопоставимы. На что при традиционных подходах тратились дни и недели, в CETOL 6σ требуются минуты и часы. А это оказывается очень ценным качеством, когда конкуренты планируют выпуск на рынок аналогичного изделия. Другое преимущество — простота использования — позволяет получить достоверные результаты инженерам, имеющим небогатый опыт. Расчеты, выполненные с помощью CETOL 6σ, дают возможность уже на ранних стадиях разработки нового изделия снизить количество конструкционных ошибок, разработать оптимальную технологию производства с точки зрения загрузки оборудования. А благодаря невысокой стоимости этого эффективного программного инструмента он доступен для широкого круга отечественных предприятий.
В заключение хотелось бы привести имена мировых производителей, широко и активно использующих CETOL 6σ:
- в аэрокосмической отрасли — Boeing, Airbus, Lockheed Martin, Harris;
- в автомобилестроении — Toyota, Volkswagen, Audi, TRW, Harley Davidson, Ferrari, HarmanBecker;
- в машиностроении — Caterpillar, ABB, Mitsubishi, Bosch Group, ITT Industry;
- в медицинской промышленности — Medtronic, Alcon, Abbott Laboratories, Abiomed;
- в производстве электроники и товаров народного потребления — Intel, Sony, HewlettPackard, Motorola, Samsung, Dell, Reebok, Nike и др.

