
Высокоэффективная обработка на обычном оборудовании
Мы уже рассказывали о том, как на суперсовременном оборудовании ADEM может творить чудеса, а теперь посмотрим, как ADEM делает это и на самом обычном оборудовании. Возьмем для примера несколько «простых» деталей.
Пример первый. Фрезерная обработка детали типа «плита» (рис. 1). Деталь обрабатывается из прямоугольной заготовки алюминиевого сплава Д18 за два установа. На первом мы будем обрабатывать плоскость, боковую стенку, большое отверстие и отверстия для крепления фланца. Затем перевернем деталь и обработаем вторую сторону, обеспечив формирование ребер жесткости, внутренних колодцев и уступов. При обработке данной детали (впрочем, как и остальных перечисляемых ниже деталей) мы не будем пользоваться средствами многоосевого фрезерования, а применим только режим 3координатной обработки.

Рис. 1. Деталь «плита»
На всех этапах обработки мы в максимальной степени будем пользоваться следующими приемами высокоскоростной обработки:
- непрерывной коррекцией подачи, исходя из условия постоянства толщины стружки;
- попутным направлением обработки;
- режимом формирования гладких траекторий.
Отметим, что данные возможности системы ADEM можно использовать практически для любого оборудования, корректируя режимы обработки в соответствии с его возможностями.
Итак, обработка первой стороны. Готовим плоскость и боковую стенку. Для обработки плоскости применим схему «Обратная спираль». В этом случае подвод инструмента выполняется по плавной кривой снаружи (из определенной точки врезания), а спиральная схема движения инструмента обеспечивает максимальное постоянство снимаемого припуска. Обращаем ваше внимание на то, что в процессе обработки (при изменении кривизны траектории) происходит постоянная корректировка минутной подачи, что обеспечивает постоянную толщину стружки, снимаемой каждым зубом инструмента (рис. 2). Как мы уже сказали, этот режим далее использовался повсеместно.
Первым делом выбираем металл из большого отверстия. Для этого применяем новую схему выборки колодцев «Эквидистантная спиральная». Суть ее заключается в том, что после выполнения спирального врезания каждый проход выполняется на всю глубину также по спирали. Это обеспечивает наиболее мягкие условия работы инструмента и приводов станка и позволяет работать на максимально возможных для станка режимах. После выборки формируем фаску, угол которой составляет 60°. Обработку этого элемента выполняем за счет возможности ADEM обрабатывать конструктивные элементы с наклонными стенками — просто указав угол стенки равным углу фаски.
Затем просверливаем отверстия под фланцы, снимаем на них фаску (аналогично тому, как это было описано ранее) и нарезаем резьбу в каждом отверстии. Для нарезания резьбы мы будем использовать фрезы MTECS 06047C14 1.0ISO IC908 фирмы «ИСКАР». Резьба в каждом отверстии формируется за три прохода, обеспечивая плавный вход и выход на каждом проходе (см. выноску на рис. 2).
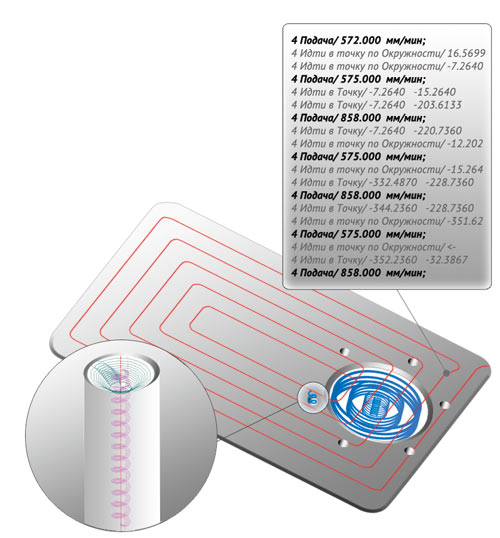
Рис. 2. Установ 1. Коррекция подач по толщине стружки
На этом работы первого установа завершаем и переворачиваем деталь на другую сторону, удаляя остатки материала в большом круглом окне.
Применяя всё ту же «Эквидистантную спиральную» схему, выполняем черновую обработку трех длинных уступов с левой стороны плиты и фигурных уступов справа. Для выборки материала, оставшегося вдоль крайних длинных ребер, используем метод обработки уступов с «поперечнопродольной схемой». В этом случае выборка выполняется снаружи на всю глубину уступа, затем инструмент смещается на следующую эквидистанту, постепенно приближаясь к ребру, и повторяет выборку на всю глубину (рис. 3).
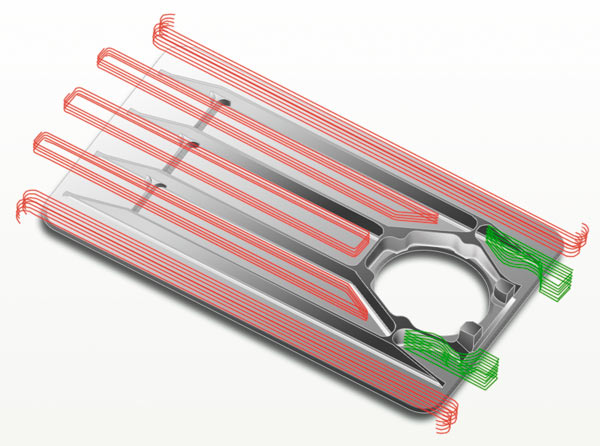
Рис. 3. Установ 2. Спиральная выборка «колодцев» и «уступов»
Далее удаляем материал, оставшийся в трех прямоугольных колодцах в центральной части и уступах в левой части плиты, и приступаем к чистовой обработке. На этом этапе мы будем активно использовать функцию подбора материала, оставшегося после черновых проходов, поскольку контуры необработанных зон были автоматически выявлены на черновой обработке и будут учтены на чистовых проходах. В основном это будет обработка радиусов скругления на дне и углах. В качестве дополнительных элементов, которые ADEM учитывает при подборе, можно задавать поверхности объемной модели. Основным методом обработки, применяемым при подборе на данной детали, также является «спираль» (рис. 4).
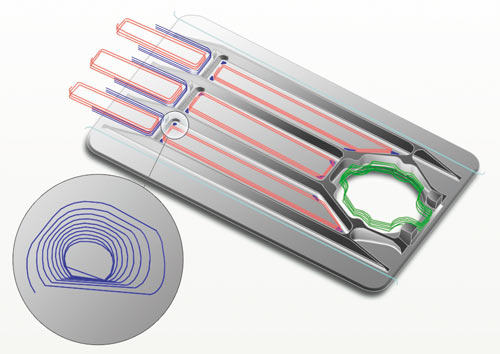
Рис. 4. Установ 2. Чистовая обработка
Для чистовой обработки широких наклонных ребер, расположенных в районе большого окна, мы использовали метод обработки уступов с заданием поверхности дна элементами объемной модели. Следует сказать, что этот способ получил широкое применение в силу своей эффективности и простоты использования. При наличии объемной модели, помимо внешнего ограничивающего контура конструктивного элемента (колодца, уступа, паза и т.д.), достаточно указать поверхности, формирующие дно, и они автоматически будут учтены при формировании траектории независимо от применяемой схемы обработки. Таким образом, плоскую обработку можно с успехом использовать для фрезерования объемных элементов.
Аналогичные приемы применимы для чистовой обработки центральных прямоугольных колодцев. За одним исключением: при их обработке мы совместим в одной операции черновую и чистовые схемы.
Итак, общий маршрут обработки данной детали состоит из четырех основных операций, для каждой из которых формируется своя управляющая программа. Каждая операция содержит порядка 1015 переходов. В обработке используется восемь инструментов, оформленных в виде отдельного объекта «Магазин инструмента». Это позволяет применять в основном маршруте ссылки на инструмент, помещенный в магазин, что значительно упрощает составление маршрута и изменение параметров инструмента в будущем.
Кроме того, маршрут включает вспомогательные операции, обеспечивающие подготовку оснастки, которая используется при изготовлении детали, но их содержание мы опустим.
Пример второй. Деталь типа «крышка» (рис. 5). Оставив большую часть технологии обработки данной детали за рамками статьи, рассмотрим подробнее последние этапы работы. Была поставлена задача минимизации слесарных работ. Чтобы выполнить это условие, было решено на последнем этапе прорезать деталь ниже кромки, отфрезерованной на противоположной стороне (см. рис. 5).
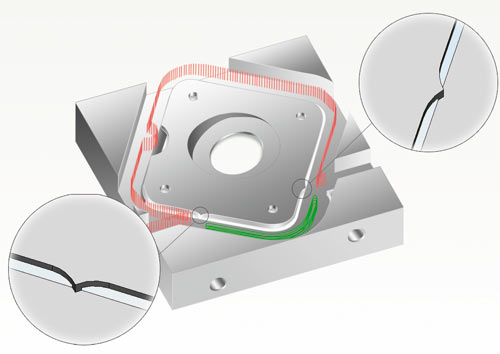
Рис. 5. Обрезка готовой детали
Вместе с тем, чтобы деталь не выпала при обрезке, было решено оставить две перемычки, в сечении образующие треугольник со стороной 0,8 мм, при общих габаритах детали 70x70 мм. На первом этапе обрезки, когда жесткость детали достаточно большая, меньший фрагмент между перемычками был удален с использованием «Контурной спиральной» схемы с небольшим шагом по вертикали. Остальную (большую) часть обрезки было решено выполнить по схеме «Плунжерного фрезерования» паза с шагом 0,2 мм. Как показала практика, на протяжении всего процесса плунжерной обрезки вибрации детали практически отсутствовали, несмотря на то что в конце она держалась всего на двух островках.
В итоге после обработки практически готовая деталь «легким движением руки» просто вынималась из заготовки.
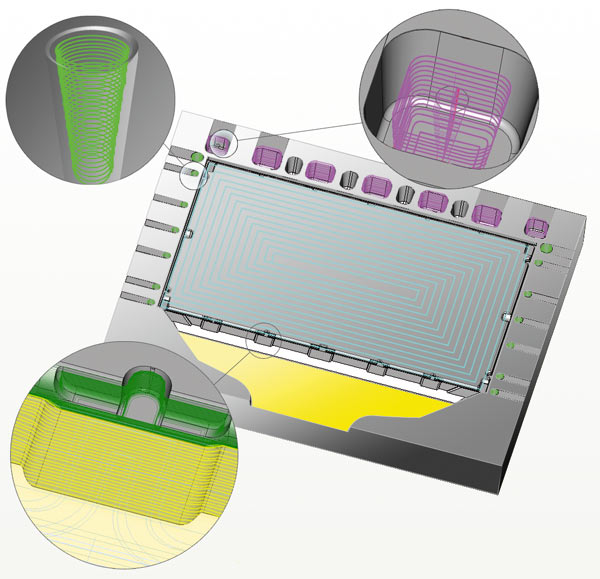
Рис. 6. Подвижная матрица литьевой формы
Пример третий. Деталь типа «матрица» (рис. 6). Данная деталь — это подвижная матрица литьевой формы для литья алюминия, выполненная из жаропрочной стали 3Х2В8МФ твердостью 52 HRC. Рабочий профиль представляет собой контурную канавку с разного рода ответвлениями для литниковой системы и системы промывников. Основная сложность, с которой пришлось столкнуться при проектировании обработки и изготовлении этой детали, — чистота поверхности Rz0.32 (Ra 0.2) и необходимость работы мелкоразмерным инструментом. Например, обработка питателейпромывников выполнялась концевыми фрезами диаметром 6 и 4 мм при глубине обработки 20 и 8 мм соответственно. Обработка же рабочего профиля осуществлялась концевой фрезой диаметром 1 мм.
Кратко опишем стратегию обработки и основные приемы, применявшиеся при работе над данным проектом.
Сначала за счет переходов сверления удалялась основная часть материала в наиболее широких частях рабочего профиля. Затем обрабатывался сам профиль. Как видно из рис. 6, он представляет собой фигурный паз с наклонными стенками и габаритами 180x290 мм. Сечение паза на большей части его протяженности не превышает 2,5x4,5 мм. Обработка этого элемента выполнялась за счет традиционной «Эквидистантной» схемы выборки. При этом дно паза было ограничено набором формирующих его поверхностей. Для учета плоских участков, расположенных на разных высотах по всей протяженности рабочего профиля, была активирована опция автоматического учета плоских участков при многопроходной обработке.
Обработка системы промывников, расположенных по периферии матрицы, выполнялась по уже знакомой нам схеме выборки колодцев с постоянным углом стенки. В данном случае указание поверхностей дна уже не требовалось, поскольку угол стенки и радиус скругления между дном и стенкой определялись через параметры конструктивного элемента.
На последнем этапе была выполнена обработка литниковой системы. Начерно она была обработана аналогично упомянутой выше схеме фрезерования уступов. Для чистовой обработки применялась схема «Зигзаг». Качество поверхности определялось комбинацией параметров «Шаг» и «Гребешок» (в нашем случае — 0,1 мм). Общий припуск под слесарную обработку составил 0,05 мм.
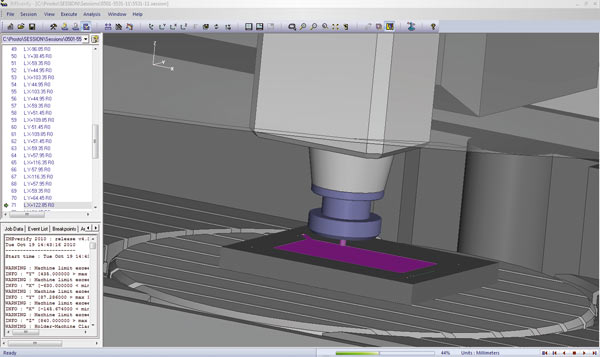
Рис. 7. Процесс моделирования обработки матрицы
Жесткие условия обработки данной детали обусловили необходимость предварительной верификации процесса обработки с моделированием реального оборудования и инструмента. В качестве симулятора был выбран программный продукт IMSverify. Процесс моделирования представлен на рис. 7. К слову, в настоящее время в рамках девятой версии ADEM завершается проект интеграции обоих программных продуктов.
***
Приведенные примеры, на наш взгляд, убедительно доказывают, что возможности ADEM могут с успехом применяться для подготовки управляющих программ не только для суперсовременных многоосевых высокоскоростных станков, но и для простейших обрабатывающих центров.

