
Контроль точности обработки изделий на станках с ЧПУ при помощи PowerINSPECT OMV
Контроль изделий на станочном оборудовании стал возможен после оснащения их системами измерения, которые делятся на два типа: контактные и бесконтактные. Установленные на станке бесконтактные системы измерения, как правило, решают задачи по наладке инструмента, а именно определения вылета фрезы и геометрии ее режущей части. Найденные значения автоматически заносятся в ячейки информации об инструменте УЧПУ, и впоследствии об измерениях можно не вспоминать до следующей настройки фрезы.
В данной статье мы рассмотрим применение контактной системы измерения, основные компоненты и преимущества ее использования в условиях современного производства.
Контактные датчики были разработаны в 70х годах прошлого века и в основном применялись на стационарных координатноизмерительных машинах (КИМ). Использование их на металлорежущих станках сдерживалось ограниченными возможностями систем ЧПУ того времени, а также скептическим отношением пользователей самих станков, которое имеет место и в наши дни. Совершенствование многоосевого оборудования повысило уровень решаемых задач, что, в свою очередь, привело к продолжительной настройке инструмента и привязке заготовки. Контактные системы измерения позволили решить подобные задачи, а универсальные циклы измерения, такие как определение координат точек вдоль осей X, Y, Z, отклонение линии от вертикали или горизонтали, определение диаметра отверстия или габаритов прямоугольных элементов, и другие стали незаменимы для оператора при наладке станка на обработку детали. Решение более серьезных задач, как правило, вызывает у инженерного персонала вопрос: «А может ли станок контролировать изделие, которое он производит, то есть сам себя?» Чтобы ответить на него, нужно понять причины, по которым возникает необходимость в подобных измерениях. Первая и основная из них заключается в том, что после обработки деталь остается на станке, то есть ее установочные базы сохраняют свое постоянство. Это значит, что погрешности обработки, найденные в результате обмера какихлибо элементов изделия, могут быть доработаны. В случае контроля изделия вне станка в подобной ситуации деталь, как правило, признается бракованной, даже если брак исправимый, вследствие невозможности вернуть ее на станок для доработки, особенно если она крупногабаритная. В условиях серийного производства межоперационный контроль также выгодно осуществлять на станке, поскольку это сократит время его простоя, пока не будут получены результаты с КИМ; если в данном случае не останавливать изготовление продукции, то возможно получение бракованных изделий.
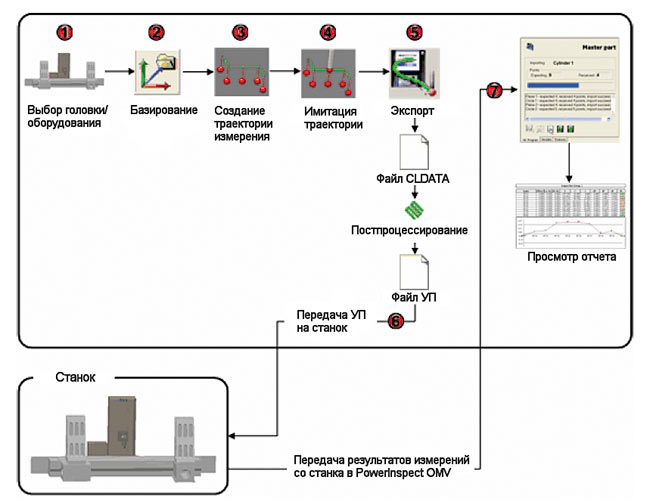
Схема работы в PowerINSPECT OMV
Выясним, насколько точно будут выполняться измерения. Общая погрешность измерения будет складываться из точности позиционирования линейных и поворотных осей станка, а также точности измерительной системы. В настоящее время для определения точности оборудования на рынке предлагается множество решений, основанных на аппаратном и программном обеспечении. Компания Delcam также предлагает свое решение в виде программного пакета NCChecker, который на основе измерительных тестов позволяет определить точность позиционирования линейных и поворотных осей станка. Подробную информацию о данном продукте можно найти в одной из наших предыдущих статей, посвященных NCChecker (http://www.delcamural.ru/cam/nc_checker). Очевидно, что станок, будучи силовой машиной, подвержен нагрузкам и во время эксплуатации будет ухудшать показатели точности. Поэтому рекомендуется через определенный интервал времени проводить поверку и настройку оборудования.
Рассмотрим теперь точность устанавливаемой на станок измерительной системы, которая состоит из датчика (измерительная головка), приемника сигнала и интерфейса для связи с системой ЧПУ. Основная функция, выполняемая системой, — сообщить ЧПУ о срабатывании датчика, после чего ЧПУ производит запись координат текущего положения щупа. Датчик — это основной элемент измерительной системы, и от того, насколько быстро он сработает (пройдет некоторое расстояние) после касания с объектом, зависит точность измерения. В настоящее время компания Renishaw — мировой лидер в области производства инновационного метрологического оборудования, выпускает два типа измерительных головок, отличающихся по механизму срабатывания: кинематические и тензометрические. Измерительные головки первого поколения, основанные на кинематической схеме срабатывания (они имеют в обозначении двузначные числа, например OMP40 или OMP60), позволяют производить измерения с точностью срабатывания 12 мкм (после калибровки по кольцу) при направлении измерения вдоль осей X и Y. Существенным их недостатком является значительное снижение точности при пространственных измерениях — до 20 мкм. Большинство станков по умолчанию оснащается данным типом датчиков. Чтобы разрешить проблему 3Dизмерений, Renishaw разработала новый тип головок, основанных на тензодатчиках. После калибровки (в данном случае по сфере) точность срабатывания в любом направлении составляет 1 мкм. Обозначаются такие головки трехзначными числами, например OMP400 или OMP700. Следует сказать, что данные результаты получены при использовании щупа длиной 50 мм. При увеличении длины щупа показатели будут ухудшаться.
Таким образом, при правильном выборе и корректной эксплуатации погрешность в работе измерительной системы не вносит существенного вклада в общую погрешность измерений, а следовательно, ею можно пренебречь.
CAIсистема PowerNSPECT OMV компании Delcam
Для программирования измерений и анализа результатов недостаточно только внутренних измерительных циклов станка. Поэтому компания Delcam разработала уникальный на рынке CAIсистем продукт PowerINSPECT, позволяющий программировать все основные типы измерительного оборудования: мобильные «руки», стационарные машины, станочное оборудование. Модуль для работы со станками появился в середине 2000х годов и называется PowerINSPECT OMV (от англ. OnMachine Verification — проверка или контроль на станке). Работу в данном продукте можно представить в виде приведенной выше схемы.

Тензометрический датчик OMP400
Кратко рассмотрим основные этапы работы.
Выбор оборудования сопряжен с выбором датчика измерения и заданием некоторых технологических параметров. PowerINSPECT OMV содержит большое количество уже смоделированных датчиков и других необходимых компонентов (щупов, удлинителей). Пользователю достаточно выбрать нужную ему измерительную головку из библиотеки.
Базирование
Базирование применяется, если деталь не обрабатывалась до измерения и ее реальное положение в пространстве не совпадает с номинальным, заданным в CAI или CAMсистеме. Как правило, такая задача возникает, если деталь возвращается для доработки либо ремонта или отсутствуют приспособления для точного установа. Путем измерения текущего положения программа определяет так называемую матрицу смещений и поворотов относительно осей X, Y, Z. Зная эти значения, пользователь может пересчитать УП обработки относительно фактического положения детали или компенсировать разницу рабочими органами станка. Выбор способа базирования зависит от наличия геометрических элементов на изделии. Измеряемые элементы должны лишать деталь шести степеней свободы. Большинство обрабатываемых деталей обычно имеют плоскости и отверстия. Поэтому один из способов базирования в PowerINSPECT основан на этих объектах и называется ППТ (плоскость — прямая — точка). Для определения его положения достаточно определить и промерить на изделии три данных элемента. Однако бывают случаи, когда изделие не содержит такой геометрии, например лопатка компрессора авиадвигателя. В данном случае на помощь приходит другой способ базирования — оптимальное совмещение. При этом программа пытается совместить измеренные точки и точки на модели так, чтобы расстояние до каждой из них было минимальным. Существуют и другие способы.
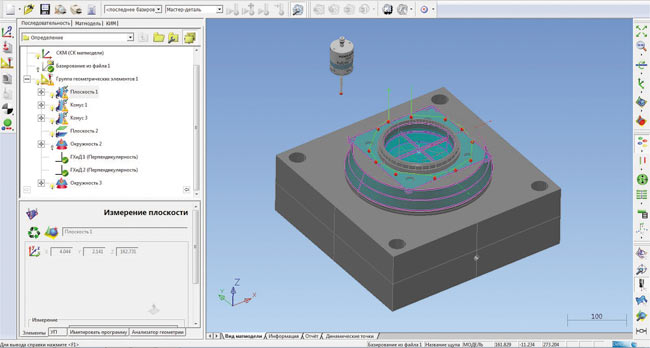
Создание проекта обмера корпусной детали в PowerINSPECT OMV
Создание траектории измерения в PowerINSPECT OMV
Это основной этап, на котором пользователь определяет нужные геометрические элементы для измерения на детали. PowerINSPECT OMV позволяет работать с двумя группами объектов: геометрическими элементами (плоскости, прямые, окружности и т.д.) и произвольными точками на поверхности. С помощью первой группы можно проверять отклонения элементов изделия от формы и расположения, вторая группа помогает осуществлять контроль свободных формообразующих поверхностей. Создание вышеуказанных элементов осуществляется вручную или автоматически с помощью «Анализатора геометрии». Для элементов, распознанных с помощью данной функции, автоматически создается траектория движения щупа и точки обмера. Изменяя параметры элемента, стратегию и метод обмера, пользователь может вносить изменения в траекторию движения щупа.

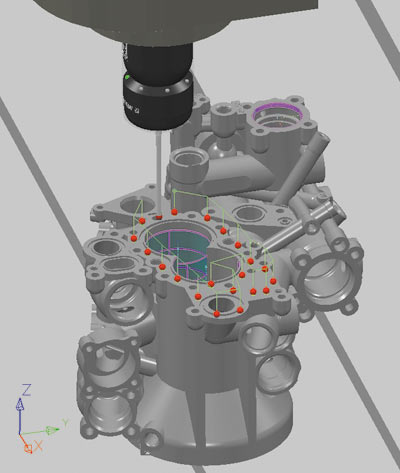
Измерение корпусной детали на станке с ЧПУ
Создание проекта измерения пуансона пресс-формы в PowerINSPECT OMV
Имитация траектории щупа в PowerINSPECT OMV
PowerINSPECT OMV позволяет создать виртуальную картину процесса измерения. Щуп движется вдоль траектории, производя касание в заданных точках. На данном этапе можно выявить многие ошибки, например столкновение с незапрограммированной частью детали или касание поверхности щупом, а не наконечником (сферой). При многоосевых измерениях имеется возможность загружать модель станка и имитировать движение поворотных осей, что позволит предотвратить поломку дорогостоящего оборудования.
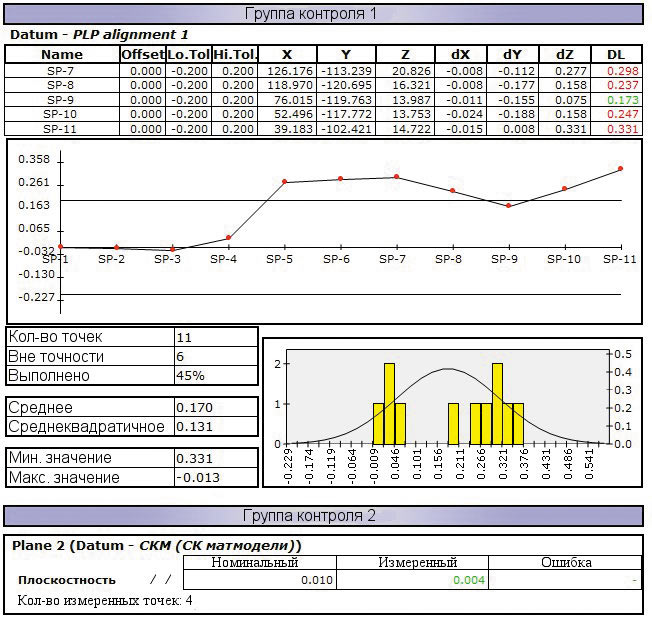
Табличная форма отчета результатов измерений в PowerINSPECT OMV
Запись файла УП
В PowerINSPECT OMV запись файла УП не отличается от процесса записи программ обработки в CAMсистемах. Пользователю достаточно задать имя файла УП и указать файл постпроцессора. Полученную УП пользователь передает на станок для проведения измерений. В процессе ее отработки щуп производит касание в заданных точках, координаты X, Y, Z точек касания записываются в файл результатов. По записям в данном файле сложно сделать какиелибо практические выводы для деталей сложной формы, поэтому данные замеров возвращаются обратно в PowerINSPECT OMV, где программа производит обработку и выдает отчет в удобном для пользователя виде. PowerINSPECT OMV предоставляет пользователю большой выбор опций для настройки и вывода полученных результатов в нужном формате. Например, для экспрессанализа можно вывести на экране совместно с номинальными точками математической модели измеренные точки с численным отображением отклонений от первых. Для детального изучения результаты обмера можно представить в виде таблицыотчета, включив в нее вывод интересующих объектов. Далее отчет можно сохранить или вывести на печать. В рамках предприятия возможна настройка оформления отчета согласно внутренним стандартам.

Матрица смещений и поворотов
Опыт применения PowerINSPECT OMV
В настоящее время компания «ДелкамУрал» имеет более десятка пользователей PowerINSPECT OMV в Уральском регионе. Вот несколько примеров применения измерительных технологий.
Экспериментальнопроизводственный комбинат УрФУ (г.Екатеринбург) занимается изготовлением оснастки, такой как прессформы и штампы, и других сложных изделий под заказ, используя многоосевое фрезерное оборудование и другие современные станки. При изготовлении прессформ важно получить точные размеры и расположение формообразующих и сопрягаемых поверхностей. Одно из таких изделий — пуансон прессформы для изготовления ведра. Пуансон и матрица при закрытии прессформы сопрягаются по коническим поверхностям, к точности которых (размеры, форма, расположение) предъявляются повышенные требования. По классической технологии вследствие того, что контроль данной поверхности затруднен, обработка выполнялась с оставлением припусков, которые удалялись при помощи притирки к ответной детали, при этом контроль осуществлялся по пятну контакта (по краске), щупами и т.д. Теперь для снижения (или даже устранения) трудоемкой ручной доводки при сборке появилась возможность выполнить контроль сопрягаемых поверхностей без снятия детали со станка, сохраняя тем самым установочные базы. В одном случае после обмера пуансона было принято решение дополнительно снять с конической части 0,03 мм, чтобы обеспечить сопряжение с матрицей без дополнительной обработки. Кроме того, выполняется принцип взаимозаменяемости деталей, что упрощает ремонт изделий в будущем. Конечно, в дальнейшем матрица и пуансон будут измерены на КИМ.
«PowerINSPECT OMV — незаменимый помощник в обработке сложных формообразующих элементов. Теперь мы можем распознавать проблемы непосредственно на станке и оперативно устранять их. Это повышает производительность и сокращает время на станочную или ручную доработку тех ошибок, которые возникали ранее», — отмечает Никита Гайсин, начальник производственного участка станков с ЧПУ.
Другое крупное предприятие моторостроительной отрасли УМПО (г.Уфа) использует PowerINSPECT OMV для адаптивной обработки лопаток. Особенность заготовки такова, что она не имеет точных установочных баз, а применяемое приспособление лишь фиксирует заготовку. Для решения проблемы станок был оснащен тензометрической измерительной головкой OMP400, а в PowerINSPECT OMV был создан проект обмера лопатки с контролем точек с обеих сторон. Путем оптимального совмещения полученных результатов измерения и CADмодели лопатки программа находит матрицу смещения и поворота. Полученные значения матрицы заносятся в подпрограмму на станке. При обработке лопатки подпрограмма поворота вызывается в самом начале и ориентирует заготовку в номинальное положение. В результате удалось избежать изготовления сложного приспособления, дополнительных операций для создания установочных баз и тем самым значительно уменьшить материальные затраты.
В условиях серийного производства предприятие УМПО использует программный модуль
NCPartLocator, который автоматически производит измерения, осуществляет пересылку данных между станком и компьютером и формирует подпрограмму ориентации заготовки. Подобного рода автоматизация заметно снижает время на подготовку к обработке, исключает влияние человеческого фактора.

