
Программа для проектирования разделительных штампов вырубки листовых заготовок для NX Siemens PLM Software
В статье рассматривается процесс создания программы для проектирования разделительных штампов вырубки листовых заготовок для NX Siemens PLM Software. Представлены методы и алгоритмы создания приложений с формированием модели разделительного штампа на основании типовых конструкций узлов и механизмов. Установлены соотношения, позволяющие получить математическую модель структуры штампов с помощью методов объектно-ориентированного программирования.
Процесс проектирования последовательных разделительных штампов для вырубки листовых заготовок цеха крупной штамповки прессового производства ОАО «АВТОВАЗ» является трудоемким процессом со значительными финансовыми затратами на проектирование и изготовление конструкции.
С целью ускорения автоматизированного проектирования была разработана программа «Автоматизированная система для проектирования последовательных разделительных штампов вырубки листовой заготовки» [1], программные приложения которой предназначены для создания типовых конструкций разделительных штампов с помощью системного подхода на основе иерархической структуры конструкции, состоящей из параметризованных механизмов и узлов.
Осуществлена узловая параметризация модели штампа, которая приводит к снижению трудоемкости проектных процедур по сравнению с моделью, сформированной из отдельных параметризованных деталей.
Системное проектирование программного обеспечения реализуется на основе представления модели штампа в виде иерархической структуры взаимосвязанных узлов и деталей, что позволяет фиксировать целостные свойства объекта, его организацию и динамику. Реализация системного подхода проведена с помощью объектноориентированного программирования [2].
Разделительный штамп представляется как множество узлов и деталей. К таким подмножествам относятся:
- группы рабочего инструмента штампа;
- плиты штампа;
- узлы направления движения плит;
- механизмы направления и фиксации материала;
- механизмы удаления и прижима материала;
- механизмы ограничения хода подвижных деталей штампа;
- транспортные узлы;
- механизмы крепления штампа.
Анализ конструкций разделительных штампов, которые нашли применение на производстве, показал, что их структуры различны. Однако из множества выполненных конструкций по признакам идентичности можно выделить такие конструкции, которые названы типовыми [3].
С помощью параметризации узлов штампа установлены зависимости параметров формы, размеров, положения и посадки одного механизма от параметров другого. Выявленные функциональные взаимосвязи, справочные материалы, конструкторский опыт и статистические данные позволили выполнить задание функций, однозначно описывающих параметры разделительного штампа.
Взаимосвязи между множествами узлов и механизмов штампа формировались инструментами логического проектирования. Данные, заложенные с помощью алгебры логики в структуру программных приложений, определили систему размеровпараметров, изменение которых приводит к генерации новой формы и размеров конструкции.
Установленные соответствия позволили сформировать компьютерную базу параметризованных данных и знаний в виде библиотеки трехмерных мастермоделей узлов и механизмов штампа [4]. На рис. 1 представлена пространственная модель, а также часть взаимосвязей параметризации направляющей колонки узла направления движения плит штампа из 3Dбиблиотеки.
 |
D1=d_dop_1 D2=if(d_dop_1=20)(19.4)else(if(d_dop_1=25)(24.4)else(if(d_dop_1=32)(31.4) else(if(d_dop_1=40)(39.4)else(if(d_dop_1=50)(49.4)else(if(d_dop_1=63)(62.4) else(if(d_dop_1=80)(79.4)else(99.4))))))) L=if(d_dop_1=20)(L_1)else(if(d_dop_1=25)(L_2)else(if(d_dop_1=32)(L_3) else(if(d_dop_1=40)(L_4)else(if(d_dop_1=50)(L_5)else(if(d_dop_1=63)(L_6) else(if(d_dop_1=80)(L_7)else(L_8))))))) L_1=if(NaprawlenieKolonkaGabaritDlina<=100)(100)else(if((NaprawlenieKolonkaGabaritDlina>100)&& (NaprawlenieKolonkaGabaritDlina<=110))(110)else(if((NaprawlenieKolonkaGabaritDlina>110)&& (NaprawlenieKolonkaGabaritDlina<=120))(120)else(if((NaprawlenieKolonkaGabaritDlina>120)&& (NaprawlenieKolonkaGabaritDlina<=130))(130)else(if((NaprawlenieKolonkaGabaritDlina>130)&& (NaprawlenieKolonkaGabaritDlina<=140))(140)else(if((NaprawlenieKolonkaGabaritDlina>140)&& (NaprawlenieKolonkaGabaritDlina<=150))(150)else(if((NaprawlenieKolonkaGabaritDlina>150)&& (NaprawlenieKolonkaGabaritDlina<=160))(160)else(if((NaprawlenieKolonkaGabaritDlina>160)&& (NaprawlenieKolonkaGabaritDlina<=170))(170)else(180)))))))) и т.д. |
Рис. 1. Пространственная модель и часть взаимосвязей параметризации направляющей колонки узла направления движения плит штампа из 3D-библиотеки
Создание программы с помощью объектноориентированного программирования позволило представить взаимодействующие объекты (узлы, механизмы, детали) как экземпляры определенного класса, причем классы образуют иерархию на принципах наследования.
Иерархия по составу в разработанных приложениях определила отношения агрегирования. Более высокий уровень составили те абстракции [5], которые используют в своем составе другие классы. Например, класс, отвечающий за параметры узла фиксации материала, является родительским для каждого класса деталей фиксации.
С помощью такого подхода была образована система вложенных классов для узлов, механизмов и деталей с наследованием их свойств. Был создан общий класс — Stamp, который определил черты, присущие множеству дочерних элементов — узлов и механизмов. Эти классы затем были наследованы другими классами — деталями и элементами штампа, каждый из которых добавил то, что уникально для него. На рис. 2 представлена диаграмма классов для узла направления движения плит штампа.
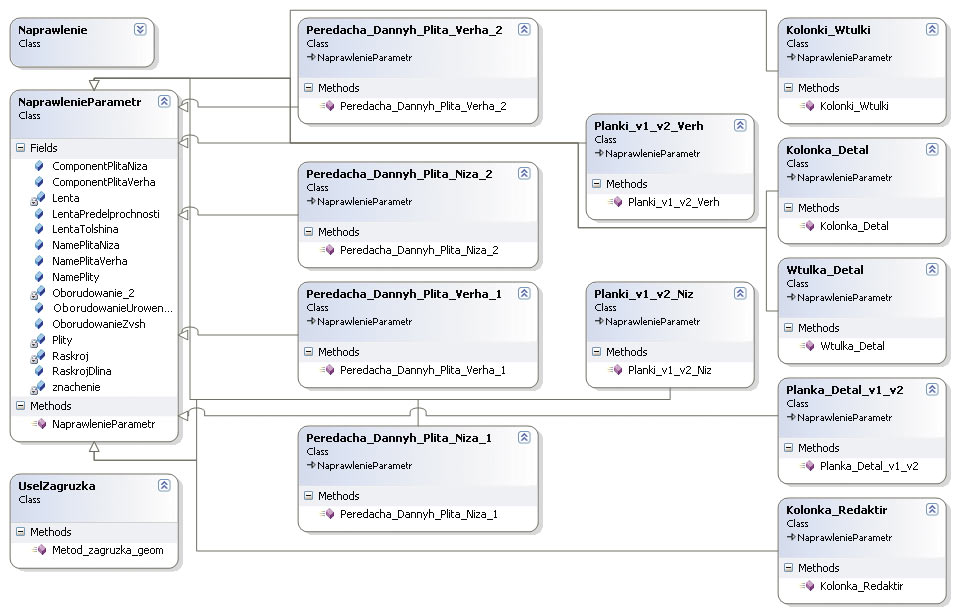
Рис. 2. Диаграмма классов узла направления движения плит штампа
Модель прикладных программных приложений, являясь концептуальной базой объектноориентированной методологии, была сформирована с учетом принципов абстрагирования, инкапсуляции, модульности и иерархии [5], что позволило обеспечить независимость программных приложений от внешнего поведения и внутренней реализации интерфейса объекта.
Доступ к данным класса, а также их управление было выполнено с помощью методов, работа которых связана с позиционированием деталей и узлов штампа, с выборкой информации из окон интерфейса программы, с изменением размеров и формы объектов и т.д.
Модель иерархической структуры и найденные взаимосвязи между узлами и деталями штампа нашли отражение в потоках данных созданных объектноориентированных программных приложений в среде NX OPEN на языке программирования C#. Сформированная структура отразила поведение системы в терминах обмена сообщениями между объектами.
На основе сформированной диаграммы классов и установленных потоков данных было осуществлено программирование с применением данных из библиотек NX OPEN, которое предполагает упаковку классов в динамически компонуемую библиотеку.
В распоряжении пользователя находится интерфейс, позволяющий последовательно проходить всю процедуру проектирования. Алгоритм меню был создан в соответствии с узловой декомпозицией штампа (рис. 3). Разработка пользовательских интерфейсов осуществлялась с помощью инструментов приложения NX User Interface Styler (Siemens PLM Software), которое формирует файлы, соответствующие по своему содержанию определенному коду из динамической библиотеки программы.
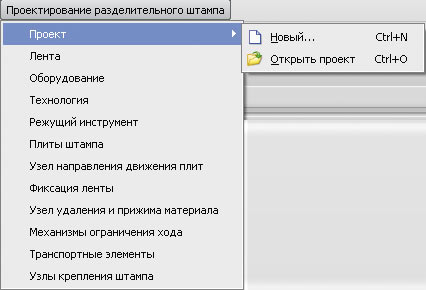
Рис. 3. Алгоритм меню проектирования
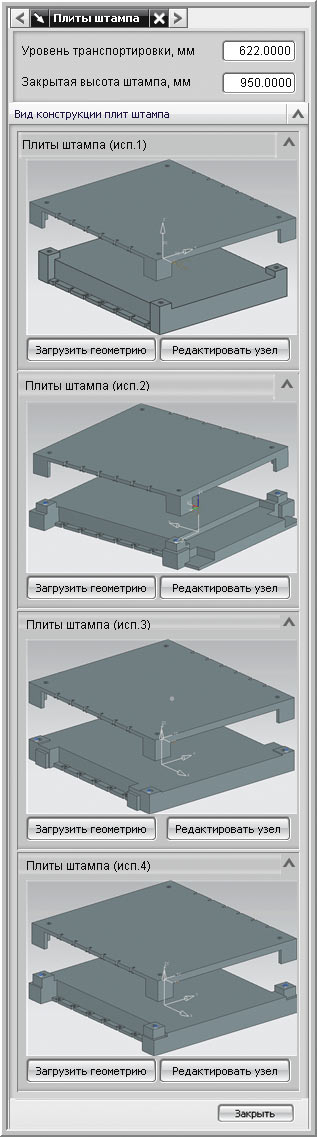

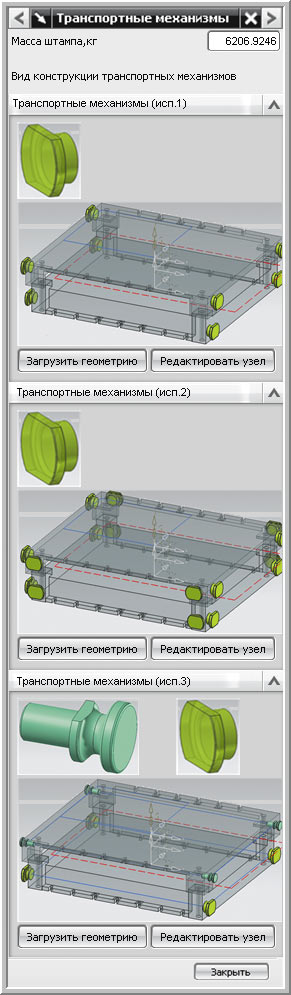
Рис. 4. Интерфейс программных приложений: а — интерфейс проектирования плит штампа;
б — интерфейс проектирования узла направления и фиксации материала; в — интерфейс проектирования транспортных механизмов
Загрузка данных из DLLфайлов выполняется из пользовательского интерфейса программы NX (Siemens PLM Software) — рис. 4.
Промежуточные и окончательные результаты формирования 3Dсборки штампа с помощью типовых моделей узлов и механизмов отражены на рис. 5.
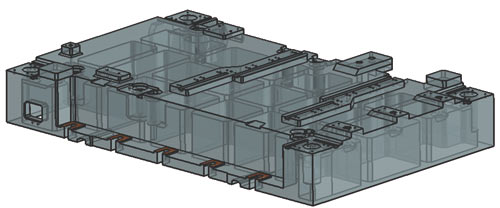
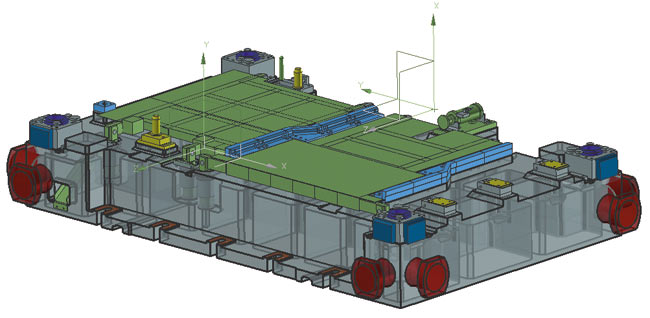
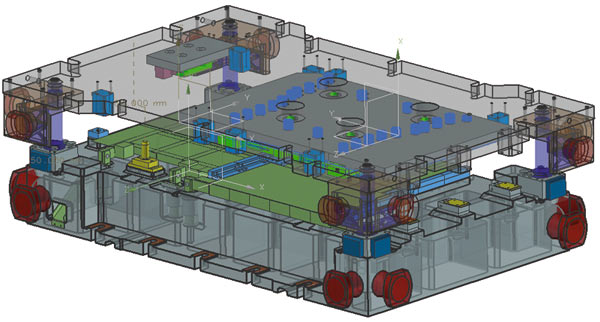
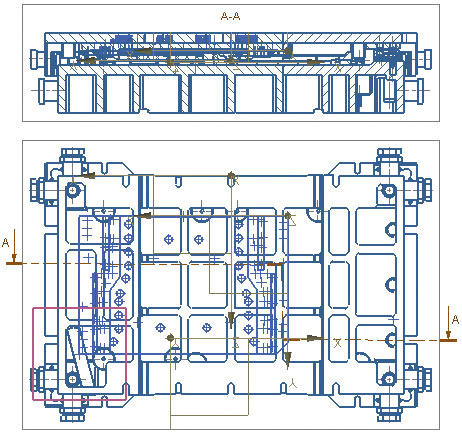
Рис. 5. Промежуточные и окончательные результаты формирования 3D-сборки штампа с помощью типовых моделей узлов и механизмов
Создание типовых конструкций разделительных штампов, состоящих из параметризованных механизмов и узлов, с применением разработанной программы приводит к снижению трудоемкости проектных процедур в 1,52 раза.
Библиографический список
Почекуев Е.Н., Скрипачев А.В., Шенбергер П.Н. Автоматизированная система для проектирования последовательных разделительных штампов вырубки листовой заготовки: Авторское свидетельство РФ, № 2011614118, 2011.
Шилдт Г. С#: Уч. курс / СПб.: Питер, 2003. 512 с.
Почекуев Е.Н., Скрипачев А.В., Шенбергер П.Н. Методы автоматизированного проектирования разделительных штампов для холодной листовой штамповки: Материалы Международной научнотехнической конференции, посвященной 75летию кафедры «Высокоэнергетические устройства автоматических систем». СПб.: БГТУ «Военмех», 2009. 172 с.
Почекуев Е.Н., Скрипачев А.В., Шенбергер П.Н. База графических данных типовых унифицированных пространственных моделей узлов, механизмов и деталей последовательных разделительных штампов вырубки листовой заготовки: Авторское свидетельство РФ, № 2011620509, 2011.
Троелсен Э. С# и платформа .NET. СПб.: Питер, 2004. 796 с. (Библиотека программиста).

