
Создание технологического процесса в ADEM VX
В данной статье мы рассмотрим пример создания технологического процесса (ТП) с использованием средств модуля CAPP системы ADEM, приведем описание наиболее эффективных методов и сервисов, применяемых при составлении маршрута обработки, оснащении, нормировании и расчете основных параметров ТП. Этот этап является основным и самым трудоемким, поэтому применение данных методов и сервисов позволяет значительно ускорить процесс разработки ТП, что приводит к повышению эффективности технологической подготовки производства.
К основным возможностям модуля CAPP системы ADEM можно отнести:
- получение необходимой информации от конструктора в электронном виде (чертеж, 3Dмодель);
- проектирование маршрута изготовления (диалоговое, полуавтоматическое или автоматическое), представление его в виде структурированного иерархического дерева и форматированного текста (отображаемая информация выделяется размером и цветом шрифта, отступами);
- расчет основных режимов обработки, автоматизация рутинных расчетов;
- материальное и трудовое нормирование;
- формирование всей необходимой документации в соответствии с требованиями ЕСТД и стандартов предприятия (СТП);
- возможность работы с нормативносправочной информацией, поставляемой как с системой ADEM, так и с базами данных пользователей;
- организация параллельной работы с ТП;
- организация передачи информации о ТП в систему управления предприятием (MES/ERP).
Создание технологического процесса в системе ADEM выполняется в два этапа. Первый этап — это ввод и накопление данных, собственно сам процесс проектирования. При этом информация вводится только один раз и в дальнейшем может попадать в различные документы. В зависимости от серийности производства разработка технологических процессов ограничивается маршрутной технологией (в индивидуальном и мелкосерийном производстве) либо разрабатывается более подробная пооперационная технология (средне и крупносерийное производство). На втором этапе осуществляется формирование выходных документов. Данный этап выполняется в пакетном режиме без участия технолога.
В качестве примера рассмотрим один из вариантов проектирования ТП — проектирование «с нуля». В качестве исходных данных у нас есть 3Dмодель детали «Втулка» и конструкторский чертеж, оформленный в соответствии с ЕСКД (рис. 1).
Процесс изготовления детали можно представить в виде маршрута обработки, который показан на рис. 2.
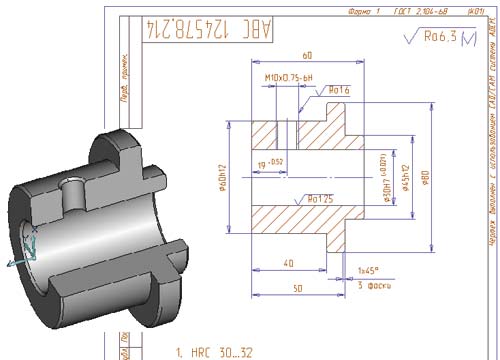
Рис. 1. Деталь «втулка»
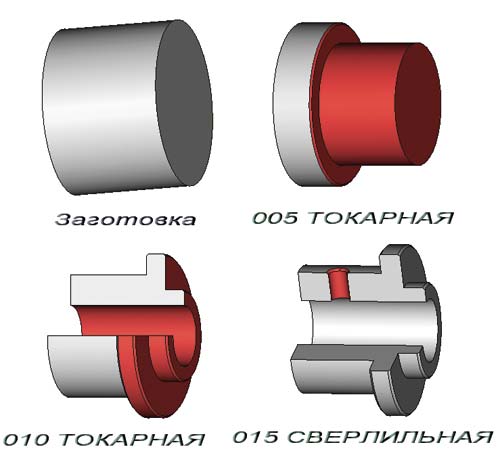
Рис. 2. Маршрут обработки
Исходная информация
Для технолога исходной информацией является чертеж конструктора, на основании которого он начинает проектирование ТП. Хорошо, если чертеж сделан с помощью системы ADEM, тогда все данные из штампа чертежа автоматически попадают в общие данные проектируемого ТП (рис. 3). Если чертеж выполнен в любой другой системе геометрического моделирования, то его можно импортировать, используя стандартные форматы обмена DXF или DWG, и всю информацию из штампа чертежа получить в общие данные методом скалывания с экрана. Отметим, что наличие электронного чертежа не является обязательным. Применяя прямые форматы (SolidWorks, Pro/ENGINEER, CATIA, Inventor) или стандартные форматы обмена (Step, Iges), можно импортировать объемную модель и использовать ее в процессе проектирования для создания операционных эскизов или обработки с применением оборудования с ЧПУ.
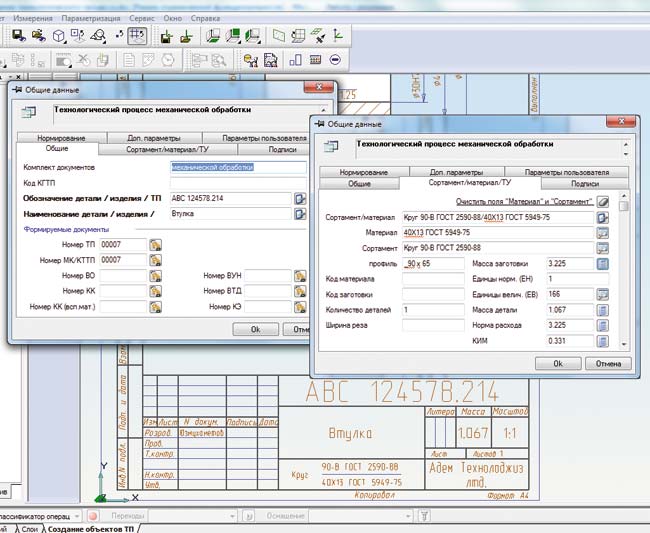
Рис. 3. Общие данные
Материал заготовки и ее параметры являются одними из основных характеристик детали. При условии наличия заготовки, указанной в чертеже, в справочнике материалов и сортаментов и при таких известных величинах, как масса детали, количество деталей, система позволяет автоматически рассчитать массу заготовки (с учетом ширины реза), КИМ, норму расхода материала (см. рис. 3). Для этого система снабжена специальными алгоритмами расчета. Если пользователь имеет свои уникальные алгоритмы расчета какихлибо параметров, то, описав сценарий расчета, можно подключить их к процессу проектирования.
Операции
Переходим непосредственно к процессу проектирования маршрута обработки — созданию операций.
Операции можно создавать различными способами:
- выбирать из контекстнозависимого меню — для каждого направления проектирования ТП (механообработка, сборка, сварка и др.) формируется свое контекстнозависимое меню;
- с помощью классификатора операций — занесен весь классификатор технологических операций машиностроения и приборостроения, которые разбиты на виды и группы для удобства применения;
- используя подготовленные фрагменты ТП, сохраненные в виде библиотеки технологических фрагментов ТП.
С каждой операцией технологического процесса может быть связан операционный эскиз. После перехода в модуль ADEM CAD в режиме создания эскиза технологу становится доступным весь функционал данного модуля. Можно сделать новый эскиз на основе чертежа конструктора или объемной модели, загрузить готовый или создать новый эскиз с нуля, а также доработать любые предыдущие эскизы (рис. 4).
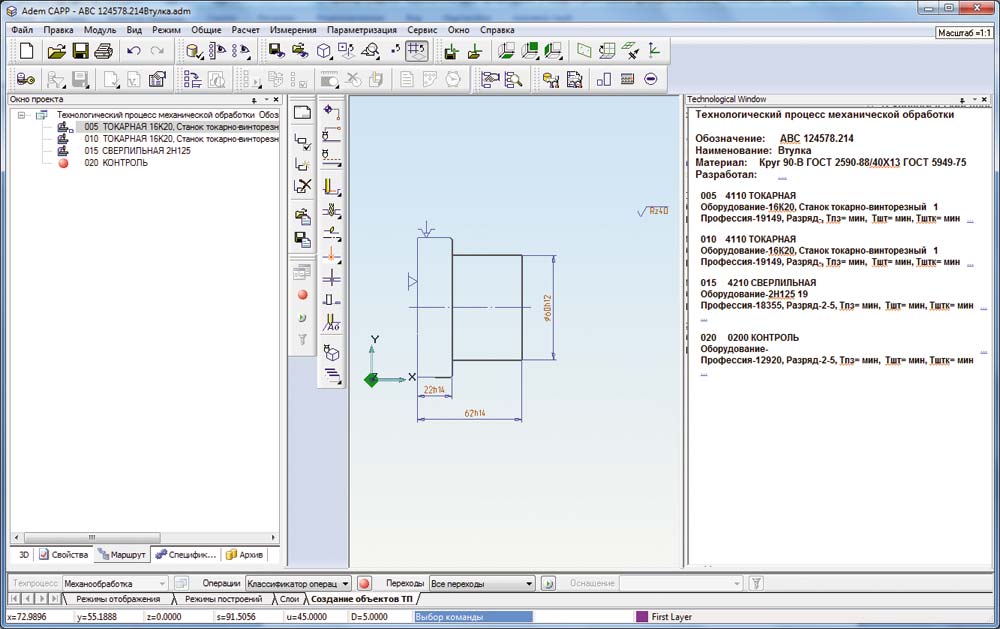
Рис. 4. Первый этап
Переходы
Как и операции, переходы можно создавать несколькими способами: выбирать из контекстнозависимого меню, где есть возможность выбора различных типов переходов (установочные переходы, общие переходы, переходы технического контроля), либо загрузкой заранее подготовленных переходов из библиотеки технологических фрагментов ТП, либо используя автоматическое проектирование частей ТП.
Текст содержания перехода можно выбрать из имеющихся фраз, содержащихся в справочнике на все виды переходов, где с каждым типом операций применяются свои шаблоны, или набрать вручную. Дополнительную информацию, такую как размеры, тексты или длины контуров, можно сколоть с эскиза, что удобно при составлении содержания перехода и ускоряет процесс написания ТП. При вводе текстов переходов и другой текстовой информации неизбежно могут возникать орфографические ошибки. Все современные текстовые процессоры (MS Word, OpenOffice и др.) имеют специальный функционал, обеспечивающий проверку правописания (орфографии). С целью повышения качества формируемой документации в системе ADEM тоже появилась такая возможность (рис. 5).
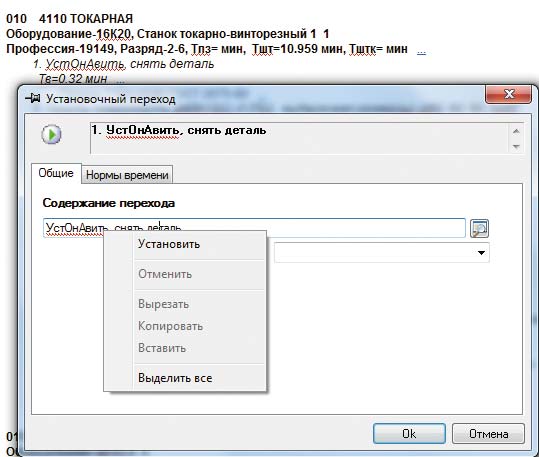
Рис. 5. Проверка правописания
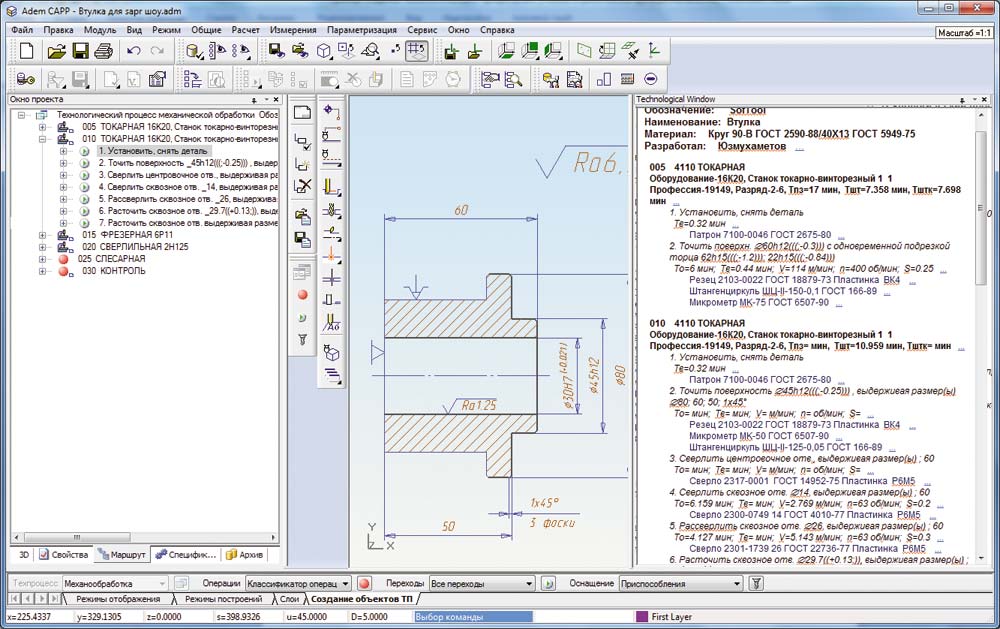
Рис. 6. Технологическое окно
Очень удобно при этом пользоваться технологическим окном, отображающим техпроцесс как форматированный текст (рис. 6). В нем слова, содержащие ошибки, выделяются подчеркиванием. При этом можно по ссылке перейти к объекту техпроцесса, открыть его на редактирование и исправить ошибку(и) методом прямого ввода или с помощью контекстного меню. Однако функциональность этого окна не ограничивается только возможностями форматированного вывода информации и проверкой орфографии. Дополнительно пользователь получает следующие возможности:
- управление масштабом отображения;
- установка уровня отображения информации — всегда показывать весь технологический процесс либо его часть в зависимости от текущего объекта в дереве ТП;
- контекстный поиск информации;
- ссылка в тексте для перехода к объекту для последующего редактирования.
Оснащение
Одним из наиболее важных этапов при создании технологического процесса является его оснащение. Оно может выполняться на том же рабочем месте или осуществляться параллельно технологами по оснащению. Система ADEM позволяет проводить оснащение несколькими способами. Первый — когда технолог сам выбирает из справочников режущий, мерительный и вспомогательный инструмент.
На крупных предприятиях, как правило, оснащением занимается не технолог, а специализированные технологические подразделения. Например, это могут быть бюро режущего инструмента, бюро приспособлений, бюро вспомогательного инструмента и т.д. При подобной организации технологической подготовки производства на предприятии система ADEM позволяет выполнять оснащение ТП своими данными во всех подразделениях одновременно. В каждом подразделении работают со своей копией ТП и вносят только те данные, которые входят в зону ответственности данного подразделения. То есть бюро режущего инструмента может вносить в свою копию ТП только режущий инструмент, бюро приспособлений — только приспособления и т.д. По завершении оснащения в подразделениях предприятия вся информация автоматически сливается в исходный техпроцесс. Таким образом, можно существенно сократить сроки выпуска документации.
Расчет режимов резания
Режимы резания можно назначать разными способами — ручным вводом, выбором из таблиц и автоматическим расчетом. Таблицы содержат данные по режимам резания в зависимости от обрабатываемого материала, вида обработки и т.д. Выбранные режимы корректируются набором поправочных коэффициентов (тип заготовки, схема крепления детали в станке, материал режущей части и период стойкости инструмента и т.д.). Если на предприятии свои режимы обработки, то данные в таблицах можно откорректировать.
Автоматический расчет режимов резания реализован для токарных, сверлильных, фрезерных и шлифовальных операций. Расчет ведется с учетом паспортных данных станка, типа и геометрии обрабатываемого конструктивного элемента, физикомеханических свойств обрабатываемого материала и состояния обрабатываемой заготовки, жесткости системы СПИД, геометрии и вида режущего инструмента, схемы крепления и др.
На основе заданных режимов резания система автоматически рассчитает норму основного времени. А если это операция с использованием оборудования с ЧПУ, то на основе полученной управляющей программы будет подсчитано точное машинное время с учетом всех перемещений инструмента. Все результаты расчетов заносятся в технологические карты при их формировании.
Работа с нормативносправочной информацией
Не секрет, что технологический процесс на 80% состоит из справочных данных. От того, насколько эффективно работает система НСИ, зависит эффективность работы технолога в целом. При этом не стоит забывать, что техпроцесс — это не только набор сформированных документов по ЕСТД и СТП, но еще и важнейшая информационная единица, на основе данных которой работают системы класса MES/EPR. Начиная с версии ADEM 9.0 у пользователей появилась возможность работать как с традиционной реляционной базой данных нормативносправочной информации, так и с применением корпоративной системы iRis (рис. 7).
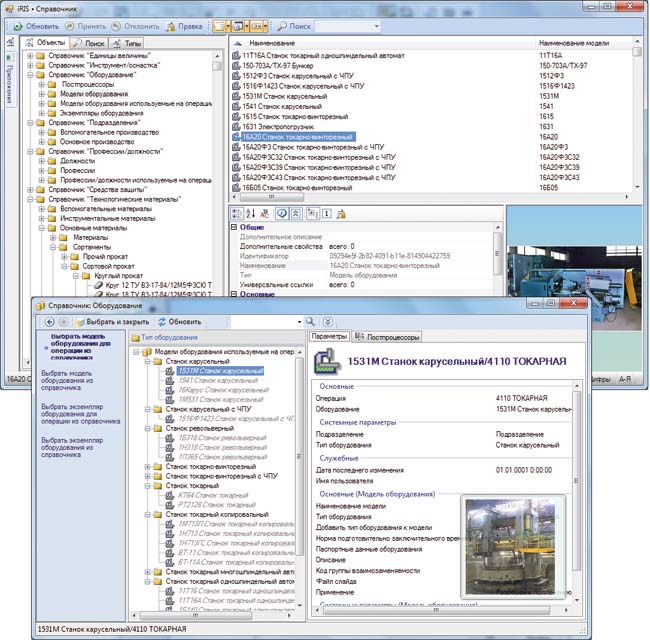
Рис. 7. Корпоративная система i-Ris
Программный продукт использует технологию «клиентсервер», что позволяет поддерживать многопользовательский режим работы и масштабируемость системы в целом. Для взаимодействия удаленных объектов применяется технология Net Remoting. Поддержка механизма ClickOnce позволяет запускать программный продукт и одновременно проверять наличие опубликованных на вебсайте разработчика обновлений одним нажатием клавиши. Основой системы является объектноориентированное ядро, то есть iRis оперирует не записями базы данных, а вполне конкретными объектами, которые составляют предметную область системы. Основываясь на этих принципах, можно реализовать различные прикладные задачи. Для сопряжения с другими программными продуктами применяются технологии XML, COM и Net Framework.
Нормирование
В настоящее время нормирование труда и повышение его производительности рассматриваются как важнейшие составляющие в организации производства. Для этого в системе реализована возможность автоматического нормирования объектов технологического процесса для любого типа производства (единичного, мелкосерийного, крупносерийного, массового) по общемашиностроительным нормативам труда. Вся работа осуществляется здесь же, в среде ADEM CAPP, в объектах ТП без открытия дополнительных окон и приложений, что позволяет технологу легко, быстро и удобно управлять этими данными. На основе нормативов система автоматически определяет нормы вспомогательного времени.
Время на установку и снятие заготовки определяется исходя из следующих составляющих: схемы крепления детали, способа установки и крепления, вида установки, характера выверки, массы заготовки, состояния установочной поверхности, количества закрепляемых деталей, характера выверки и пр.
При определении времени на измерение учитывается используемый мерительный инструмент, точность измерения, измеряемый размер, длина измеряемой поверхности, тип детали (жесткая конструкция или тонкостенная деталь) и количество измерений данным инструментом.
Вспомогательное время, связанное с основными переходами, рассчитывается с учетом времени на управление станком.
Расчет подготовительнозаключительного времени сводится к определению времени на организационную подготовку и на наладку станка, приспособления, инструмента, программных устройств. Подготовительнозаключительное время зависит от вида оборудования и его паспортных данных.
Штучное время рассчитывается с учетом заложенных норм времени на отдых, личные надобности и обслуживание станка. Основное время для расчета норм штучного времени берется из расчетов режимов резания.
У каждого предприятия могут быть свои нормы времени, поэтому в системе ADEM CAPP предусмотрена возможность корректировки норм времени путем введения коэффициента на вспомогательное время. В случае применения в системе возможности автоматического нормирования затрат труда работа инженера по нормированию сводится к минимуму.
Для нормирования единичного, мелкосерийного, опытного или инструментального производства применяется укрупненное нормирование. Использование модуля укрупненного нормирования NTR (рис. 8) позволяет эффективно определять и назначать технически обоснованные нормы времени на выполняемые работы (операции, переходы).
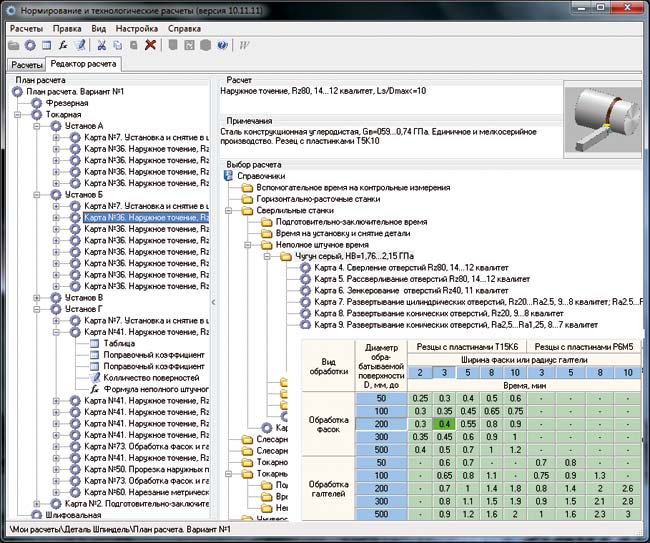
Рис. 8. Укрупненное нормирование
Определение норм времени можно осуществлять на основе как стандартных карт с нормами времени, так и карт, которые применяются на предприятии. Передача информации ADEM CAPP — NTR производится в обе стороны. Это значит, что информация, введенная в модуле ADEM CAPP, используется при назначении нормы времени в NTR (подбор необходимых карт и др.), и наоборот — при создании проекта расчета после передачи в ADEM автоматически сформируется укрупненный пооперационный маршрут с назначением применяемого оборудования.
Итогом работы технолога является технологический процесс, представленный на рис. 9.
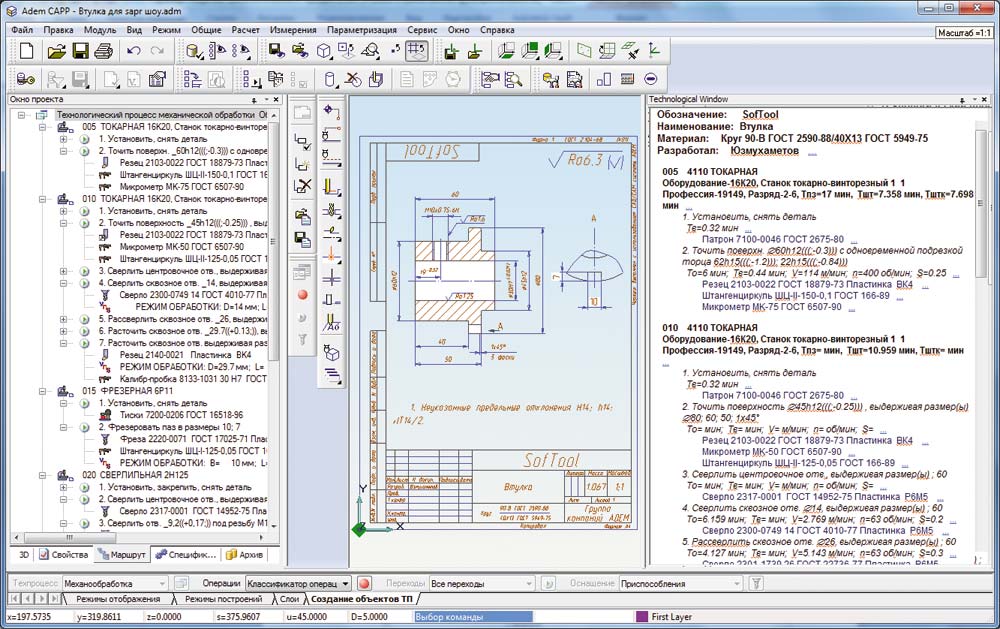
Рис. 9. Спроектированный ТП
Операции, выполняемые на оборудовании с ЧПУ
Одним из достоинств ADEM является то, что в рамках системы создано единое технологическое пространство, в котором содержится информация об операциях, выполняемых как на универсальном оборудовании, так и с использованием оборудования с ЧПУ. Вследствие этого не возникает двух различных маршрутов при описании обработки на станке с ЧПУ (рис. 10).
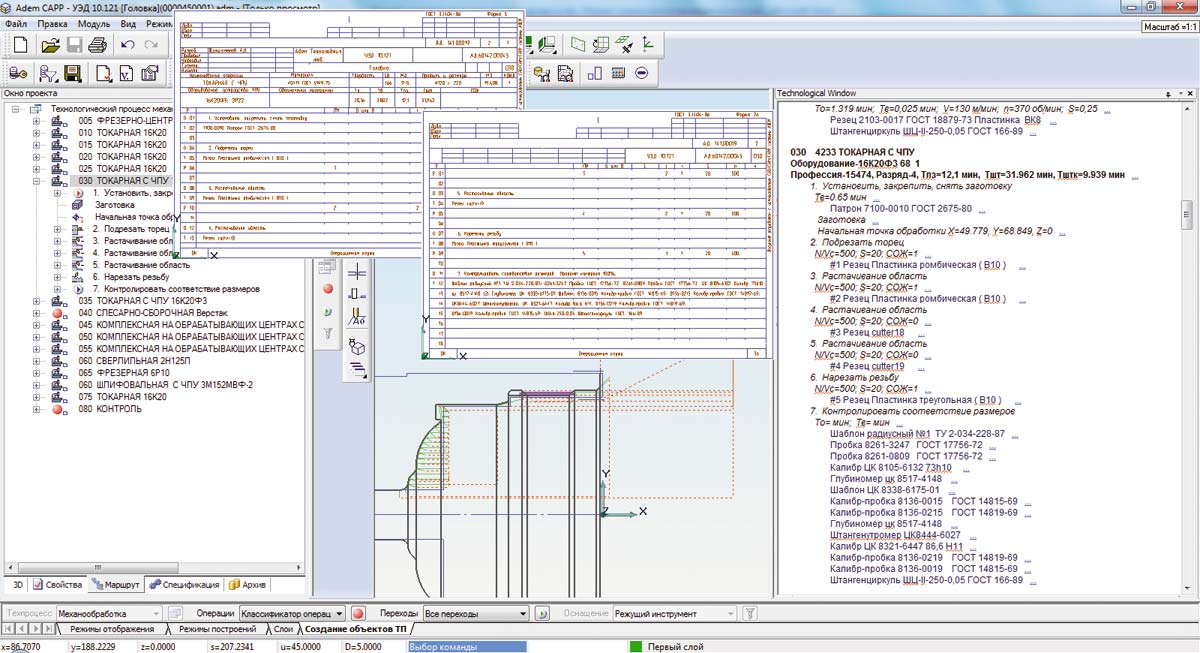
Рис. 10. Оформление маршрута ТП
Вся информация из дерева ТП (операции, в том числе операции с ЧПУ, переходы, оснастка, режимы резания, нормы времени и др.) автоматически попадает в формируемые маршрутные и операционные карты, ведомости оснастки, карты наладки и др. Также в маршрут обработки на оборудовании с ЧПУ можно добавлять дополнительную информацию, не применяемую при расчете управляющей программы, но необходимую для оформления выходных документов. Это могут быть установочные переходы, переходы технического контроля, технические требования, примечания, приспособления и т.д. Для эффективной работы технолога и технологапрограммиста используется единая информационная база данных по операциям, оборудованию, оснастке, материалам для универсальных операций и операций с применением станков с ЧПУ под управлением iRis.
Отметим, что в системе ADEM можно проектировать не только технологические процессы обработки резанием, но и ряд других операций, таких как:
- сборка;
- сварка;
- получение неорганических (гальваника) и органических (покраска) покрытий;
- термообработка, штамповка;
- перемещение;
- литье металлов и сплавов;
- входной контроль и др.
Каждое направление проектирования ТП имеет свои особенности. В рамках данной статьи мы рассмотрим лишь некоторые из них.
ТП сборки
Одним из отличий технологических процессов сборки является работа со сборочными чертежами и спецификациями, формирование комплектовочных карт (ГОСТ 3.112384) и операционных карт сборки (ГОСТ 3.140785). Спецификация конструктора, созданная в системе ADEM, может быть использована для автоматического формирования элементов комплектовочной карты. При желании для получения элементов комплектовочной карты можно применять состав изделия, созданный в модуле электронного архива ADEM Vault. На этапе формирования текстов переходов операций сборки собираемые позиции можно выбирать из созданных ранее элементов комплектовочной карты. При формировании комплектовочной карты номера операций, в которых используется позиция комплектовочной карты, автоматически вычисляются и помещаются в соответствующее поле карты. При формировании операционной карты сборки система также определяет применяемые позиции комплектовочной карты в переходах операции и выводит их в начале операционной карты.
ТП сварки
Согласно ГОСТ 3.140786 система ADEM позволяет описывать режимы на различные виды сварки (дуговая, контактная, лазерная сварка и т.п.). Гибкий механизм формирования документации позволяет оформить введенные режимы на разные виды сварки на листах маршрутной карты. В помощь технологу реализован расчет режимов ручной, полуавтоматической и автоматической сварки (рис. 11). Расчет выполняется на основе следующих параметров: типа сварки, материала проволоки, свариваемого материала, типа шва, защитной среды и т.д. Рассчитываются режимы сварки, основное время, а также расход вспомогательных материалов (электродов, проволоки), наполняемость шва и пр.
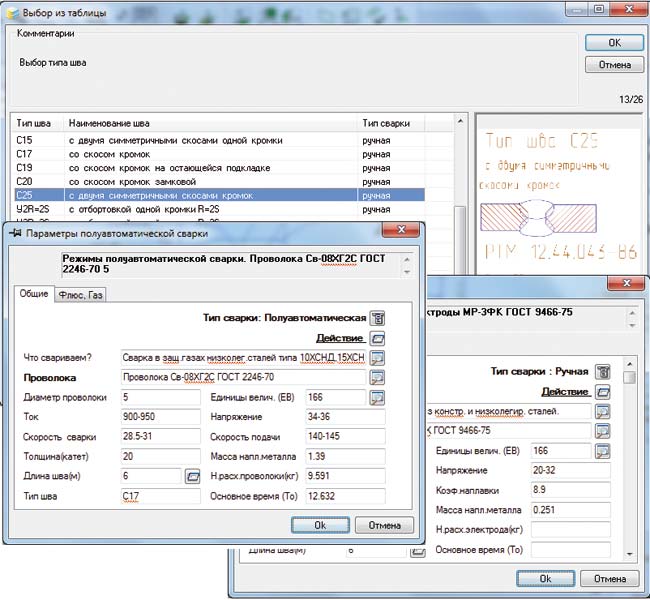
Рис. 11. Расчет режимов сварки
ТП штамповки
В этом направлении проектирования ТП раскрой листового материала является приоритетной задачей. Чем больше коэффициент использования материала, тем ниже стоимость изготовления и выше конкурентоспособность продукции, выпускаемой на предприятии. Объединение функционала CAD, CAM и CAPP в единый технологический модуль позволяет решить эту задачу в полном объеме:
- плоское моделирование деталей для проекта раскроя;
- выполнение функции оптимальной раскладки плоских элементов на листе;
- обработка с применением оборудования с ЧПУ (фрезерного, токарного, лазерного, гидроабразивного и др.);
- оформление технологических карт (маршрутных и операционных, карт раскроя и др.) с автоматическим расчетом параметров получаемых заготовок (количество деталей из заготовки, нормы расхода, КИМ и др.) и параметров использования исходной заготовки (общее количество деталей, количество заготовок, коэффициент раскроя материала (КРМ)). В расчете этих коэффициентов учитывается получаемый отход (рис. 12).
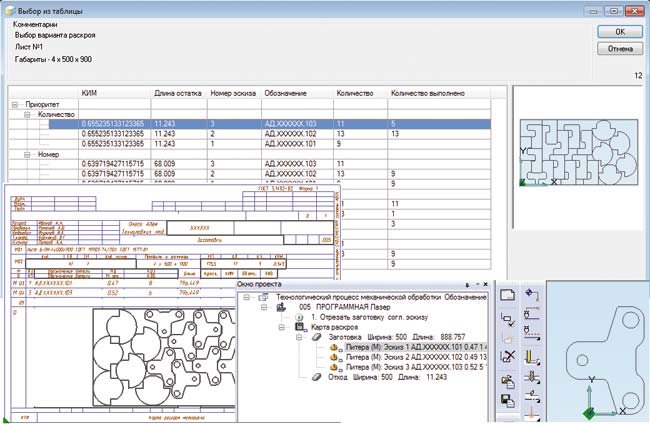
Рис. 12. Раскрой листового материала
ТП гальваники/покраски
Как правило, по данным направлениям проектируются типовые технологические процессы и ведомости деталей к ним. Основные затраты технолога приходятся на проектирование ведомостей деталей. То есть существует набор типовых техпроцессов, и задача технолога состоит в том, чтобы составить перечень деталей, который будет обработан по выбранному технологическому процессу. Причем в системе ADEM ТП создается только один раз, то есть он не переписывается многократно к каждой ведомости деталей. При проектировании ВТП технолог назначает перечень операций для каждой детали из типового ТП, отличительную оснастку, характеристики покрытия и т.п. При назначении характеристик покрытия система позволяет считать площадь детали на основе объемной модели, а также площадь всех деталей на приспособлении.
Формирование документации
Заключительным этапом работы является формирование выходной документации. Данный этап выполняется в пакетном режиме без участия технолога. В этом процессе все введенные данные помещаются в соответствующие поля технологических карт. Последовательность и состав карт в комплекте технологических документов определяются технологом на этапе ввода исходных данных. Формирование ТП в ADEM CAPP возможно на разных выходных формах для одних и тех же исходных данных.
Предусмотрена возможность создания отдельных видов документов без формирования всего комплекта в целом.
Реализован режим предварительного просмотра готовых документов перед печатью. Здесь все сформированные документы разбиты по группам для удобной навигации (рис. 13).
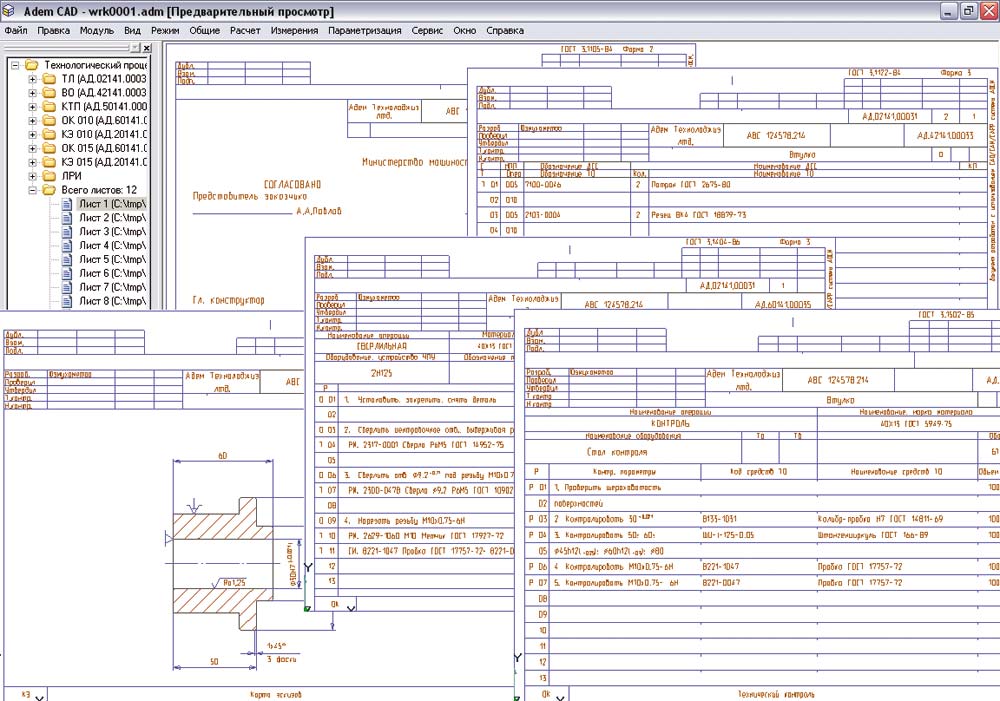
Рис. 13. Сформированный комплект документов
В заключение хотелось бы отметить, что усилия команды разработчиков группы компаний ADEM направлены на обеспечение технолога современным удобным инструментом, который позволяет повысить производительность его работы и, как следствие, сократить время технологической подготовки производства.

