
О роли САПР в комплексном решении задач технологической подготовки производства
С каждым годом САПР укрепляют свои позиции в области технологической подготовки производства (ТПП). Конкуренция между разработчиками систем проектирования растет. За годы среди них выявились неоспоримые лидеры, одним из которых является американская компания Parametric Technology Company (PTC). Использование при проектировании ТПП ее системы Creo (ранее называвшейся Pro/ENGINEER) значительно облегчает работу конструкторов и технологов. Данный продукт можно считать одной из платформ бережливого производства.
Сегодня вопрос автоматизации процессов конструкторскотехнологической разработки новых изделий является скорее риторическим. Тем не менее для многих отечественных машиностроительных предприятий важна экономическая составляющая перехода на современные методы подготовки производства. Из желания сэкономить на некоторых из них применяются CAD и CAMмодули от разных систем проектирования. Существует мнение, что нет необходимости в единой САПР предприятия, построенной на комплексном решении от одного разработчика. Аргументы, приведенные в этой статье, доказывают ошибочность такой точки зрения.
С появлением САПР на производственных предприятиях, в зависимости от уровня их развития, определились три варианта схемы взаимодействия между конструктором и технологом (рис. 1).
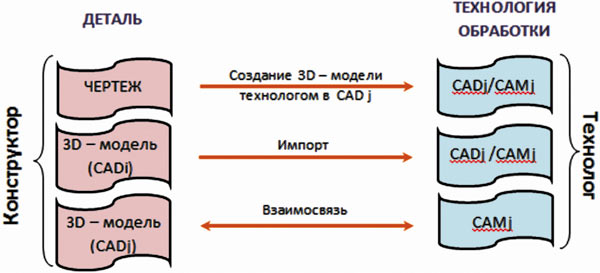
Рис. 1. Три схемы взаимосвязей между конструктором и технологом при осуществлении ТПП
Первая из них отражает работу конструктора и технолога в разных САПР и имеет структуру «чертеж — 3Dмодель — механическая обработка». При таком подходе конструктор работает только с двумерными электронными моделями или чертежами. 3Dмодель детали в графической системе создает технолог по полученному от конструктора чертежу. Затем в этой же графической системе он проектирует последовательность переходов в соответствии с технологическим процессом и генерирует управляющую программу (УП). Недостаток такого подхода заключается в том, что конструктор работает, как правило, не в параметрической CADсистеме. Изза этого он может допускать ошибки при построении размерных цепей по причине отсутствия привязок, ориентирующих эскиз. Кроме того, при выявлении несоответствия спроектированной детали технологическим требованиям приходится перечерчивать изменяемые элементы. Для создания УП технолог тратит время на самостоятельное построение 3Dмодели. Изза несогласованной работы конструктора и технолога часто возникает несоответствие готовой детали чертежу. На протяжении многих лет конструкторские ошибки, влияющие на качество изделия, с целью сокращения сроков получения готового изделия исправляются технологами по месту в ходе механической обработки и без изменений в документации или размеры подгоняются рабочими в процессе сборки. Эта тема давно стала предметом фольклора.
Сегодня на российских предприятиях чаще имеет место второй вариант взаимоотношений между конструктором и технологом — «3Dмодель — импорт — механическая обработка». Конструктор и технолог всё так же работают в разных САПР. Существенным отличием от предыдущей схемы является то, что 3Dмодель строит конструктор, а технолог импортирует ее в свою графическую систему, после чего проектирует траекторию движения инструмента в соответствии с технологическим процессом и рассчитывает УП. Однако построение 3Dмодели конструктором не является преимуществом данной схемы. Не сокращается и время ТПП. Корень проблемы очевиден — любая передача информации несовершенна, определенный коэффициент допустимых потерь заложен в систему изначально: при трансляции объектов из одной САПР в другую теряется 1020% данных. Поэтому можно лишь попытаться свести этот процент к минимуму.
При использовании прямых интерфейсов между двумя конкретными программами потери минимальны, но во время передачи принимающая сторона адаптирует данные в соответствии со своими возможностями и особенностями. В результате всё, что не поддерживается данной системой, отсекается.
Еще одно из предлагаемых решений — передача данных при помощи универсальных форматов, которые должны одинаково легко восприниматься любой CAD/CAMсистемой. Но это лишь в теории, а на практике файл 3Dмодели, экспортированный из одной системы, может некорректно читаться в другой, а границы поверхностей, переданных через IGES, кудато бесследно исчезают, превращая отлично спроектированную деталь в набор не связанных между собой поверхностей.
Кроме того, сам по себе универсальный формат содержит внутренние ограничения. Например, IGES не поддерживает твердотельные объекты. Это означает, что при экспорте в данный формат они будут разбиты на поверхности, а при импорте «сшиты» в единое твердое тело. Формат Parasolid может передавать только твердотельный объект, но не дерево построения модели и данные параметризации. При передаче не сохраняются плоскости и оси построения, резьбовые отверстия, кривые поверхности, гравировка. Часто встречается изменение габаритных размеров. Всё это усложняет работу технолога. У него нет возможности полностью проанализировать модель на технологичность, увидеть простановку размеров для верного определения последовательности переходов и технологических баз изза отсутствия истории построения 3Dмодели детали. При потере параметризации элементов форм детали технолог не может их восстановить и внести изменения в геометрию. В этом случае ему приходится повторно строить модель детали в своей рабочей САПР. Над решением задачи по устранению недостатков трансляции моделей деталей из одной системы в другую работают различные разработчики САПР, но пока они далеки от совершенного решения. Сейчас широко применяются непараметризованные CADсистемы, форматы которых поддерживаются конкретной CAMсистемой. Как отмечалось выше, использование непараметризованных CADсистем приводит к возникновению ряда конструкторских ошибок, что недопустимо в условиях современной конкуренции. Хочется отметить, что далеко не все параметризованные САПР позволяют предупредить часто возникающие конструкторские ошибки.
Как же избежать проблем при передаче данных на современном этапе развития САПР? Ответ на этот вопрос звучит парадоксально: нужно отказаться от самого факта передачи данных! То есть перейти к использованию на предприятии единой САПР, построенной на комплексном решении от одного разработчика. Все модули такой системы идеально согласованы между собой, следовательно, проблем с передачей данных из модуля в модуль не возникает. Это соответствует третьей схеме взаимосвязи конструктора с технологом — «3Dмодель — механическая обработка». Конечно, ктото скажет: «Идеальной САПР не бывает. Номенклатура компонентов в САПР многообразна: модуль твердотельного моделирования, модуль создания чертежей, модуль механической обработки, модуль проектирования трубопроводов, модуль поверхностного моделирования, модуль проектирования штампов и т.д. У САПР любого разработчика есть свои недостатки: у одной — слабый модуль механической обработки, у другой — он реализован отлично, зато моделирование хуже, а третья САПР всем хороша, но выпуск чертежей в ней трудоемок».
Объять необъятное удалось компании PTC — ее система Creo является идеальным выбором для решения конструкторских и технологических задач при ТПП. У данного продукта хорошо отлажены модули для проектирования твердотельных моделей. Благодаря четкому алгоритму создания модели исключается допущение конструкторских ошибок при простановке размеров. Слабое отображение (показывается серым цветом) размеров на чертеже говорит о недостатке привязок и «сильных» размеров. При избытке привязок и «сильных» размеров в рабочей зоне всплывает диалоговое окно с перечнем элементов, предлагаемых к удалению. Использование массивов, функций Таблица семейств и Наследование значительно сокращает время проектирования детали. Массив особенно актуален при проектировании деталей с повторяющимися элементами форм (отверстиями, окнами, пазами и т.д.). На рис. 2 приведен пример подобной детали.
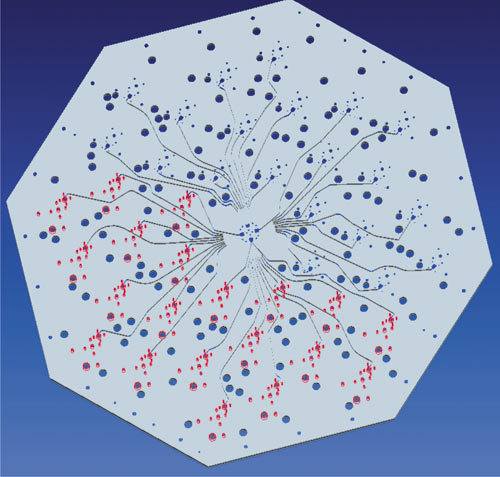
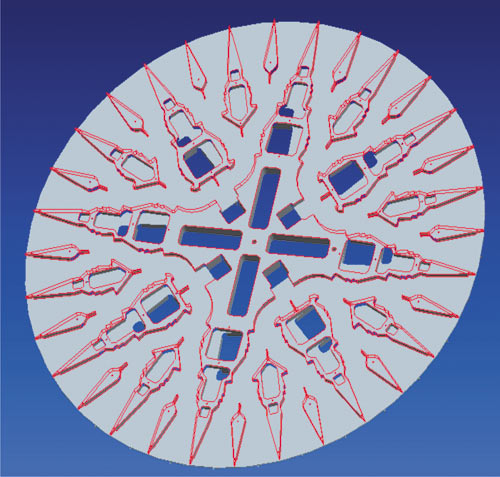
Рис. 2. Пример использования массива: а — табличного; б — кругового
Таблица семейств очень удобна при проектировании деталей одной конфигурации, но с изменяющимися размерами, которые заносятся в столбцы таблицы (рис. 3).
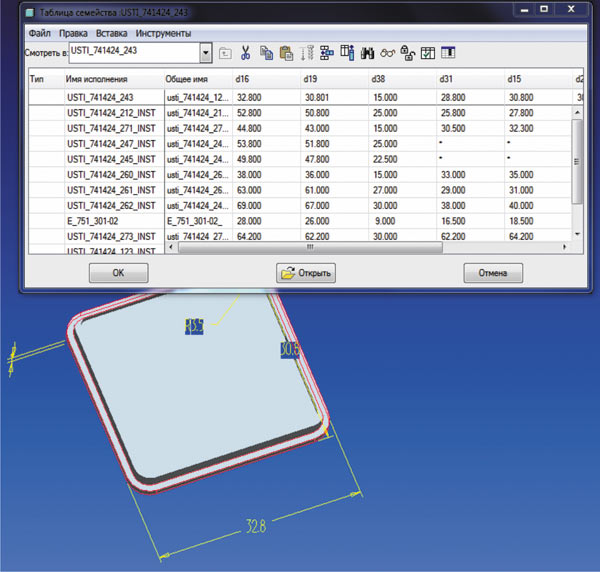
Рис. 3. Таблица семейств для детали «Крышка»
Оформление чертежей в Creo осуществляется в соответствии с ГОСТом. Виды и размеры наносятся в автоматизированном режиме в соответствии с 3Dмоделью, что позволяет осуществлять процесс ТПП значительно быстрее. При загрузке 3Dмодели сохраняется дерево построения. Технолог работает только с CAMсистемой. Одним из средств повышения производительности единой САПР является полная или частичная автоматизация решения типовых задач, которая позволяет значительно экономить время при выполнении рутинных операций. Применение единой САПР исключает создание копий в процессе работы с моделями деталей, что не вызывает путаницы с их версиями. У технолога появилась возможность создавать при необходимости технологические отверстия, вносить конструкторские изменения, если это не нарушает требований к технологичности и функциональности детали.
Благодаря Creo изменилась последовательность проектирования технологических процессов (ТП), а также упростился процесс создания управляющих программ для станков с ЧПУ. Проиллюстрируем это на примере проектирования ТП для фрезерной операции. Удобство применения Creo заключается в том, что система в начале работы предлагает базовый набор шагов (они приведены на рис. 4). Организация ТПП осуществляется по третьей схеме взаимосвязи конструктора и технолога.
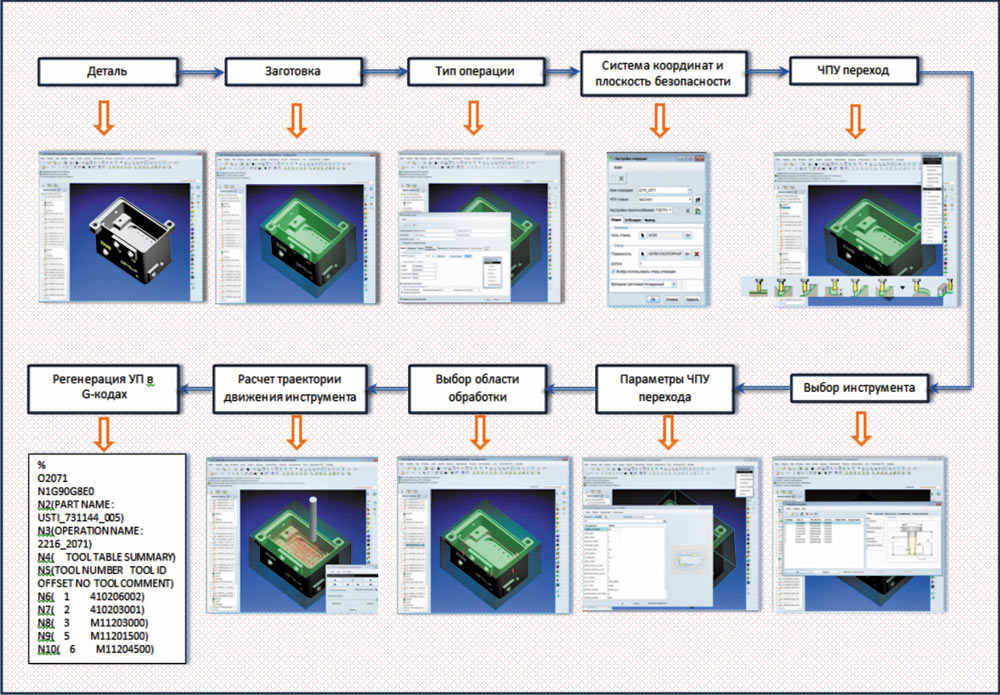
Рис. 4. Шаги проектирования ТП в Creo
Первый шаг технолога при проектировании ТП — загрузка модели детали, анализ технологичности и ознакомление с конструкторскими базами. 3Dмоделирование позволяет более наглядно рассмотреть деталь и ускорить процесс проектирования заготовки с помощью команд Автозаготовка и Создать или путем ее выбора из базы данных типовых шаблонов с помощью команды Собрать. Команда Автозаготовка автоматически предоставляет конфигурацию заготовки кубической и цилиндрической формы и выставляет центр координатной системы отсчета. Технологу достаточно ввести припуски, и система сама просчитывает габариты заготовки (рис. 5). Команда Автозаготовка позволяет технологу значительно экономить время при формировании заготовки.
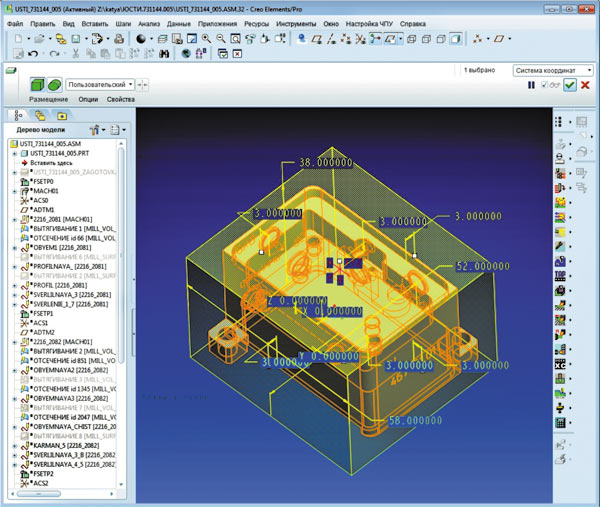
Рис. 5. Заготовка, созданная в Creo командой Автозаготовка
Далее специалист определяет тип операции. Для этого ему предлагается выбрать тип станка, количество осей обработки и значение коррекции инструмента. Технолог переопределяет ноль операции и задает плоскость отвода инструмента через меню Настройка операции. Это является следующим базовым шагом при проектировании ТП в Creo. После определения точки отсчета и плоскости безопасности осуществляется выбор стратегии обработки. Она определяется в зависимости от обрабатываемого элемента формы (рис. 6).
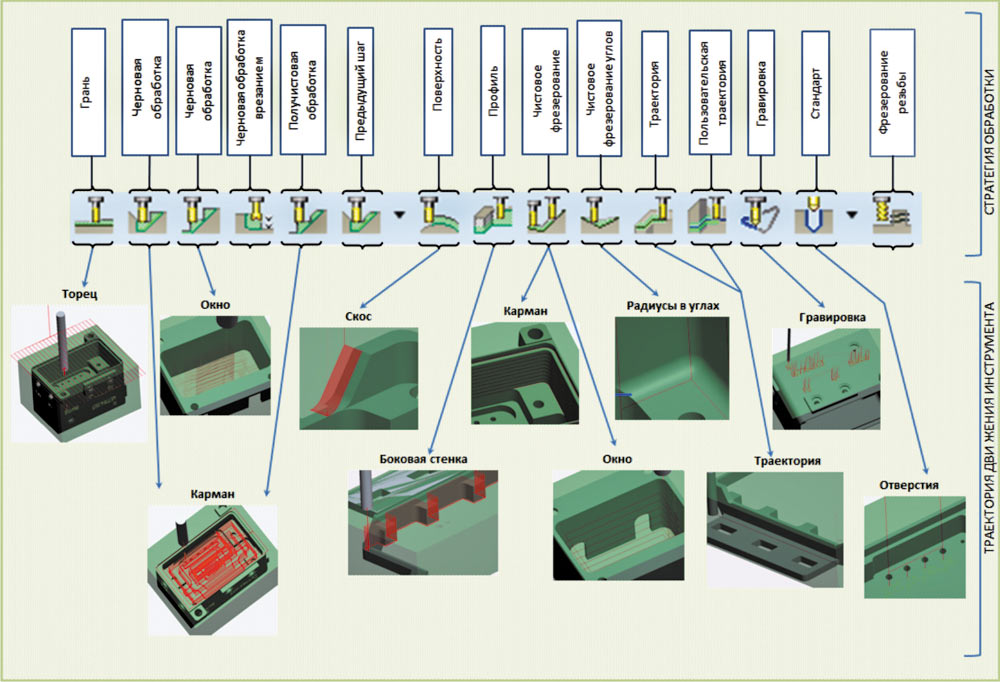
Рис. 6. Соответствие стратегий фрезерной обработки Creo элементам форм корпусных деталей
При фрезерной обработке используются следующие виды стратегий для определения ЧПУперехода:
- Грань — обработка горизонтальных торцевых поверхностей;
- Черновая обработка объема — выборка карманов, пазов, подтай и т.д.;
- Черновая обработка — выборка окон;
- Черновая обработка врезанием — плунжерное фрезерование;
- Получистовая обработка — выборка окон;
- Предыдущий шаг — доработка узких мест и в углах после предварительного перехода или операции;
- Поверхность — обработка неровных поверхностей, поверхностей под углом;
- Чистовое фрезерование;
- Чистовое фрезерование углов — доработка радиусов в углах прессформ сферической фрезой;
- Траектория и Пользовательская траектория — обработка по заданной траектории;
- Гравировка — нанесение надписей, узоров, отличительных знаков на поверхность детали;
- Сверление — стандартное сверление неглубоких отверстий, глубокое сверление, сверление глубоких отверстий с переменной глубиной врезания, сверление с ломкой стружкой, многополосное, зенковка, обратная расточка, торцевание, расточка, развертывание, обратная зенковка, фиксированное и плавающее нарезание резьбы;
- Фрезерование резьбы.
С помощью автоматизированного режима вставки шага обработки значительно облегчается работа технолога и сокращается время на ТПП. Каждый переход обработки технолог может визуализировать, просмотреть траекторию движения инструмента на компьютерной модели и рассчитать на зарезы. Так он предупреждает неисправимый брак на ранних стадиях, не прибегая к механической обработке, тем самым экономя время и материал. Убедившись в правильном исполнении механической обработки, технолог может приступать к автоматизированному оформлению документации. Данные по последовательности переходов, режимам резания и трудоемкости автоматически заносятся из CAMмодуля Creo в бланки технологических карт. После оформления документации он регенерирует УП в Gкодах.
Отметим еще одно преимущество Creo в проектировании механической обработки — это возможность автоматически создавать типовые техпроцессы. Как упоминалось ранее, конструктор может создавать семейства для деталей с одинаковой геометрической формой, с одинаковыми набором и расположением элементов форм, но с разными размерами. Логично, что последовательность обработки для таких деталей будет типовой. Технологу достаточно заменить в готовом ТП одну модель детали на другую, сгенерировать файл и пересчитать УП. Всё это занимает не более пяти минут в зависимости от мощности компьютера и размера УП. Так же быстро осуществляется замена одной УП на другую с помощью команды Наследование.
При выборе САПР необходимо учитывать не только простоту ее внедрения на предприятии, но и то, насколько она позволяет минимизировать влияние человеческого фактора в процессе КТПП. Любой руководитель заинтересован в реализации обоих этих требований, чтобы система начала как можно скорее функционировать и приносить прибыль, возвращая затраченные на нее средства. Что способствует скорейшему внедрению программного комплекса Creo? В первую очередь — наличие работоспособных модулей, оснащенных всем необходимым функционалом для безошибочной работы конструкторов и технологов, что исключает затраты времени на исправление элементарных промахов, которые неизбежно возникают при использовании непараметризованных систем.
Creo является в своем роде контролером работы инженеров благодаря диалоговому интерфейсу, сообщающему о некорректных действиях пользователя. Предприятие, применяющее этот продукт для решения конструкторских задач, не только избежит проблем передачи данных, но и существенно сократит сроки обучения работе с программой благодаря удобному интерфейсу. В Creo практически все команды вынесены на панель инструментов в виде иконок. Меню и справка переведены на русский язык. Уже через несколько дней обучения конструктор и технолог смогут начать продуктивно работать в Creo. А эффективные средства автоматизации проектирования технологии механической обработки, предусмотренные в программе, упростят работу технолога, способствуя сокращению времени на ТПП.

