
Применение CAD/CAM-системы ArtCAM JewelSmith для создания памятного перстня ОНПУ
Изготовление восковки на 3Dпринтере
Получение мастермодели из восковки методом литья
Предлагаем читателям ознакомиться с выдержками из работы студенток Одесского национального политехнического университета (Украина) Людмилы Сердюк и Алисы Костюковой, выполненной под руководством к.т.н В.И. Саитова и к.т.н. Е.В. Савельевой. Данная работа была представлена на проводимый компанией Delcam ежегодный конкурс студенческих работ и получила высокую оценку жюри.
В настоящей работе рассматривается моделирование объемных изделий с использованием CAD/CAMсистемы ArtCAM JewelSmith. Продемонстрированы все этапы изготовления перстня: от создания эскиза изделия и получения STLмодели для установки быстрого прототипирования до разработки технологии массового изготовления памятного перстня методом тиражирования в эластичных прессформах.
Разработка дизайна перстня
За годы своего существования Одесский национальный политехнический университет выпустил свыше 90 тыс. инженеров для разных отраслей народного хозяйства. К 90летнему юбилею университета студентам кафедр «Информационные технологии проектирования в машиностроении» и «Технологии и управление литейными процессами» было предложено разработать памятный перстень с эмблемой университета и гербом города Одессы.
При разработке дизайна перстня было решено использовать эмблему Одесского национального политехнического университета (рис. 1), а также включить в композицию герб города Одессы (рис. 2).

Рис. 1. Эмблема Одесского национального политехнического университета
Рис. 2. Герб города Одессы
Таким образом, на основании выдвинутых идей и предложений были созданы эскизы кольца и перстня, представленные на рис. 3.
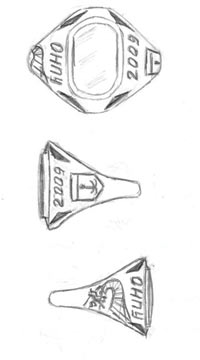
Рис. 3. Эскиз кольца и перстня
Благодаря современным компьютерным технологиям можно изготовить любые, самые сложные формы. Однако дизайнеру необходимо иметь полное представление о процессе получения изделия, в нашем случае — знать технологию литья по выплавляемым моделям в формымонолиты. Поскольку памятный перстень предполагалось отливать из 14каратного золота, то и мастермодель было решено изготовить из золотого сплава, что позволило бы судить о технологичности изделия и оценить возможность образования даже мельчайших дефектов.
Создание 3Dмодели перстня
Для создания 3Dмодели в ArtCAM JewelSmith необходимо пройти несколько этапов проектирования. Для создания основы перстня используем Мастер создания шинок во вкладке JewelSmith: из библиотеки шинок выбираем Круглую суженную шинку, в опциях задаем размер будущего перстня и габаритные размеры (рис. 4).
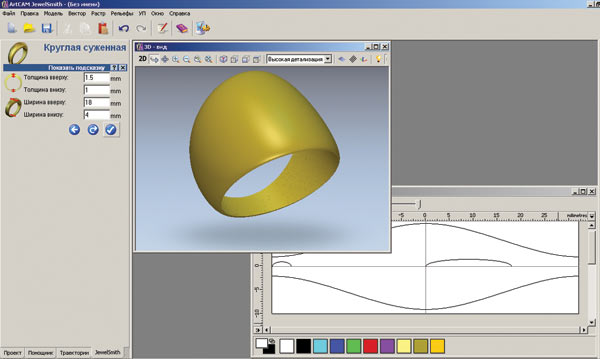
Рис. 4. Создание основы перстня
Далее, используя обширный инструментарий ArtCAM JewelSmith по работе с векторами, создаем овальные формы под вставку. Выбираем инструмент Заливка векторов и производим заливку определенными цветами. С помощью Редактора формы присваиваем цветам свойства: голубому цвету — плоскую форму с начальной высотой 1 мм, зеленому — обнуление внутрь на всю глубину (рис. 5).
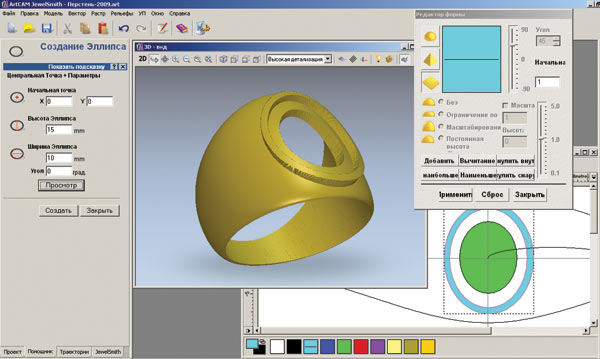
Рис. 5. Создание рельефа для вставки
Продолжая применять векторы из вкладки Помощник, создаем все рисунки на поверхности перстня. Затем заливаем каждый элемент своим цветом и каждому цвету, используя Редактор формы, задаем нужный рельеф. Так, фиолетовому цвету присваиваем округлую форму с ограничением по высоте и начальной высотой 1 мм. Полученный рельеф представлен на рис. 6 и 7.
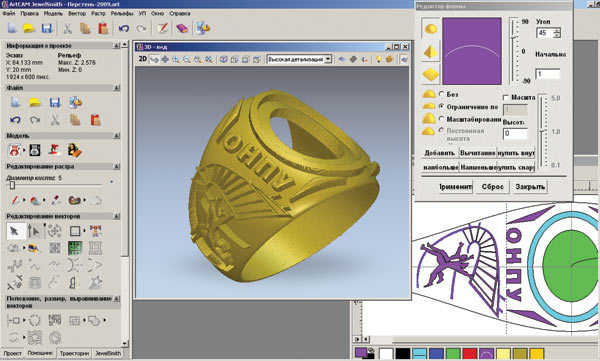
Рис. 6. Создание рельефа эмблемы
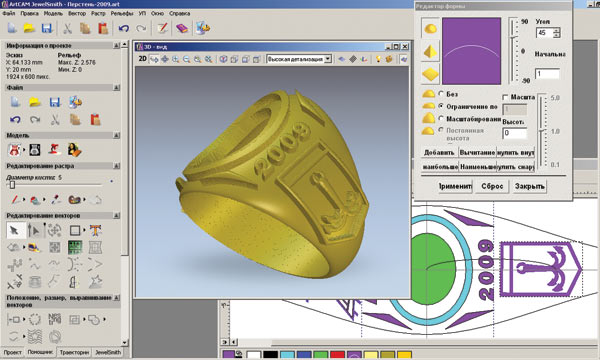
Рис. 7. Создание рельефа герба
После создания трехмерной модели перстня для присвоения материала, из которого будет изготовлено изделие, нужно создать мастермодель. Для этого необходимо, используя инструмент общего редактирования Добавить в мастер во вкладке JewelSmith, присвоить материал — 14ct Gold, учесть усадку — 2%, а система произведет расчет массы и создаст мастермодель (рис. 8).
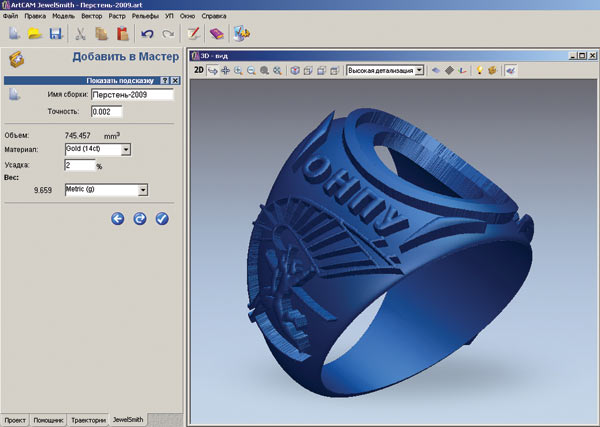
Рис. 8. Создание мастер-модели
Теперь можно присвоить изделию цвет с помощью инструмента Освещение и материал во вкладке Модель на основной управляющей панели инструментов. Выбираем 18ct LightBox Gold, который наиболее близок к цвету готового перстня из 14каратного золота.
Затем необходимо создать вставку, которая в готовом перстне будет выполнена из черного обсидиана. Для этого создаем новую шинку: выбираем в заготовках Плоскую 3осевую шинку и задаем габаритные размеры. Далее, используя инструменты работы с векторами, создаем вставку овальной формы.
Далее для получения сборки перстня и вставки применяем вкладку Проект и создаем новую сборку, после чего располагаем вставку на поверхности перстня. После коррекции положения вставки в перстне получаем готовую трехмерную модель будущего изделия, представленную на рис. 9.
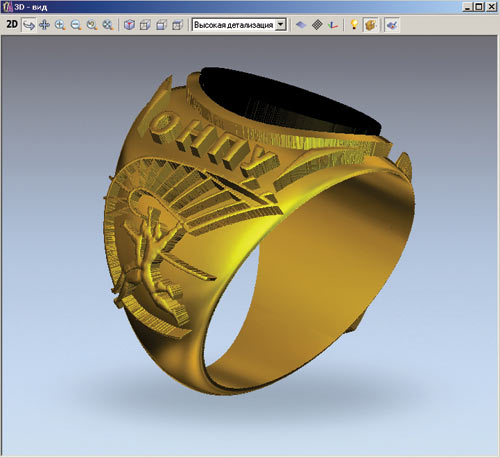
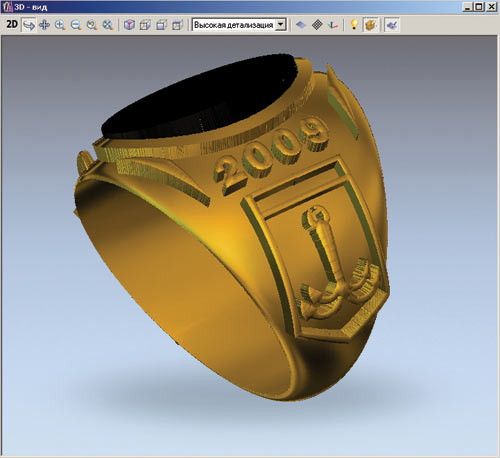
Рис. 9. 3D-модель перстня
Разработка STLмодели
Подготовка данных для машин быстрого прототипирования сводится к экспорту данных в формате STL. Поэтому для создания восковки на 3Dпринтере необходимо получить файл с расширением STL. Для этого в системе ArtCAM JewelSmith предусмотрен специальный модуль Создание STLмодели, производящий расчет триангулируемой модели. Модуль выполняет расчет модели с учетом материала, из которого будет изготавливаться изделие, и усадки материла при кристаллизации отливки. Создание STLмодели перстня представлено на рис. 10.
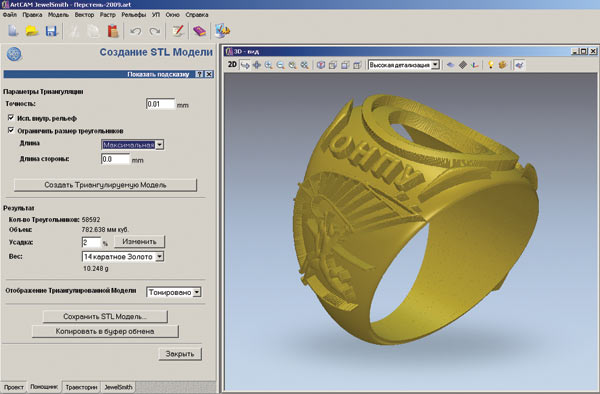
Рис. 10. Создание STL-модели
Изготовление восковки на 3Dпринтере
Используя созданную STLмодель перстня, передаем ее на 3Dпринтер, который создает восковку будущего изделия. Идея FDM (Fused Deposition Modeling) очень проста: раздаточная головка выдавливает на охлаждаемую платформуоснову капли разогретого термопластика (в качестве материала может применяться практически любой промышленный термопластик). Капли быстро застывают и слипаются друг с другом, формируя слои будущего объекта (печать здесь тоже ведется по слоям). Техпроцесс FDM позволяет с достаточно высокой точностью (минимальная толщина слоя — 0,12 мм) создавать полностью готовые к использованию детали большого размера (до 600x600x500 мм). На рис. 11 представлена готовая восковка памятного перстня, выращенная на 3Dпринтере.

Рис. 11. Выращенная восковка
С помощью 3Dпринтеров можно в значительной мере улучшить производственный цикл за счет отказа от вырезания вручную моделей из воска. Можно переходить непосредственно к литью по выплавляемым моделям или изготовлению резиновой формы.
Получение мастермодели из восковки методом литья
После получения восковки на 3Dпринтере устанавливаем ее на подопочной плите. Замешиваем формовочную смесь вручную около 30 секунд и заполняем ею опоку. Заливку надо выполнять очень аккуратно, чтобы смесь не лилась прямо на восковую модель. Опока заполняется только до верха восковой модели перед вакуумированием, а затем доливается после окончательного вакуумирования. Заливку необходимо проводить при включенном вибраторе. Продолжительность вибровакуумирования составляет 34 мин.
После заполнения опоки смесью и выдержки форм в течение 23 ч необходимо очистить тонкий верхний слой смеси для удаления глянца, который может образоваться и препятствовать дальнейшему удалению влаги во время первой стадии удаления воска.
После выдержки устанавливаем литейную форму в сушильный шкаф для удаления воска. Литейную форму располагаем вниз литниковой чашей, чтобы расплавленный воск не вытекал.
Процесс высокотемпературной обработки предназначен для удаления органических веществ, создания определенной прочности литейной формы, необходимой при принудительной заливке расплавленным металлом и нагрева литейной формы до температуры, достаточной для заполнения ею рабочей полости. Устанавливаем литейную форму в холодную прокалочную печь и начинаем нагрев до температуры 230250 °С, выдерживаем в течение 4 ч. Дальнейший нагрев ведется со скоростью 100 °С в час до температуры 730760 °С.


Рис. 12. Готовый перстень
Плавим сплав в тигле и заливаем его в литейную форму на установке вакуумного всасывания. Залитую литейную форму снимаем с плавильнозаливочной установки и устанавливаем вниз литниковой чашей для охлаждения.
Охлаждаем литейную форму до комнатной температуры и только после этого опускаем ее в проточную воду. После выбивки залитой формы в проточной воде отливка требует дополнительной очистки (в течение 4050 мин в 2040процентном водном растворе плавиковой кислоты). Дальше проводим отбеливание в 1015процентном растворе азотной кислоты в течение 15 мин. Шлифуем и полируем отливку, закрепляем камень. Готовый перстень показан на рис. 12.
Заключение
В результате проделанной работы была разработана компьютерная трехмерная модель памятного перстня выпускника Одесского национального политехнического университета, создана STLмодель для изготовления восковки на 3Dпринтере, получена восковка перстня, по которой отлита модельоригинал, необходимая для вулканизации резиновой прессформы, позволяющей массово тиражировать изделие. Применение программного продукта ArtCAM JewelSmith позволило быстро и качественно создать реалистичную визуализацию памятного перстня выпускника ОНПУ, что позволило на стадии проектирования вносить коррективы в будущее изделие, а в дальнейшем ее можно будет легко переделать для выпускников последующих лет.

